 基于机器视觉技术轴承缺陷检测应用
基于机器视觉技术轴承缺陷检测应用
轴承视觉检测技术,轴承被称为工业的“心脏”,是一种广泛应用的精密基础部件。
除基本型外,还有各种变型结构,如带防尘盖的、带橡胶密封圈的、带止动槽的等。基本型深沟球轴承主要由外圈、内圈、钢球、保持架、铆钉组成。
以汽车为例,一辆汽车通常有约30种50余套轴承,分布在汽车底盘、变速箱、轮毂、刹车盘、发动机等位置,行驶中高速转动的轴承有绝对的承上启下的作用,容不得一点闪失,也关乎汽车的寿命和质量。
目前我国轴承产业规模已居世界轴承总量第三位,然而,在成品轴承外观检测上,基本依赖于人工,在工业领域,质检要想摆脱人力就必须进行技术升级和转型。
保证出厂轴承的良品率至关重要
轴承作为现代机械设备中的重要零部件,主要功能是支撑机械旋转体,降低运动过程中的摩擦系数,并保证其回转精度。
在生产中,质检是重要的一环。通常情况下,质检员采用人工肉眼观察、手指转动轴承等质检方式挑出表面有油污、划痕等缺陷的轴承。
但质检结果易受人为因素影响,检验标准难以保持一致,稳定性差且易漏检,始终不能做到良品率100%。
就汽车而言,汽车的动力、可靠性、安全性和舒适性都与其息息相关。
因此,保证出厂轴承的良品率至关重要。
轴承常见的表面缺陷一般有以下几种:
1.麻点
零件表面呈分散或群集状的细小坑点,呈黑色针孔状凹坑,有一定深度,个别存在或密集分布。形成原因为金属表面疲劳,在滚动接触应力的循环作用下,金属亚表面形成微观裂纹,并逐渐发展成凹坑状。
2.擦伤
零件表面因滑动摩擦而产生的金属迁移现象,其形态特征为沿轴承零件的滑动方向,并具有一定的长度和深度的表面机械性损伤,这种缺陷多发生在轴承零件的工作面。
3.裂损
轴承零件金属的连续性遭到破坏而产生的损伤,呈现线状,方向不定有一定的长度和深度,有时肉眼不可见,磁化后有聚粉现象。
由于轴承表面缺陷形态各异,有些缺陷形态差别很大,很难找出这类缺陷的共同特点,造成识别上的困难。
有些缺陷目标的空间分布范围由单一连通的空间区域组成,而有些缺陷目标则可能由多个子区域组成;有些缺陷目标具有相当大的形状任意性和复杂性,并且不同类别的缺陷形状有可能相当接近,从而使目标和特征之间失去一一对应关系。有些非缺陷,如油印与缺陷非常相似,可能被误认成缺陷。
基于机器视觉技术轴承缺陷检测应用
众所周知,3C电子制造行业要求使用无尘车间生产,为AI质检提供了良好的环境。然而,轴承零部件行业的生产环境却要差很多,即使是号称使用“无尘车间”的成品轴承生产,其环境也只是相对干净和无尘,却无法与3C电子行业的无尘车间相提并论。
其次,轴承外观检测往往依赖于人,对工艺、要求的认知极大程度上依赖于行业经验的判断,轴承缺陷种类繁多,如端面缺陷、外径缺陷、内径磨削烧伤等,有些瑕疵普通人甚至很难用肉眼观测得到。
这种情况下,对传统的检测方式无疑提出了很大的挑战。
近几年,机器视觉在轴承行业的发展突飞猛进,已经实现的功能主要如下:
宏观缺陷的检测
1)滚动体的数量和位置识别与判定。
2)密封件的标识内容、形状、外观的识别与判定。
3)套圈表面、滚子表面宏观裂纹、磕碰等缺陷的识别与判定。
微观缺陷的检测
1)轴承零件半成品的尺寸形状检测与判定(精度±0.01mm)。可实现锻件、车件、保持架、密封圈等主要尺寸精度在0.01mm以上的检测。目前已经稳定实现,并有不少实际应用。
2)轴承零件成品的尺寸形状检测与判定(精度±0.001mm)。由于成品零件尺寸形状精度普遍达到0.001mm,通过单纯的光学成像原理来检测很难达到其精度等级。目前国内有一些科创企业通过后处理算法的优化,对检测精度进行了大幅的提高。
3)轴承零件表面微观裂纹、麻点、磕碰伤等缺陷的识别与判定。
机器视觉智能在线检测,摒弃繁琐低质的人工肉眼检测方式,提升并改进轴承品质。
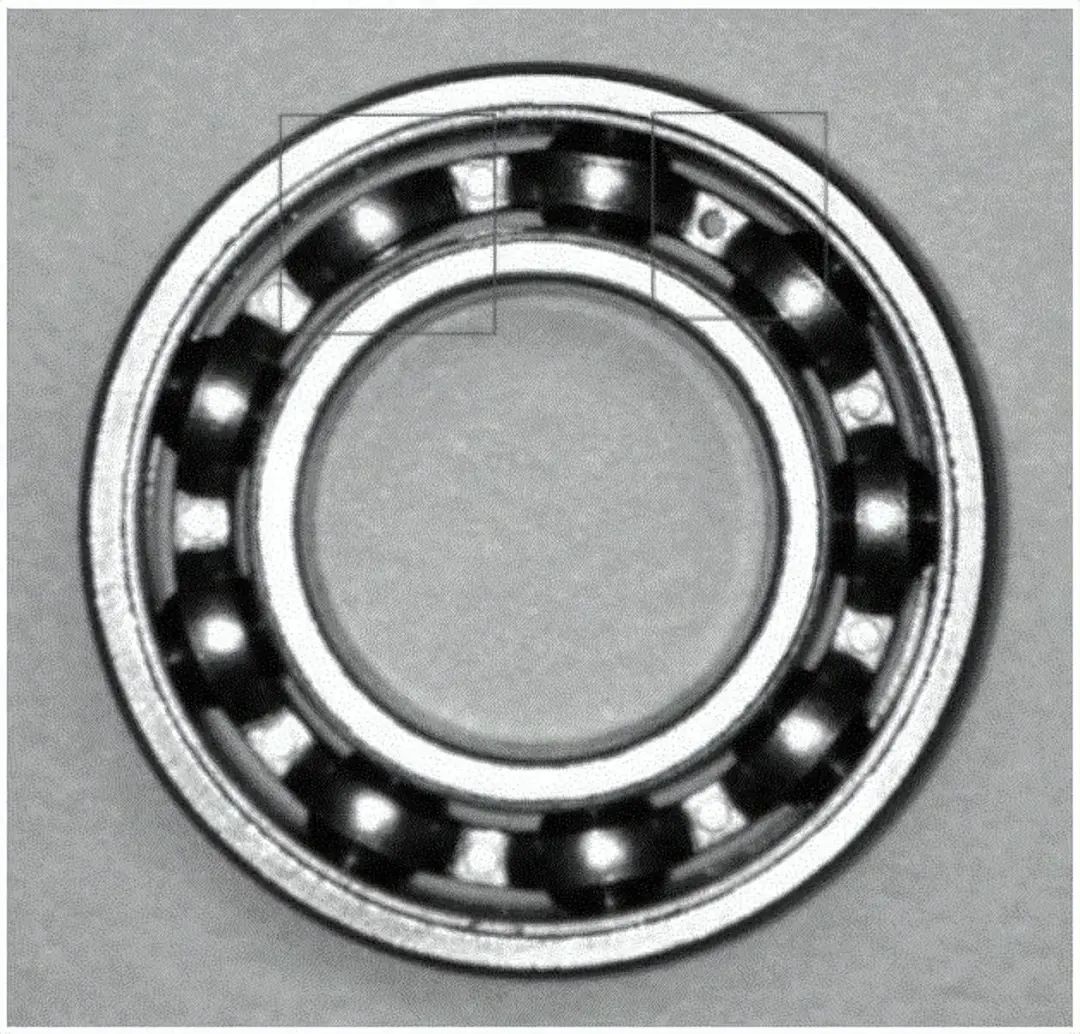
以精加工轴承内环外环凹槽表面缺陷检测为例:
根据轴承特性,视觉系统图像采集的实际视野大小,宽度方向为10mm左右(轴承实际宽度为7mm左右),本案例采用2K的线扫相机,宽度方向能够达到的最大分辨率为2048个像素。
相机像素精度=单方向视野范围大小/相机单方向分辨率。
系统的相机像素精度为10mm/2048pix = 0.0048mm/pix,即每个像素的宽度为0.0048mm。我们规定缺陷直径方向上最少有5个像素,所以能够检测到宽度0.024mm的缺陷。
采用4K线扫相机,能检测宽度为0.012mm的缺陷;
采用8K线扫相机,能检测宽度为0.006mm的缺陷;
本系统视觉组件:2K线扫工业相机,Schneider线扫工业镜头,镜头附加镜,专用线扫光源,高精度旋转平台,工业内窥镜。
表面缺陷检系统硬件:MV-VS078FC 1024х768面阵相机,M0814-MP 镜头,CCD条形光源,高精度旋转平台
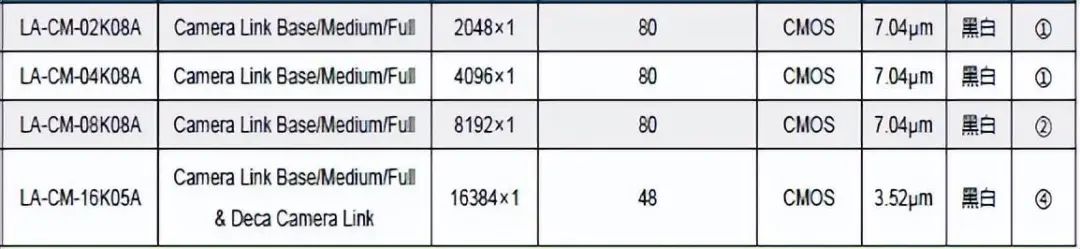
工业线扫相机具体参数如下所示:
镜头选型
根据实际情况,图像采集系统选择 M0814-MP 镜头,该镜头结构设计较为紧凑,分辨率也较高,畸变小(小于 1.0%),非常适合需要高精度的检测场合。此外,镜头上面设计有锁紧螺母,用于在定好焦距和光圈后进行镜头锁紧,防止图像采集过程中由于震动而使焦距发生变化而影响图像的采集效果。
光源选型
选择的光源是LED 高角度条形光,型号为 LDR2-90SW,颜色为白色,耗电量为24V/4.2W,发光面积为100mm×80mm,厚为8mm。
精度分析
根据轴承特性,视觉系统图像采集的实际视野大小,宽度方向为10mm左右(轴承实际宽度为7mm左右),长度方向为14本实验采用1024х768面阵相机,长度方向能够达到的最大分辨率为1024像素,宽度方向能够达到的最大分辨率为768个像素。
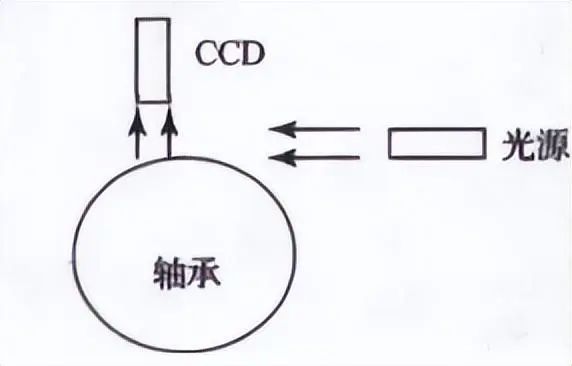
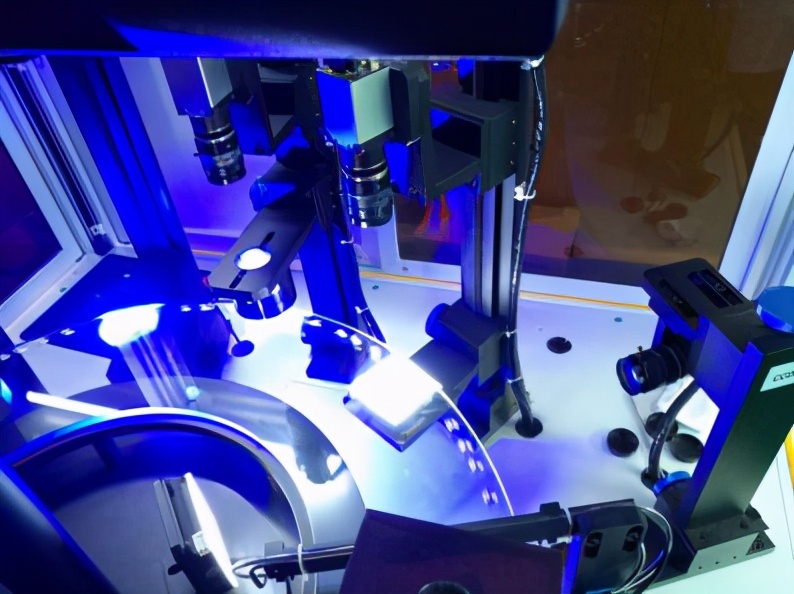
滚动轴承内圈缺陷检测的 CCD 成像系统设计
为了能利用 CCD 面阵摄像机对轴承外圈表面成像 ,需要用机械设备支撑轴承轴部,使其能转动。用面阵 CCD 摄像头垂直于轴承外圈面(轴承的法线方向),光源对着轴承外圈面。
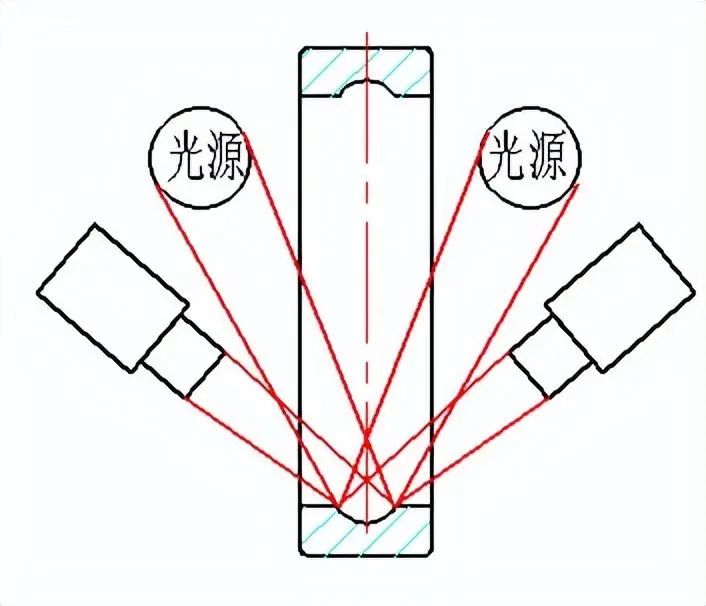
滚动轴承外圈缺陷的 CCD 成像系统设计
CCD 摄像机配合光源对轴承外圈滚道面进行了图像采集,如果金属表面存在缺陷,其形态、大小、程度会反映在图像上,通过专门的图像检测软件,发现缺陷并对其进行分类。
相机和光源的布置如下图所示,相机光源布置在轴承外圈两侧,来防止出现一侧遮挡现象。
审核编辑 :李倩
-
机器视觉
+关注
关注
161文章
4350浏览量
120154 -
轴承
+关注
关注
4文章
2093浏览量
31108 -
检测技术
+关注
关注
2文章
352浏览量
29068
原文标题:基于机器视觉技术轴承缺陷检测应用
文章出处:【微信号:机器视觉沙龙,微信公众号:机器视觉沙龙】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
机器视觉检测应用场景:缺陷检测、尺寸测量、引导定位、运动控制
视觉检测是什么意思?机器视觉检测的适用行业及场景有哪些?
机器视觉在焊接质量检测中的应用
机器视觉的四大类应用是什么?

机器视觉尺寸检测技术全解析!









 工商网监
工商网监
评论