 多层片状陶介电容器不良现象和原因分析
多层片状陶介电容器不良现象和原因分析
多层片状陶介电容器由陶瓷介质、端电极、金属电极三种材料构成,失效形式为金属电极和陶介之间层错,电气表现为受外力(如轻轻弯曲板子或用烙铁头碰一下)和温度冲击(如烙铁焊接、烘干快速升温)时电容时好时坏。
多层片状陶介电容器具体不良可分为:
1、热击失效
2、扭曲破裂失效
3、原材失效三个大类
热击失效模式:
热击失效的原理是:在制造多层陶瓷电容时,使用各种兼容材料会导致内部出现张力的不同热膨胀系数及导热率。
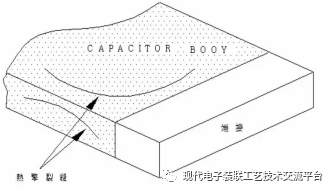
当温度转变率过大时就容易出现因热击而破裂的现象,这种破裂往往从结构最弱及机械结构最集中时发生, 一般是在接近外露端接和中央陶瓷端接的界面处、产生最大机械张力的地方(一般在晶体最坚硬的四角),而热击则可能造成多种现象:
第一种是显而易见的形如指甲狀或 U-形的裂縫,如图 1
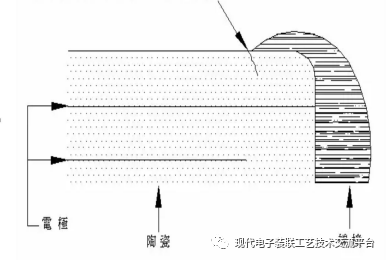
第二种裂缝也会由裸露在外的中央部份,或陶瓷/端接界面的下部开始,并随温度的转变, 或于组装进行时,顺着扭曲而蔓延开来,(见图 2)
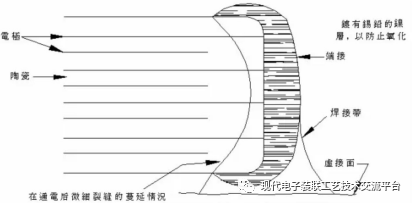
第三种裂缝也会由裸露在外的中央部份,或陶瓷/端接界面的下部开始,并随温度的转变, 或于组装进行时,顺着扭曲而蔓延开来(见图 3)
第一种形如指甲狀或 U-形的裂縫和第二种隐藏在内的微小裂缝,两者的区别只是后者所受的张力较小,而引致的裂缝也较轻微。第一种引起的破裂明显,一般可以在金相中测出,第二种只有在发展到一定程度后金相才可测。
扭曲破裂失效
此种不良的可能性很多:按大类及表现可以分为两种:
第一种:SMT 阶段导致的破裂失效
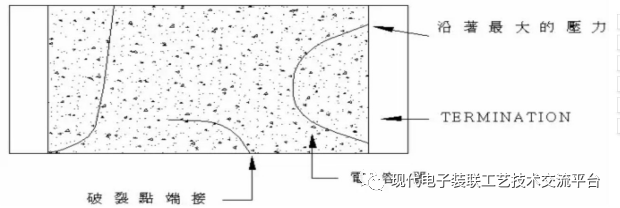
当进行零件的取放尤其是 SMT 阶段零件取放时,取放的定中爪因为磨损、对位不准确, 倾斜等造成的。由定中爪集中起来的压力,会造成很大的压力或切断率,继而形成破裂 点。这些破裂现象一般为可见的表面裂缝,或 2 至 3 个电极间的内部破裂;表面破裂一般会沿着最强的压力线及陶瓷位移的方向。(见图 4)
真空检拾头导致的损坏或破裂﹐一般会在芯片的 表面形成一个圆形或半月形的压痕面积﹐并带有 不圆滑的边缘。此外﹐这个半月形或圆形的裂缝直经也和吸头相吻合
另一个由吸头所造成的损环﹐因拉力而造成的破 裂﹐裂缝会由组件中央的一边伸展到另一边﹐这 些裂缝可能会蔓延至组件的另一面﹐并且其粗糙的裂痕可能会令电容器的底部破损。
第二种:SMT 之后生产阶段导致的破裂失效
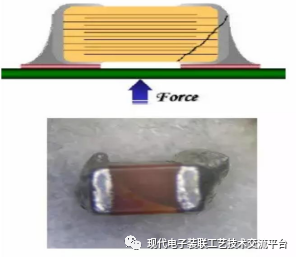
电路板切割﹑测试﹑背面组件和连接器安装﹑及最后 组装时,若焊锡组件受到扭曲或在焊锡过程后把电路板 拉直,都有可能造成‘扭曲破裂’这类的损坏。
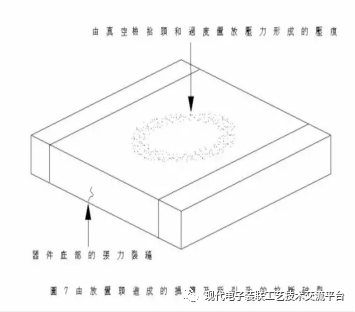
在机械力作用下板材弯曲变形时,陶瓷的活动范围受端 位及焊点限制,破裂就会在陶瓷的端接界面处形成,这 种破裂会从形成的位置开始,从 45°角向端接蔓延开来。
原材失效
多层陶瓷电容器通常具有 2 大类类足以损害产品可靠性的基本可见内部缺陷:电极间失效及结合线破裂,燃烧破裂。这些缺陷都会造成电流过量,因而损害到组件的可靠性,详细说明如下:
1、电极间失效及结合线破裂主要由陶瓷的高空隙,或电介质层与相对电极间存在的空隙 引起,使电极间是电介质层裂开,成为潜伏性的漏电危机
2、燃烧破裂的特性与电极垂直,且一般源自电极边缘或终端。假如显示出破裂是垂直的 话,则它们应是由燃烧所引起。
结论:
由热击所造成的破裂会由表面蔓延至组件内部,而过大的机械性张力所引起的损害,则可由组件表面或内部形成,这些破损均会以近乎 45°角的方向蔓延,至于原材失效,则会带来与内部电极垂直或平行的破裂。另外:热击破裂一般由一个端接蔓延至另一个端接﹐由取放机造成的破裂﹐则在端接下面出现多个破裂点﹐而因电路板扭曲而造成的损坏﹐通常则只有一个破裂点。
审核编辑:郭婷
-
电容器
+关注
关注
64文章
6263浏览量
100392 -
smt
+关注
关注
40文章
2933浏览量
69843
原文标题:陶瓷电容失效分析讲解
文章出处:【微信号:现代电子装联工艺技术交流平台,微信公众号:现代电子装联工艺技术交流平台】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
贴片陶瓷电容器发生断裂的原因是什么?

电容器故障的常见现象
村田多层陶瓷电容器的基本结构
008004尺寸的片状多层陶瓷电容器
瓷介电容器失效模式分析方法
瓷介电容器在性能上有哪些主要优缺点
低压补偿电容器单相温度高是怎么回事

补偿电容器老是坏是什么原因
贴片电容容值偏低的原因
SMT贴片常见不良现象分析汇总

电容器漏电流的产生原因和降低方法
SMT焊接中常见的不良现象有哪些?






 工商网监
工商网监
评论