 如何改善回流焊气泡问题?
如何改善回流焊气泡问题?
如何改善回流焊气泡问题:
湿度管控:
焊点内产生气泡跟原材料受潮有很大的关系,对长时间暴露在空气中的PCB板和元器件,要提前进行烘烤,防止因潮湿水份过多。可火把PCB板提前在干燥箱内烘烤2-4个小时,温度设置在120度,或让PCB板供应商重新烘烤—下,烘烤后再过回流焊。
锡膏的使用:
锡膏内如果含有水分的话也容易产生气泡,首先要选用质量好、颗粒更细的锡膏,锡膏越好,产生的气泡越少。锡膏提前从冰箱拿出来解冻,室温状态下放置2-4个小时后再使用,也可以把锡膏烘一下。锡膏的加热融化、搅拌要按规定进行操作,锡膏尽量不要长时间暴露在空气中,锡膏印刷完成后,要及时完成回流焊接。
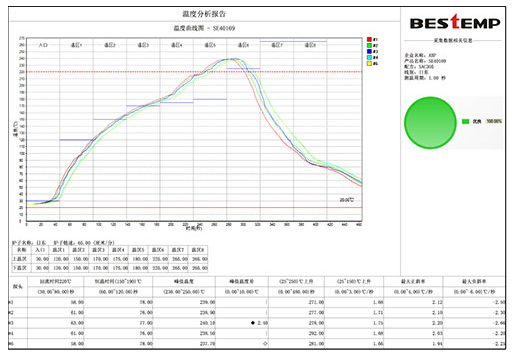
优化炉温曲线:
首先,回流焊预热区的温度不能太低,升温的速率和过炉的速度不能太快,降低峰值温度,适当延长预热时间和恒温时间,缩短回流时间,恒温时间控制在10-105s左右,回流时间控制在85s左右,使助焊剂中的水份能够充分的挥发。最好可能每天测试炉温,不断优化回流焊的炉温曲线。
优化钢网开孔:可以尝试更改钢网开孔方式,缩小开孔面积;
使用真空回流焊:如果对回流焊的空洞率要求比较高,可以使用真空回流焊,可以有效的防止气泡产生,可以把焊点的空洞率控制在5%以下。
审核编辑:汤梓红
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
pcb
+关注
关注
4337文章
23279浏览量
402881 -
锡膏
+关注
关注
1文章
852浏览量
17069 -
回流焊
+关注
关注
14文章
485浏览量
17089
发布评论请先 登录
相关推荐
回流焊中花式翻车的避坑大全
、改善贴片机贴放元件时的压力、调整贴片精度以及针对元件出现移位及IC引脚变形等问题来改善。
此外,回流焊炉升温速度过快也可能导致细间距元器件引脚桥连缺陷的发生,因此需要 调整回流焊的温
发表于 03-12 11:04
PCBA加工必备知识:回流焊VS波峰焊,你选对了吗?
一站式PCBA智造厂家今天为大家讲讲PCBA加工回流焊与波峰焊有什么区别?PCBA加工回流焊与波峰焊的区别。在印刷电路板组装(PCBA)过程中,焊接是一个至关重要的步骤,它决定了元器件
回流焊流程详解 回流焊常见故障及解决方法
一、回流焊流程详解 回流焊是一种用于电子元件焊接的自动化工艺,广泛应用于PCB(印刷电路板)的组装过程中。以下是回流焊的详细流程: 准备阶段 设备调试 :在操作前,需要对回流焊设备进行
回流焊与多层板连接问题
随着电子技术的飞速发展,电子设备变得越来越复杂,对印刷电路板(PCB)的设计和制造提出了更高的要求。多层板因其能够提供更多的电路层和更高的布线密度而成为现代电子设备中不可或缺的组成部分。回流焊作为
回流焊时光学检测方法
回流焊时光学检测方法主要依赖于自动光学检测(AOI)技术。以下是对回流焊时光学检测方法的介绍: 一、AOI技术概述 AOI(Automated Optical Inspection)即自动光学检测
回流焊与波峰焊的区别
在电子制造领域,焊接技术是连接电路板上各个元件的关键步骤。回流焊和波峰焊是两种广泛使用的焊接方法,它们各有特点和适用场景。 一、回流焊 回流焊是一种无铅焊接技术,主要用于表面贴装技术(
SMT贴片加工中的回流焊:如何打造完美焊接
一站式PCBA智造厂家今天为大家讲讲什么是SMT贴片加工回流焊?SMT贴片加工回流焊工艺介绍。回流焊是一种利用高温短时间作用于电子元器件和印制电路板上涂有焊膏的连接部位,以实现焊接的表
普通回流焊VS氮气回流焊,你真的了解吗?
普通回流焊与氮气回流焊,一个是亲民的 “实干家”,成本低、操作易、适用广;一个是高端的 “品质控”,抗氧化强、焊接优、质量高。它们在不同的舞台上发光发热,共同铸就了电子制造的辉煌。

SMT锡膏贴片中的回流焊主要作用是什么?
回流焊主要应用与SMT制程工艺中,在SMT制程中,回流焊的主要作用是将贴装有元器件的PCB板放入回流焊机的轨道内,经过升温、保温、焊接、冷却等环节,将锡膏从膏状经高温变为液体,再经冷却变成固体状

掌握回流焊要领,轻松实现片状元器件完美焊接!
在电子制造领域中,回流焊技术已成为焊接片状元器件的主流方法。本文将详细介绍片状元器件用回流焊设备的焊接方法,包括焊接前的准备工作、回流焊设备的操作要点、焊接过程中的注意事项以及焊接后的质量检查等方面。

SP-WROOM-02模组可以通过回流焊炉送两次吗?
SP-WROOM-02 模组可以通过回流焊炉送两次吗?
我们想在 pcb 顶部回流焊 ESP-WROOM-02 模块,然后翻转 pcb 并再次回流焊底部部分。
发表于 07-22 06:32
探秘真空回流焊设备的安装奥秘与厂务秘籍
随着电子行业的飞速发展,真空回流焊技术在电子封装领域的应用越来越广泛。真空回流焊设备作为实现该技术的关键装备,其安装与厂务要求至关重要。本文将详细阐述真空回流焊设备的安装要求及厂务要求,以期为相关企业提供有益的参考。






 工商网监
工商网监
评论