 新能源减速器PTFE高速油封的应用和装配注意事项
新能源减速器PTFE高速油封的应用和装配注意事项
新能源电驱动的发展方向是高转速、小型化、集成化,目前很多电驱动总成集成化&小型化设计方案是同轴电桥(即电驱动的动力输入和输出在同一轴线上,半轴需从电机轴和减速器输入轴中心中空穿过),减速器输入轴轴径加大,对应油封唇口直径增大,则油封的最大线速度远超传统橡胶油封的极限水平(传统油封线速度的极限约<20m/s,而同轴电桥的输入轴油封线速度约30-40m/s)。油封的高速性能成为新能源电驱动发展的技术瓶颈。
1、 PTFE高速油封的创新开发应用
通过行业不断创新实践,最终高速油封有了跨界的解决方案——PTFE(聚四氟乙烯),PTFE高速轴封原来大量成熟应用于工业压缩机及航空航天事业,PTFE材料具备以下优点:
①超强的抗化学性能;②极端的工作温度(-50℃至200℃);③能承受 40m/s线速度(强化后可达 100m/s);④低摩擦,寿命长,可以在润滑不足或无润滑情况下运行。
PTFE高速油封的缺点是价格贵,其大约是同尺寸规格的橡胶油封价格的10倍左右。
PTFE高速油封已经成功应用于欧洲一款高性能的新能源同轴电驱动桥上。目前全球也仅有欧洲3家供应商具备生产PTFE高速轴封的能力。
国内新能源市场也开始探索开发同轴电驱动桥,并且也陆续开始引入PTFE高速油封。相信在不久的将来,FTFE高速油封在国内新能源汽车领域将会大量开发应用。
2 、PTFE高速油封的产品介绍
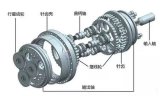
①产品结构与成型工艺:PTFE区别于传统油封的生产加工工艺,传统油封主要是硫化成型,PTFE油封各部件主要是机加工成型。主唇密封结构由PTFE棒料经机床加工成圆环性薄片,外壳和内圈为金属材料由模具冲压成型。大致如图1。
主唇的成型工艺如图2。
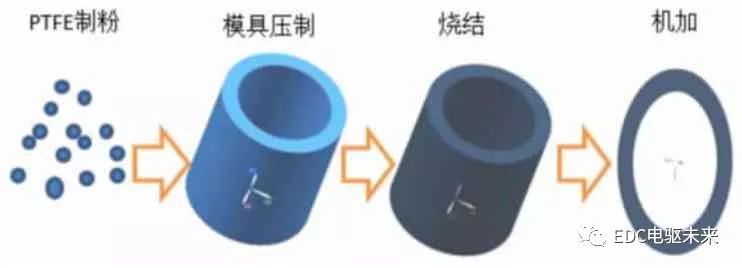
图2
油封组件工艺大致如图3。
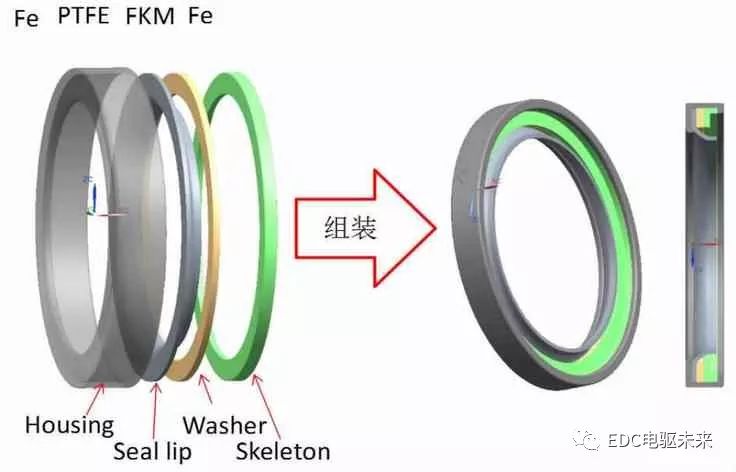
图1
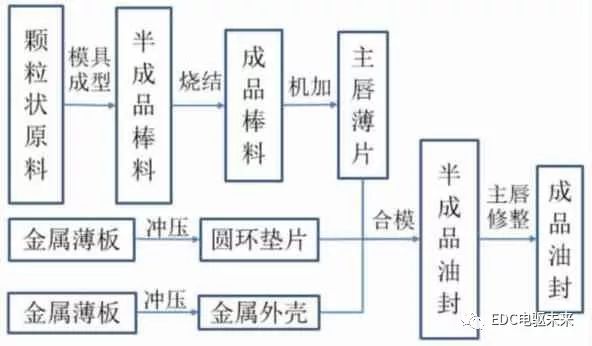
图3
由于PTFE油封核心部分都是机加工成型,所以其具备尺寸可定制式设计和试制周期短等优点。在产品设计和验证上都具有很大优势。
②PTFE油封匹配设计的注意事项:
1)轴/轴套表面粗糙度:Ra 0.2um为最佳,可接受值不超过Ra 0.4um。
轴的推荐加工方式:径向磨削加工,减小轴向泄露纹路。无泄露路径定义为:+/-0.05度。
具体定义如图4所示。
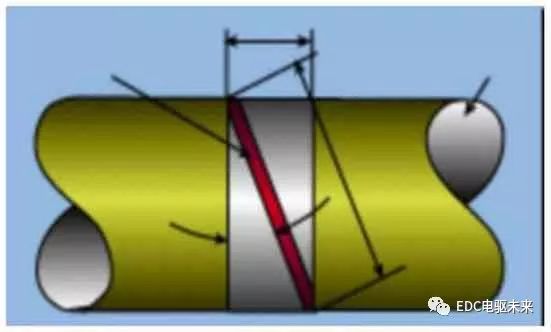
图4
2)轴的硬度:>60HRC;可接受范围:>55HRC。
3)轴的圆度“OOR”:<=2 个凸边时 ,OOR <0.005mm;>2个凸边时,OOR<0.0025mm。
轴跳:<0.05mm。
具体定义如图5所示。
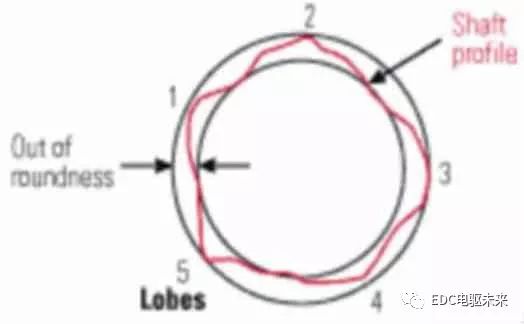
图5
4)孔的粗糙度:Ra 0.8um为最佳,可接受值不好过Ra 1.6um。
5)孔的圆度“OOR”<0.05mm。
具体定义如图6所示。
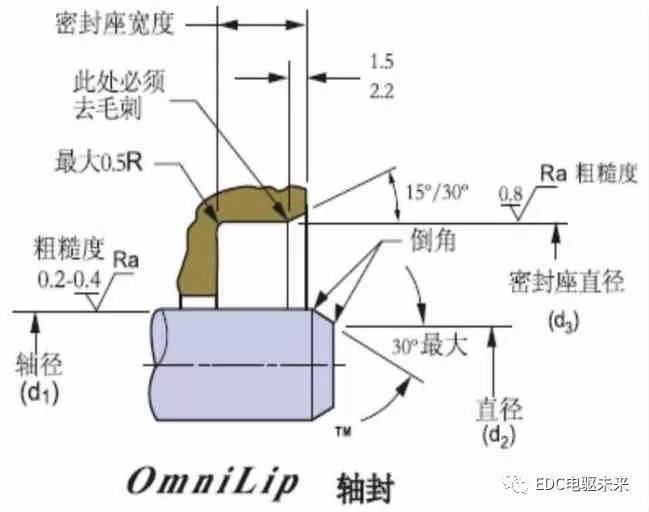
图6
③油封装配注意事项:
1)外圈与壳体过盈压装,因为金属与金属过盈压装,为防止压装铁屑产生,可以于外圈涂抹润滑油便于装配,压装完成后在外圈与壳体结合面外侧可以打密封胶,防止外圈工作后渗油;
2)内主唇与轴装配时,注意导正,且要注意轴端倒角处是否有尖角毛刺,装配到位处轴位是否有轴向可辨划痕,防止油封装配和工作时划伤。
与轴配合到位后,可在与轴配合处均匀涂抹润滑脂,保证初期润滑,降低主唇初期磨损,从而大大提高PTFE油封寿命。
④PTFE高速油封试验验证及注意事项。
1)PTFE高速油封根据开发进度可以先安排零件单体试验,注意油品及油线位置要与总成状态一致,试验转速要与整车输入吻合;
2)电驱动总成台架试验:模拟整车极限高速工况,极限油温工况,运转整车高速耐久的里程,试验过程中可以于总成样箱油封附件外壳开孔,便于观察试验过程中是否油封有漏油、渗油等失效;
3)试后分析:如试验正常进行完成后,拆解油封后,观察主唇是否有异常变形或磨损,可用投影仪测轮廓,用卡尺测主唇厚度等数据分析。
3、 总结
综上:简要介绍了PTFE高速油封在新能源汽车的减速器油封的应用开发注意事项,并介绍了PTFE的生产工艺及优缺点。
目前新能源市场发展迅猛,而PTFE油封又能解决更高线速的的技术难题,相信在不久的中国新能源市场,PTFE高速油封一定会快速应用并大量推广,也相信中国的新能源汽车一定会走在世界的最前列。
审核编辑:郭婷
-
新能源
+关注
关注
26文章
5490浏览量
107494 -
电机
+关注
关注
142文章
9023浏览量
145554
原文标题:新能源减速器PTFE高速油封的开发应用
文章出处:【微信号:EDC电驱未来,微信公众号:EDC电驱未来】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
海瑞思提供减速器一站式密封性检测解决方案

FPGA的高速接口应用注意事项
RV减速器和谐波减速器的原理和优劣势
新能源汽车充电桩安装及安全注意事项
2024年工业机器人减速器市场研究报告





 工商网监
工商网监
评论