 检测系统中折叠缺陷检测算法的研究
检测系统中折叠缺陷检测算法的研究
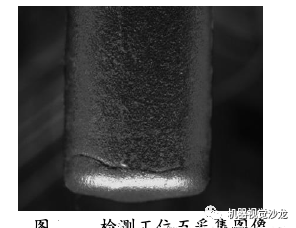
锻件折叠缺陷主要是由于在锻造的过程中,金属发生部分氧化、局部金属发生变形、金属原材料不均匀等导致金属内部发生疲劳破坏,对于管接头锻造件表现为圆柱面产生较大裂缝。在检测系统中,折叠缺陷在检测工位五进行检测,相机曝光度设为26300,现场采集的图片如下图所示。
1 管接头锻件待测圆柱面图像提取
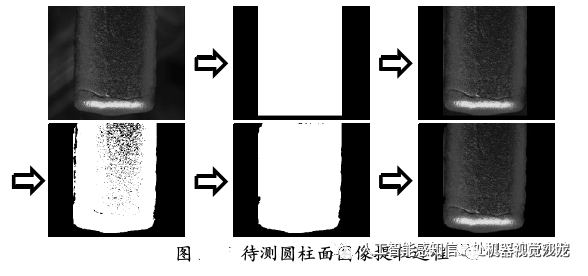
(1)由于待测圆柱面图像与背景图像在灰度上的差异较小,所以依据图像位置不变性首先在图像上依照圆柱面的大概位置画出矩形框,先利用矩形框对图像进行裁剪。
(2)对裁剪后的图像利用灰度阈值分割对图像进行进一步处理,阈值设为 33。
(3)对利用灰度阈值分割提取出来的连通域利用半径为 30 的圆形结构元对图像进行形态学闭运算,将连通域间的细小孔洞和缝隙进行填充,最后利用填充后的连通域对图像进行裁剪。待测圆柱面图像提取过程如下图所示。
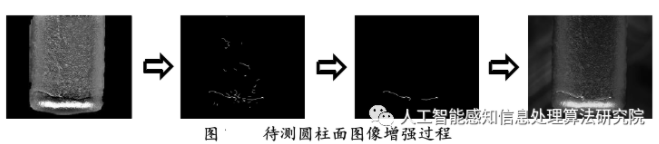
2 待测圆柱面图像增强
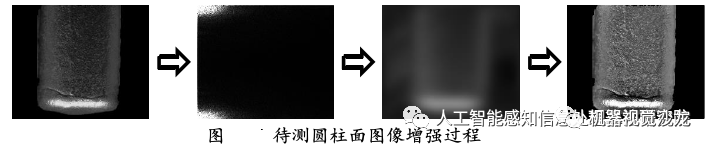
从图像中可以看出,折叠缺陷在图像中显得较为明显,并且是以颜色较深的线条的形式出现,具体的识别过程如下。 (1)对图像进行增强,这里使用频率域滤波,先将图像从空间域转换为频率域并生成一个高斯滤波器,高斯滤波器的参数σ取值 100。在利用高斯滤波器对频率域进行处理后再将频率域图像转换至空间域,生成一幅空间域图像。 (2)利用图像灰度差分算法将待测圆柱面图像与空间域图像做差,式中的 M 取值为 2,A 取值为 100,将图像进行增强。待测圆柱面图像增强过程如下图所示。
3 高斯线条提取算法
对于增强后的图像利用高斯线条提取算法将折叠缺陷提取出来,高斯线条提取算法的具体实现如下: (1)利用高斯掩膜对图像进行卷积,并利用 Hessian 矩阵计算出每个像素点在 X和 Y 方向上的二阶偏导参数,计算矩阵最大特征值的特征向量用于确定每个像素点的线方向。对于图像 f(x,y),Hessian 矩阵的表现形式如下:
式中,fx x 、fx y、fy y为函数 f(x,y)的二阶偏导参数。
(2)若与线方向垂直的二阶方向偏导数具有极大值,则可以将其归为线上一点。对这些点集再次进行筛选,设立阈值 H 和 L,若二阶方向偏导数比 H 大则保留,若二阶方向偏导数比 L 小则舍去,若二阶方向偏导数在 L 与 H 之间,则利用滞后阈值处理。L 和 H 参数是由要提取的线的线宽和高低对比度计算,计算公式如下:
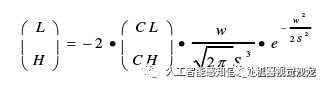
式中,CH 和 CL 为灰度高低对比度,本文设为 80 和 45,w 为线宽,本文设为15。 (3)最后依据线条的方向及长短将目标线条提取出来,提取方法为将线方向与水平方向的夹角在 45 度以内的保留,将提取的线中的像素点个数少于 150 的则舍去。如果可以提取出线条,则判定为有裂纹缺陷,裂纹缺陷提取过程如下图所示。
审核编辑:郭婷
-
滤波器
+关注
关注
160文章
7725浏览量
177630
原文标题:【光电智造】折叠缺陷检测算法研究
文章出处:【微信号:今日光电,微信公众号:今日光电】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
虚拟装配系统中碰撞检测技术的研究与应用
基于序贯相似性测算法的图像模板配准算法
人脸检测算法及新的快速算法
柔性印刷线路板缺陷检测方法指南
PowerPC小目标检测算法怎么实现?
基于YOLOX目标检测算法的改进
PCB图像线宽线距缺陷检测算法研究
飞机碰撞检测算法的研究与设计

基于深度学习的目标检测算法






 工商网监
工商网监
评论