 西门子S7-300和MCGS的板簧自动淬火线机器人取料设计
西门子S7-300和MCGS的板簧自动淬火线机器人取料设计
1 引言
作为汽车悬挂系统中主要零件,汽车钢板弹簧起到了连接车架和车轮的作用。为了使钢板弹簧的强度和使用寿命都能够得到保障,生产过程中热处理控制的重要性不言而喻。
通常汽车板簧热处理工艺流程为淬火、成型、回火。本项目为一条汽车板簧自动化淬火线,前端由自动电磁铁吸盘上料机将板簧放置到送料输送链上,由输送链输送到淬火炉齿形梁上。淬火炉采用步进式齿形梁设计,分为动梁、静梁。步进机构采用液压系统驱动动梁进行上升、前进、下降、退回动作,每动作一个周期,板簧在静梁上前进一步,并且板簧在炉内的位置可以在触摸屏的料位监测界面显示。当板簧前进到静梁最后一步时,打开出料炉门,给炉口取料机器人发送取料信号。机器人接收到取料信号后开始动作,将板簧从静梁上取出送到下道成型工序,并发出取料完成信号关闭炉门,完成一次取料动作。
2 项目开发平台
利用西门子TIA Portal V14编程软件,实现PLC(S7-300系列:CPU314C-2DP)对淬火流程的控制,以及PLC与触摸屏之间的以太网通讯。通过MCGS软件对生产数据进行监控,使生产状态实时显示在触摸屏上。
2.1 西门子TIA Portal V14简介
TIA博途(TIA Portal)是西门子自动化的全新工程设计软件平台,TIA是Totally Integrated Automation(全集成自动化)的简称。TIA Portal V14集成了两个软件,专门用于PLC编程的STEP 7 V14 SP1 Professional和HMI编程的WinCC V14 SP1 Comfort。
2.2 MCGS简介
MCGS(Monitor and Control Generated System,通用监控系统),是一套基于Windows平台的,用于快速构造和生成上位机监控系统的组态软件系统,主要完成现场数据的采集和监测、前端数据的处理与控制。
3 工艺控制系统
为保持炉膛温度,该生产线设置气缸控制开关的出料炉门,正常状态下关闭,只有取料时打开。所以正常生产过程中看不到炉膛内的料位情况,如不采用自动取料设计,需要每步进一次就发一次取料信号,这样会造成炉门和机器人很多不必要的空动作。采用自动取料设计后,只有在出料位有料的情况下才会开启炉门,机器人进行取料,而且炉内料位可以清楚的显示在触摸屏上,可以直观的看到工件在炉膛内的位置。依据淬火工艺自动化控制系统需求,工艺控制流程参见图1所示。
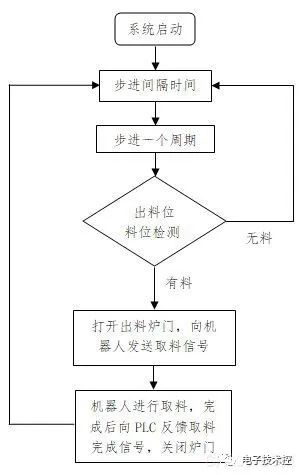
图1 控制系统流程图
4 博图V14通讯系统组态 首先进行PLC与触摸屏的通讯设置。
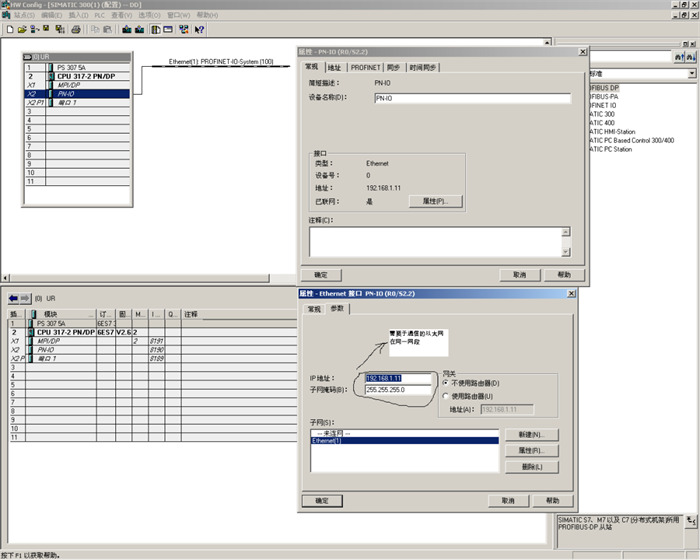
在博图V14中,首先在左侧菜单“设备组态”中将PLC的模块进行组态,参见图2所示。
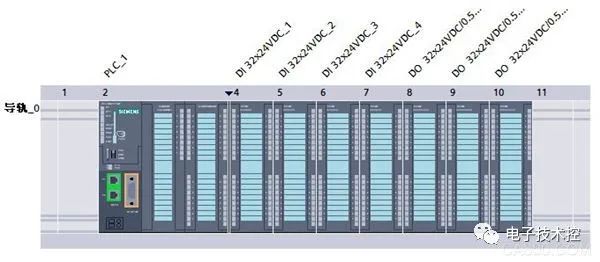
图2 PLC模块组态
找到“本地模块”,在PLC模块上右键“属性”菜单,在“常规”选项卡中设置以太网地址,将IP地址设置为200.200.200.50,子网掩码为255.255.255.0,参见图3所示。
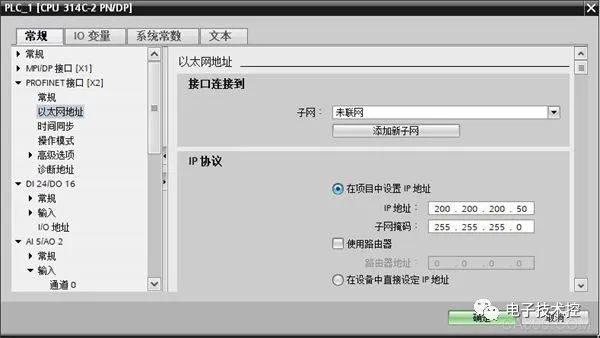
图3 设置PLC以太网地址
在MCGS软件中打开“设备窗口”,在“设备工具箱”菜单中选择“设备管理”,在“PLC—>西门子—>S7CP343&443TCP”菜单中选择“西门子CP443-1以太网模块”,双击添加到组态中,在右键属性菜单中将本地IP地址设置为200.200.200.190,远程IP地址设置为PLC的IP地址,本地端口号为3000,远端端口号为102,参见图4所示。

图4 设置MCGS通讯参数
在触摸屏上将IP地址设置为200.200.200.190(默认设置),然后用网线将触摸屏和PLC连接起来,由于PLC和触摸屏IP在同一网段,这样就组成一个局域网,实现了TCP通讯。
5 程序实现
本设计的实现主要是利用西门子S7-300移位寄存器指令“SHRB”。
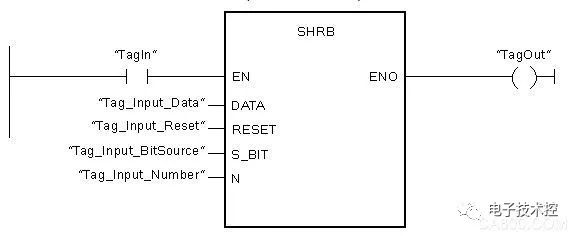
图5 西门子PLC“SHRB”指令
该指令用于将位从指定源(DATA)写入到移位寄存器,当参数RESET的值为“0”时执行该指令,从源读取新数据并将其移到移位寄存器的起始地址(S_BIT),其后所有位(N)都移动一位。移位后,最后一个地址(S_BIT+N)中包含的位将丢失。如果指令处理期间参数RESET设置为“1”,则移位寄存器中的地址将复位为“0”,并且不会发生移位。 移位的过程跟工件在炉膛中的步进过程非常相似,于是我们用位来表示工件,再将其在触摸屏上显示出来,就形象的展示出工件步进的过程。
该自动淬火线炉膛内共有93个齿,我们在博图V14的“程序块”菜单中添加一个新的数据块DB1,添加变量D900~D993,数据类型为“BOOL”,共建立93个位变量,分别代表炉膛内的93个齿。
在MCGS窗口的“实时数据库”选项卡中点击“成组增加”,对象名称填“D9”,起始索引值为“0”,增加的个数为“93”,对象类型为“开关”,点击“确认”,就一次建立了D900~D993共93个开关变量,参见图6所示。
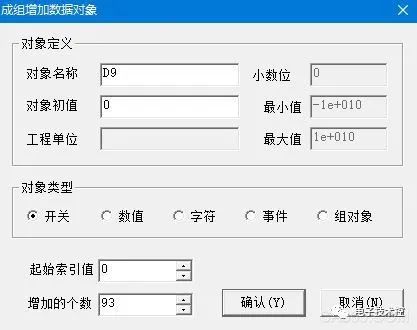
图6 MCGS中建立变量
在“设备窗口”双击“西门子CP443-1以太网模块”,在弹出的设置窗口点击“增加设备通道”,通道类型选择“V数据寄存器”,通道地址为“1”,通道个数为“93”,数据类型为“通道的第00位”,点击“确认”建立设备通道,参见图7所示。
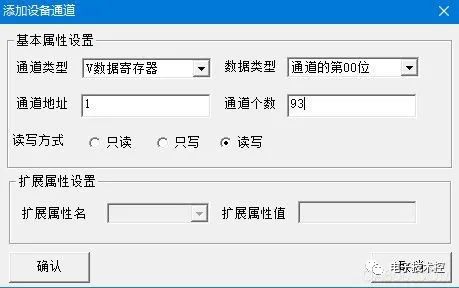
图7 MCGS中建立设备通道
在“连接变量”窗口将93个开关变量与新建的93个设备通道一一对应,参见图8所示。
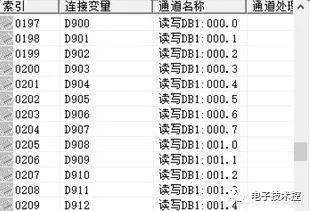
图8 MCGS中连接变量
新建一个炉膛状态页面,用工具箱画图工具画一个长条状矩形,代表一根工件。在矩形右键菜单属性中,将“可见度”选项打钩,在“可见度”选项卡中,表达式一栏输入D900=1,代表变量D900为1时图形可见,参见图9所示。
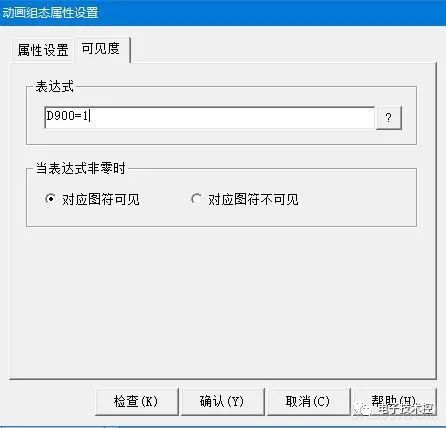
图9 设置工件可见度属性
依次类推在页面中建立93个长条代表工件,参见图10所示。
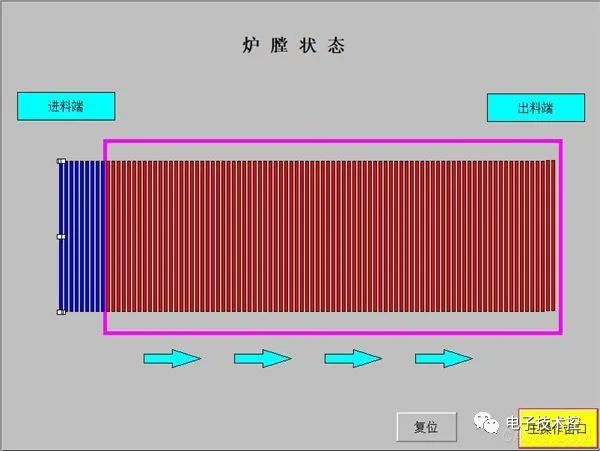
图10 炉膛料位监测
在博图V14中调用移位寄存器指令“SHRB”,参见图11所示。
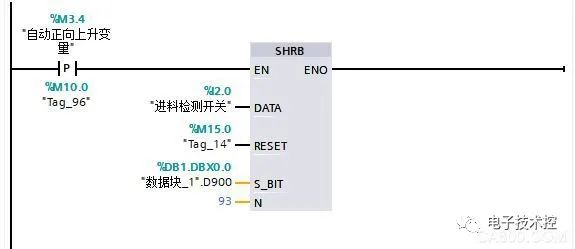
图11 程序实现
进料检测开关为安装在进料端的一个光电开关,用于检测步进动作时动梁上是否有工件被送至静梁。“自动正向上升变量”为步进流程的开始动作,该段程序作用为,当步进开始动作时,如果进料检测开关检测有料,则将步进第一个齿的开关变量D900置1,否则置0,其余变量向后移一位。在触摸屏上看到的效果是哪个开关变量为1就能看到相应的那个工件图形,可以清楚的显示工件在炉膛内的位置。
变量D993为最后一个齿对应的变量,每次步进完成后都对D993进行比较,如果为0,则经过步进间隔时间后继续进行下一次步进;如果为1,则停止步进,打开炉门并向机器人发出取料信号等待取料。机器人取料完成后向PLC发出取料完成信号,关闭炉门并将D993置0,继续下一个步进周期。
6 结束语
本文主要介绍了一条汽车板簧自动淬火线中的料位监测功能以及自动出料功能。 经过长时间的生产验证,证明本设计可以准确的监测到工件在炉膛内的位置,可以准确的向机器人发送取料信号,完成自动取料动作,达到设计目的。S7-300PLC和MCGS组成的控制系统功能满足要求,系统可靠稳定运行。
审核编辑:汤梓红
-
机器人
+关注
关注
211文章
28524浏览量
207533 -
plc
+关注
关注
5013文章
13329浏览量
464100 -
西门子
+关注
关注
94文章
3052浏览量
116065
原文标题:西门子S7-300和MCGS的板簧自动淬火线机器人取料设计
文章出处:【微信号:电子技术控,微信公众号:电子技术控】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
西门子S7-300 PLC视频教程大全
西门子S7-1500凭什么秒杀S7-300/400?
天拓分享:西门子plc S7-300/400系列的PLC通讯
西门子S7-300 PLC的详细介绍






 工商网监
工商网监
评论