 佛山超声波焊接机的强度不够该怎么处理?
佛山超声波焊接机的强度不够该怎么处理?
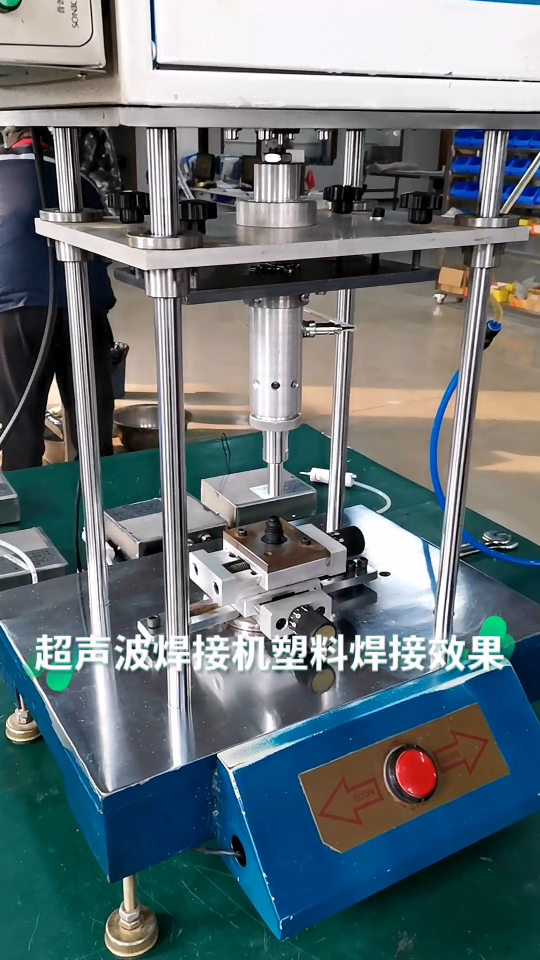
当佛山超声波焊接机在工作时,若参数没有调节好,或者其他部件没有配合好,就会出现焊接强度不够的问题,那么这个问题该怎么处理呢?灵高超声波带大家一起来了解一下。
一、超声波模夹具搭建不精确、受力不均。
分析: 一般佛山超声波工作时,产品与模貝表面只需触碰精确就可以获得相应的熔接效果,但超声波是摩擦振,便会造成声波传输的状况,假如只看硬件配置(模夹具)的吻合度,而忽视了超声波工作方法,就会造成错判的不良影响。因此要注意超声波熔接的工作方法是传输声波,使成震动摩擦变为能源而熔接。 这时候超声波模夹具的稳合水平、商品横截面的大小、厚度、材质的结构,无法100%承担同样的工作压力。
另一方面模具輸出的动能,每一点都是有误差,并不是发出的动能都一样,这就造成商品熔接线熔接水平的差别。因此通过超声波熔接机自身的水准螺钉,或者贴较薄的胶布或铝箔解决问题。
二、超声波熔接标准不合理。
分析:超声波工作的标准就是指机器设备的功率(段数)、工作压力(动态性压力与静态数据工作压力)熔接時间、硬化時间、时间延迟等设置。以超声波导熔线为例子来表明,在执行超声波熔接时,如果压力大,汽缸降低缓存太快,就容易把超声波导熔线铺平,尽管看起来物件早已密封,但因导熔线,早已受挤压成型而凹陷,失去导熔效产生塑胶面与面的熔接,并非三角形点的引导熔接,因此造成错觉的熔接。
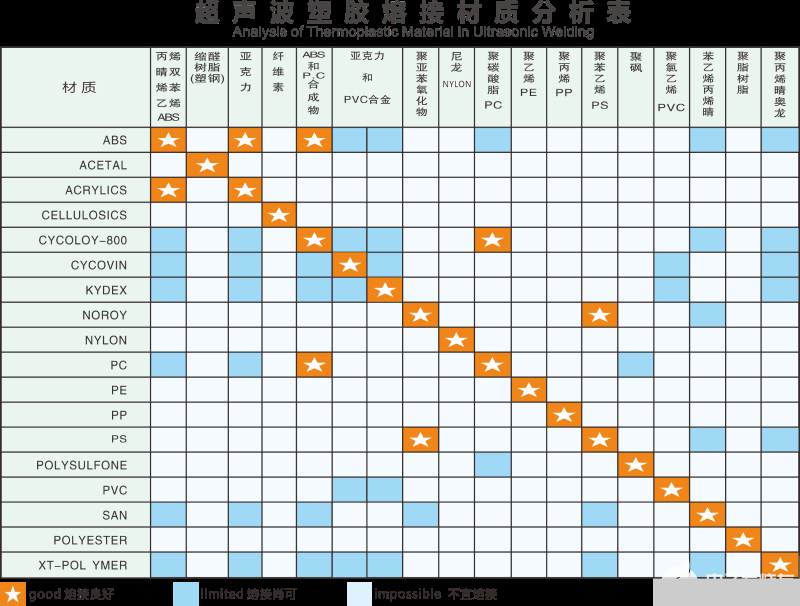
三、塑胶产品材质不合理。
每一种塑胶材质的熔点,各不相同,比如ABS塑料材质的溶点约115℃,耐隆约175℃、PC之145℃之上、PE约85℃。例子:ABS与PE二种材质的溶点差别很大,超声波熔接必然艰难。而ABS与PC二种材质,亦有差别,但已非前面的差别这般之大,是以还行熔接,但在超声波输出功率同样,动能扩张同样的状况下,不同的塑胶材质,绝没法比同样材质的熔接效果非常的好。
以上就是佛山超声波焊接机的强度不够的处理办法。
审核编辑 黄昊宇
-
超声波
+关注
关注
63文章
3018浏览量
138425 -
焊接
+关注
关注
38文章
3141浏览量
59824
发布评论请先 登录
相关推荐
如何避免超声波对晶振的影响

超声波测厚仪的技术原理和应用场景

激光焊接机影响焊接质量的要素

超声波焊接技术的原理、应用领域与发展优势

激光焊接机性价比高的品牌推荐

【选购指南】想买手持激光焊接机?看这篇就够了!
15K超声波模具20K超音波模具制作
光纤模具激光焊接机和常见激光焊接机的区别

手持激光焊接机:高效、便捷的焊接新选择
库米多工位超声波焊接机与多工位转盘式螺丝机:自动化产线的黄金搭档

激光焊接机常见故障及处理方法

激光焊接机为何突然不出光?怎么解决






 工商网监
工商网监
评论