 SLS 3D打印技术的后处理过程
SLS 3D打印技术的后处理过程
一、SLS 3D打印技术的后处理过程
目前,SLS 3D打印技术生产的原型(即3D打印的实体)不直接应用,各种材质的原型件还需根据材料、使用情况、生产过程参数等进行相应后处理过程以提高其力学性能和热学性能。
(1)静置
金属或陶瓷粉末等经过激光烧结后,需静置5~10小时。待原型坯体缓慢冷却后取出。
(2)清理
用刷子去除原型表面粉末,残留粉末可用压缩空气除去。
(3)打磨
打磨的目的是去除零件毛坯上的各种毛刺、加工纹路,并且对加工时遗漏或无法加工的细节进行修补。 打磨常用的工具是锉刀和砂纸,一般手工完成。某些情况下金属原型件也使用打磨机、砂轮机、喷砂机等设备。
(4)加热
先将成型件加热至较低温度,使金属表面初步升温,以除去原型表面各种杂质粉末等。之后进一步加热到更高温度,并保温一段时间。保温一段时间后,金属粉末通过原子扩散建立连接,使烧结件的形状得以保持。
(5)高温烧结、热等静压烧结、熔浸、浸渍
粉末材料密度为其对应实体密度的50%左右并且激光烧结速度较快,导致粉末颗粒熔融后来不及扩散和融合,一般,烧结成型件(即3D打印的实体)的密度为实体密度的70%。因此,烧结件(烧结成型件)强度低,需后处理提高烧结件的强度。
提高烧结件强度可通过将液态可固化树脂或低熔点金属填充烧结件的孔隙,提高构件的密度和强度,获得合实的结构件(即3D打印的实体)。(个人理解:通过高温烧结、热等静压烧结、熔浸、浸渍的方式,使烧结件减少孔隙)
(6)热处理 熔渗过后原型的密度、强度增加。但针对金属原型件,需进行相应的热处理,进一步改善原型件的力学性能。
(7)抛光、涂覆 对于完成以上处理步骤的原型,还需要考虑长久保存和使用目的等方面。通过对原型进行抛光和涂覆,原型可兼具防水、防腐、坚固、美观、不易变形等特点。
二、SLS 3D打印技术后处理关键技术
(1)高温烧结 金属和陶瓷坯体均可用高温烧结的方法进行后处理。经过高温烧结后,坯体内部孔隙减少,密度、强度等性能提高。 需要注意:高温烧结容易导致制件体积收缩,影响制件的尺寸精度。同时,在高温烧结处理中,若炉内温度梯度分布不均匀,可能造成制件各个方向的收缩不一致,使制件翘曲变形,在应力集中点还会使制件产生裂纹和分层。
(2)热等静压 热等静压后处理工艺是通过流体介质将高温和高压同时均匀地作用于坯体表面,消除其内部气孔,提高密度和强度,并改善其他性能,热等静压处理可使制件非常致密,其他后处理方法难以使制件达到相同的致密程度,但制件的收缩也较大。
(3)熔浸 熔浸是将金属或陶瓷制件与另一种低熔点的液体金属接触或浸没在液态金属内,让金属填充制件内的孔隙,冷却后得到致密的零件。熔浸过程依靠金属液毛细管力作用下湿润零件,液态金属沿着颗粒间孔隙流动,直到完全填充孔隙为止。
(4)浸渍 浸渍和熔浸相似,浸渍将液态非金属物质浸入多孔的SLS坯体的孔隙内,经过浸渍处理的制件尺寸变化较小。 浸渍的干燥过程,需控制温度、湿度、气流等参数,干燥过程参数控制不佳,可能导致坯体开裂,影响零件(个人理解:即坯体)质量。
三、SLS技术主要应用领域
(1)新产品外形的研制和开发 (2)医疗卫生方面的临床辅助诊断 (3)人工移植器官 (4)艺术品的制造 (5)制造复杂熔模和砂型 (6)微型机械的研究开发
审核编辑:刘清
-
3D打印技术
+关注
关注
4文章
221浏览量
31908 -
SLS
+关注
关注
0文章
15浏览量
8923
原文标题:3D打印相关介绍(13)——SLS 3D打印技术(下)
文章出处:【微信号:行业学习与研究,微信公众号:行业学习与研究】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
3D打印技术,推动手板打样从概念到成品的高效转化

UV光固化技术在3D打印中的应用
3D打印技术应用的未来

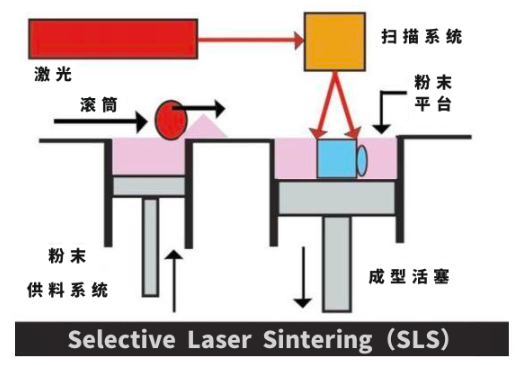
物联网行业中3D打印工艺——SLS(选择性激光烧结)工艺

3D打印汽车零部件建模设计3D打印服务

3D打印成就未来新产业

YXC晶振 32.768KHz石英振荡器,封装3225,应用于3D打印机
3D打印服务及电镀加工后处理服务






 工商网监
工商网监
评论