 振动筛激振器轴承频繁损坏,从这3个方面找原因
振动筛激振器轴承频繁损坏,从这3个方面找原因

振动筛激振器轴承频繁损坏,从这3个方面找原因
振动筛是矿山机械设备中常用设备,其振动的产生主要由激振器来实现。很多激振器采用偏心块外置式整体结构。
该结构最普遍的问题是激振器内的轴承寿命较短,经常出现轴承发热、烧损等现象,严重影响振动筛的正常运行。本文分享激振器故障原因及对应解决方案。
1 设计原因
1)轴承选型不合理。
振动筛滚动轴承在工作过程中由入料带来的冲击载荷较大,由偏心块高速旋转产生的离心力及离心加速度也较大,加之工作环境中粉尘较多,所以对轴承的使用类型、极限转速、安装配合尺寸、游隙、自润滑性能等要求较高,普通轴承在此恶劣工况下工作易损坏。如果设计初期对轴承选型不当,轴承使用寿命就会较短。
处理方法:
选用振动筛专用轴承。常用的振动筛轴承一般有圆柱滚子轴承和调心滚子轴承2种形式。圆柱滚子轴承具有较大的径向承载能力,承受极限转速也较高,对动静载荷的承载能力强,但对轴承座孔的同轴度要求较高。
调心滚子轴承不但具有较大的径向承载能力,而且能承受任方向的轴向载荷,调心性能良好,能补偿因轴承座孔加工造成的不同轴问题,但不能承受纯轴向载荷。
由于振动筛使用环境较为恶劣,许多轴承生产厂家为振动筛生产专用大游隙轴承,轴承材料采用特殊材料,结构也较普通轴承有较大区别,具有承载能力强,耐冲击性能好,润滑性能好的特点。
2)润滑密封结构设计不合理。
激振器工作过程中轴承受偏心块高速旋转产生较大的径向力,由于润滑密封结构设计不合理,轴承润滑不充分,是导致轴承受热产生变形,最终烧损的主要原因。目前国内许多激振器轴承主要采用脂润滑方式,密封主要采用迷宫密封结构。密封间隙一般在1~2mm。
但在实际使用过程中随着激振器内轴承温度的升高,润滑脂黏稠度逐渐降低,激振器主轴高速旋转,迷宫盖内润滑脂从迷宫盖处不断泄漏,最终导致轴承因缺少润滑而损坏。
处理方法:
采用稀油润滑方式,改善润滑通道,润滑油循环流动,使轴承得到充分润滑。
3)轴承与轴承座孔配合选择不当。
轴承与轴承座孔配合公差是设计时的重点。轴承与轴承座孔如果选择较大过盈配合,会迫使轴承滚道形状产生几何变形,导致轴承运转时产生异常振动;如果选择较大的间隙配合,会使轴承外圈在轴承座孔内产生相对滑动,导致轴承温度急剧升高。最终轴承损坏。
处理方法:
选择合理配合公差。由于激振器工作时轴承内圈所受径向力相对激振器偏心力来说是静止的,设计时轴承内圈往往又被轴向定位。故轴承内圈与轴的配合应采用较松的过渡配合或间隙配合公差。
轴承外圈所受径向力相对于激振器偏心力圆周旋转。为防止外圈滑动,同时确保轴承滚动体在保持架中灵活转动,外圈与轴承座孔的配合设计时要采用较紧过渡或稍小的过盈配合公差。
4)设计时未考虑轴的伸缩量。
激振器运行温度一般都在60~85℃。由于热胀冷缩引起轴的伸缩量不可忽视。
处理方法:
设计过程中将一端轴承设计成过渡或间隙配合,以便使激振器轴在热胀冷缩时可以相对于内圈进行滑动,避免轴承受到因热胀冷缩产生的轴向力作用。
2 工艺原因
1)轴承座孔的加工精度不够,同根轴两轴承座孔不同心。
处理方法:
采用加工精度较高的设备进行加工,保证两轴承孔的同心精度。在数控镗铣床或加工中心,两轴承孔一次切削完成。
2)轴承装配时用力不均。
如在冷装配过程中对轴承内圈施力不均,导致轴承内圈相对轴产生一定偏斜量,从而使轴承的外圈磨损加快。
处理方法:
轴承在装配时制作专用工装,使轴承装配过程中内圈或外圈均匀受压组装到位。防止装配过程中内、外圈受力不均。
3)轴承安装时未清洁干净,或润滑油不清洁,导致轴承滚道磨损,滚动体摩擦力增大,温度升高,最终损坏轴承。
处理方法:
轴承装配前清洗干净。激振器在使用过程中,按规定定期更换润滑油脂。首次换润滑油在设备使用150h之后,之后设备每运行1000h之后必须更换润滑油。
4)成组偏心块质量差别大或成组偏心块安装角度误差较大,引起振源中心颤动,造成轴承发热。
处理方法:
调整偏心块质量及角度,使其质量及角度对称一致。如果激振器两组的配重块夹角不同或质量不同,所产生的振动方向角和振动力就会不同,就会产生筛体扭振等现象,致使激振器受到异常载荷。
因此在制作偏心块时,应保证偏心块为同等材质、密度相同的材料。同时为保证偏心块质心一致,对偏心块的几何形状制作时也要严格要求。另外在安装或调整激振力时,要使同一根轴上的偏心块角度一致,平行轴上的偏心块角度对称。
3 使用及维护原因
1)因基础不平或弹簧座安装不正确,引起筛体的不正常运动,致使振动筛产生转动或扭曲,引起激振器轴承发热受损。
处理方法:
振动筛安装调整时,首先用水平仪测量基础是否水平。如果发现基础不平可以通过在基础上加垫板的方式进行调整,反复测量及调整直至基础水平为止。
2)振动筛重心误差大,引起筛体的不正常运动,致使激振器轴承发热受损。
处理方法:
激振器受到非正常载荷,致使轴承发热受损。因此只有在设计、制造、安装过程中严格控制产品制作安装精度。才能保证激振力重心位置不偏移。同时在振动筛使用时,要尽量做到入料均匀。
3)激振器的固定螺栓松动或未加防松弹簧垫圈,引起振源中心颤动,致使激振器轴承发热受损。
处理方法:
激振器连接时加弹性垫圈,激振器初次使用,运行2h和50h后要重新检查紧固激振器的安装螺栓,发现松动立即紧固。激振器螺栓螺母只能使用一次,紧固后拆下必须换新。
4)润滑油选择不当,填充过多或过少,导致激振器轴承发热受损。
处理方法:
润滑脂加注过多,造成发热,正常应加注润滑腔的2/3为宜,并一定使用排气螺栓排气。但缺少润滑脂或润滑脂老化、干枯同样会引起轴承的发热。一般在不漏油的情况下激振器0~100h加注一次润滑油,一次加注不超过1kg,要观察油的多少加注,并及时排出废油,以便轴承得到正常润滑。
激振器是振动筛激振动力的来源。提高设计和加工质量,正确使用和精心维护是保证激振器轴承良好运行的前提条件。
振动筛常见故障原因及排除方法
1、故障现象一:振动筛无法启动或振幅较小
(1)原因:
1)电机损坏;
2)控制线路中的电器元件损坏;
3)电压不足;
4)筛面物料堆积太多;
5)振动器出现故障;
6)振动器内润滑脂变稠结块。
(2)排除方法:
1)更换电机;
2)更换电器元件;
3)改变电源供给;
4)清理筛面物料;
5)检修振动器;
6)清洗振动器,更新添加合适的润滑脂
。
2、故障现象二:物料流运动异常
(1)原因:
1)筛箱横向水平没找正;
2)支撑弹簧钢度太大或损坏;
3)筛面破损;
4)给料极不平衡。
(2)排除方法:
1)调整支架高度;
2)调整弹簧;
3)调整筛面;
4)均匀操作,稳定给料。
3、故障现象三:振动筛筛分质量不佳
(1)原因:
1)筛孔堵塞;
2)入筛物料水分增加;
3)筛机给料不均;
4)筛面上料层过厚;
5)筛网拉的不紧,传动皮带过松。
(2)排除方法:
1)均匀操作,稳定给料;
2)减轻振动筛筛机负荷及清理筛面;
3)改变筛箱倾角;
4)调节筛机的给料;
5)减小筛机的给料;
6)张紧筛网,拉紧传动皮带。
4、故障现象四:正常工作时筛机旋转减慢,轴承发热
故障原因:
1)轴承缺少润滑油;
2)轴承阻塞;
3)轴承注油过量或加入了不合适的油;
4)轴承损坏或安装不良,圆轮上偏心块脱落,偏心。
(2)排除方法:
1)往轴承内注入润滑油;
2)清洗轴承,更换密封圈,检查迷宫密封装置;
3)检查轴承的润滑油;
4)更换轴承,安装偏心块,调整圆轮上。
审核编辑 黄昊宇
-
轴承
+关注
关注
4文章
2417浏览量
34968
发布评论请先 登录
对于伺服行星减速机的轴承失效的原因分析
UPS电源频繁损坏?优比施为您揭秘五大“隐形杀手”!

船舶电机轴承温度监测与预警系统设计
航空发动机主轴承智能健康管理新范式:基于振动与滑油金属屑末多源信息融合的诊断方法研究

电动机轴承温度和振动监测安装也是很有必要
水泵轴承磨损如何通过振动信号提前预警?

轴承锈蚀的主要原因分析
振动传感器在轴承监测中的精准守护与工业可靠性实践

振动传感器主要用于哪些设备的监测?

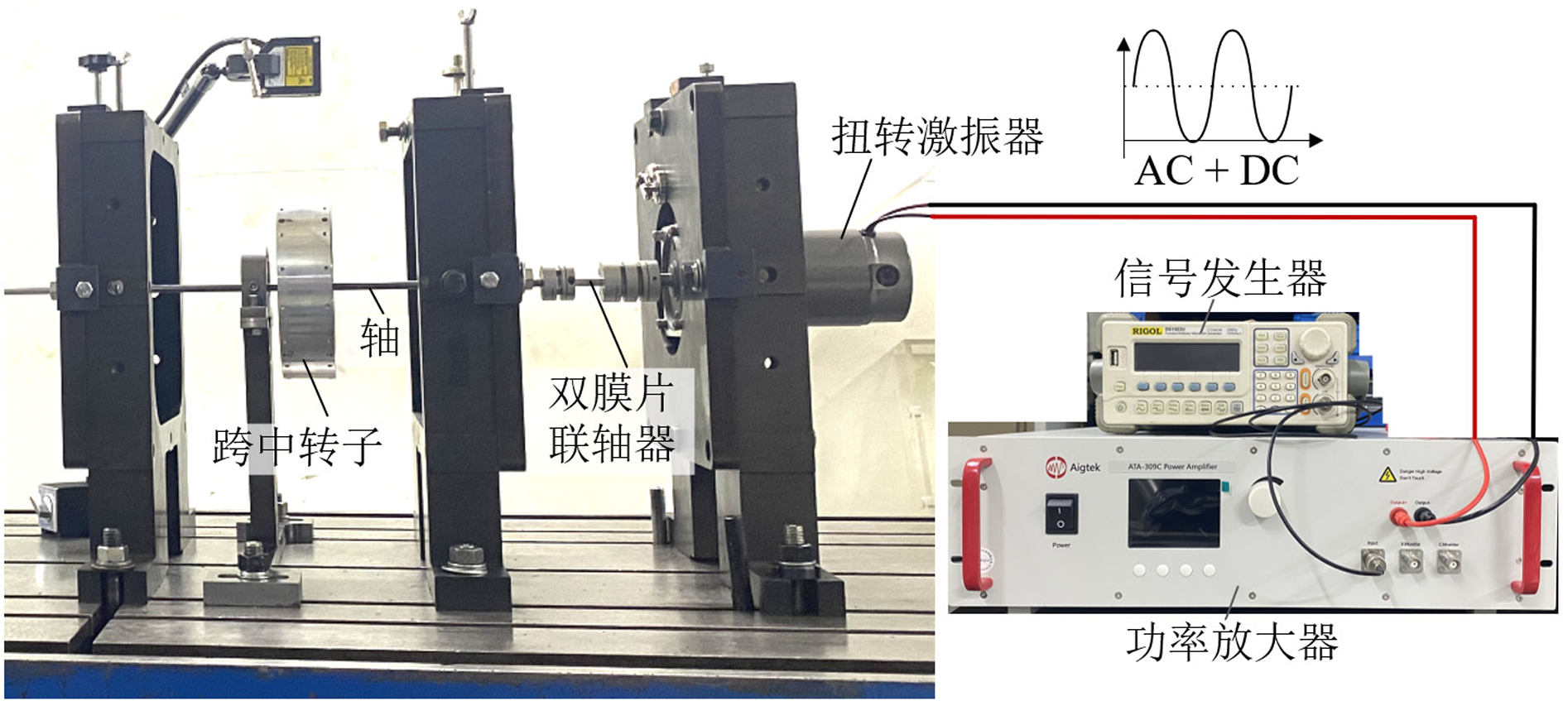
ATA-309C功率放大器:转子弯扭耦合振动精密激励与实验研究
为什么在振动分析中加速度计最常用?


无轴承异步电机的不平衡振动补偿控制
你知道什么原因会导致安规电容损坏吗?
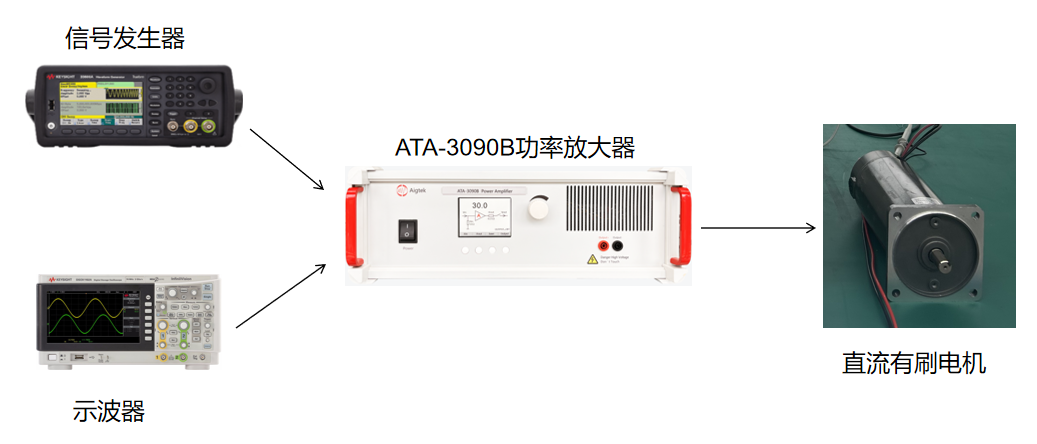
Aigtek:功率放大器驱动激振器的作用和用途介绍



评论