 浅谈可熔性聚四氟乙烯(PFA)的加工工艺
浅谈可熔性聚四氟乙烯(PFA)的加工工艺
首先,什么是PFA?
PFA的英文名称为:Polyfluoroalkoxy,中文名称为:四氟乙烯—全氟烷氧基乙烯基醚共聚物 (又称:过氟烷基化物,可溶性聚四氟乙烯) 。PFA树脂相对来说是比较新的可熔融加工的氟塑料,PFA 、FEP、PTFE 的化学性能相似,但FEP只能在200度以下使用,PTFE不能注塑。
聚四氟乙烯(PTFE),俗称“塑料王”,具有卓越的耐化学品性、耐高温性、低介电常数、不燃性、耐候性、低摩擦系数、不粘和自润滑性等特点,但PTFE熔融后难以流动,只能采用烧结方式成型,限制了加工手段和制品设计灵活性。采用少量全氟烷基乙烯基醚(PAVE)与TFE共聚生成的PFA,几乎完全保留了PTFE的优良物性,具有和PTFE相似的耐化学品性能和长期工作温度等,同时又具有良好的熔融加工性能,使制品具有极低的表面粗糙度等优点,拓展了PTFE的应用潜力。
PFA除了可以采用挤出和模压工艺外,还可以采用注射、传递模、滚塑、浸涂、喷涂等加工工艺,可以制成线缆、管、片、膜、涂层及其他复杂形状的制品,用途几乎涵盖PTFE所涉领域。
PFA的成型与加工
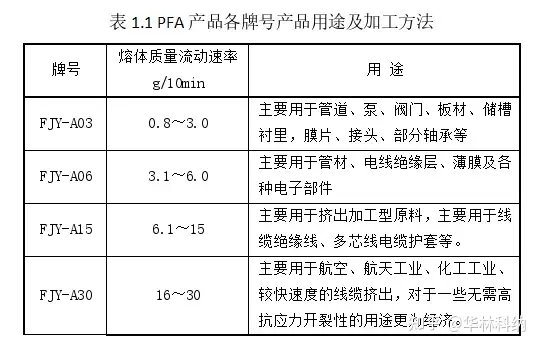
PFA树脂产品主要有乳液、粉料、粒料等形态,目前国内的产品主要以粒料为主,如巨化氟聚合物事业部已形成2kt/a的PFA粒料产能。PFA的熔点在290~312℃,熔指在0.8-30g/10min范围内,成型温度在350~410℃之间,模压成型、挤出成型、注射成型等常规工艺均可用于PFA树脂加工,不同批号产品的应用范围如下表(表1.1)所示。
模压成型
当PFA产品的熔指在0.8~3.0g/10min范围内时,分子量比较高,粘度大,不容易流动,一般适用于使用模压成型的方式进行加工。模压成型温度为330~380℃,压力5.0~14.0MPa,在成型温度下保持20~30min,然后在压力下缓慢冷却熔体至200~240℃方可脱模。在设计模具的时候应考虑到PFA熔体粘度高、临界剪切速率低和成型温度高的特点。
挤出成型
当PFA产品的熔指大于3.0g/10min时,可以采用挤出成型的方式进行加工,主要生产管材、线缆绝缘层、薄膜等。用于PFA挤出成型的螺杆长径比一般为20:1,挤出温度通常控制在330~425℃,转速设置为3~50r/min。由于PFA产品的熔体粘度较高,在挤出成型时有较高的拉伸比,可以快速得到光滑的挤出物。
PFA挤出成型的工艺和设备可以与聚全氟乙丙烯(FEP)的工艺和设备通用,但成型温度需要进一步提高。PFA也存在发生熔体破裂的临界剪切速率,高速挤出型PFA的临界剪切速率为50s-1,低速挤出或模压型型PFA的临界剪切速率为3s-1。PFA的熔体强度大,比FEP的熔体伸长率大,在成型细管和单丝时可采用更大的拉伸比。
注射成型
当PFA产品的熔指在16~30g/10min范围内,且需要生产各种复杂形状的航空、航天工业、电子电气工业零件,医学、化学试验器具等时,可用PFA以普通的螺杆注塑机进行加工成型。常用塑化能力较强的螺杆挤出机,其混炼物料均匀、滞料少,对模具传递应力快,但是与PFA熔融树脂接触的螺杆、机筒和模具等均需要用耐腐蚀的不锈钢制作,并使用大口径的注入口、流道和浇注口,并且流道要尽可能短、无任何障碍和尖锐的拐角,最好是能与浇口混成一体的圆形流道,模腔内所有的角和交叉点也都是圆的或流线型的,使熔融树脂呈流线型流动。采取这些措施,并控制好熔融物的温度,可避免成型物表面或内部产生熔体破裂的现象。
PFA的其他成型方法还有传递成型、粉末涂层、分散液浸渍成型、吹塑成型和真空成型等,与FEP的成型方法类似。
审核编辑:汤梓红
-
加工工艺
+关注
关注
0文章
34浏览量
10778
发布评论请先 登录
相关推荐
PEEK与其他热塑性材料的比较
影响电子元器件性能的因素

膨体聚四氟乙烯(ePTFE)电子膜在智能穿戴领域的应用

膨体聚四氟乙烯e-PTFE透气膜的IP防护等级要考滤哪些因素?
膨体聚四氟乙烯膜(ePTFE膜)微多孔材料特点
同轴线如何连接功放左右声道
高频板与高速板的材料区别
浅谈e-PTFE防水透气膜漏水的2大原因分析
微尔斯胶粘式防水透气膜自动化安装设计





 工商网监
工商网监
评论