 变频器在伟创旋切机控制系统的应用
变频器在伟创旋切机控制系统的应用
一、概述
森林资源的日益匾乏, 对木材资源的综合利用已成为摆在木工设备制造业和木材加工业面前的重要课题。目前多层板生产厂家在单板生产过程中, 采用传统的有卡定心圆木旋切机进行加工,这种加工方法精度高,质量好。但是, 由于卡心的存在, 旋切圆木直径在200 mm 左右时,就无法在有卡旋切机上加工;而且圆木直径较小时, 圆木刚度降低, 旋切单板质量较差, 这时如果将剩余的木芯抛弃或加工成木工芯板,均会造成原材料的极大浪费,从而增加单板的生产成本。于是厂家普遍采用无卡圆木旋切机对剩余木芯进行再次旋切, 使原材料得到了充分利用。
二、圆木无卡旋切机的工作原理
无卡旋切机的工作原理示意图如下图所示。圆木在2 个旋转中心固定滚和1 个旋转中心移动滚的共同驱动下作旋转运动, 并由此产生旋切动力。动驱动滚中心支承和旋切刀相对固定, 并一起移动,这样旋切刀就把薄板从圆木上刨出来, 而单板厚度则由动滚与旋切刀口间隙以及旋切刀的移动速度控制。
动滚与旋切刀口的间隙是相对固定的, 由机床刀口间隙调整装置调整, 取决于所旋切板材的厚度,而旋切刀的移动速度通过控制系统控制驱动电机的转速。因此旋切刀的移动速度也就间接决定了单板的厚度。
从图1可以看出,由于驱动滚的旋转速度是恒定的,即圆木的旋转线速度恒定, 随着圆木直径的变化, 圆木的角速度是变化的, 即圆木旋转一圈所需的时间也跟着变化, 因此旋切刀的移动速度是一个变值,是一种非线性关系。传统圆木无心旋切机的控制主要是采用2T 系列电磁调速器变频调速的方法,通过采用手动调节旋扭或用凸轮曲线调节的方式改变控制器的输入电压来改变电机的速度。这种旋切控制方法产生的板厚误差达1 mm 之多。因此设计一套能够准确控制旋切刀移动速度达到控制旋切板材厚度的系统就显得尤为重要。
系统设计的基本思路是:
(1) 建立准确的数学模型;
(2) 接管原有的速度控制系统, 达到较为准确的速度控制。
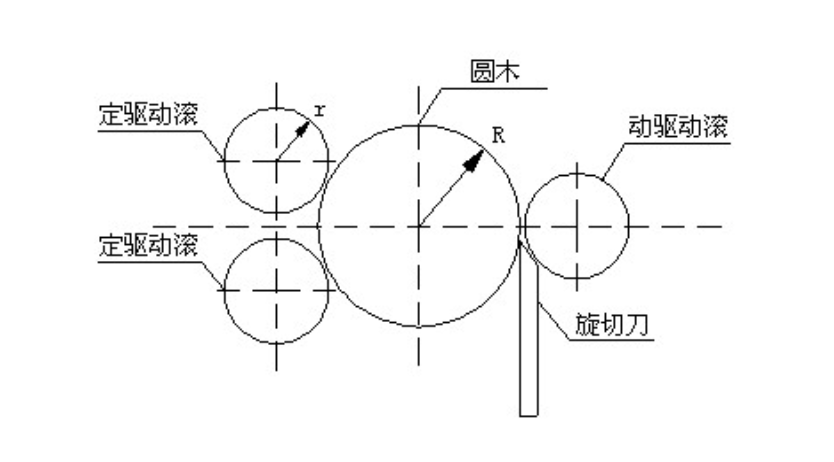
无卡旋切机工作原理图
三、伟创旋切机控制系统
基于旋切机工作原理,伟创自主研发出一套适用于目前市场上各种类型旋切机的系统,经过在山东,河北,广西,江西等地的实际运用,解决了很多机械厂家对于旋切设备数控化、自动化的要求。普遍反映良好。
(一)伟创旋切机控制系统采用AC80高性能矢量型变频器加旋切机专用控制器。AC80高性能矢量变频器采用TI新一代DSP芯片,创新使用三核设计,超高速运算确保复杂的矢量计算得以完全实现,转矩响应20ms,稳态精度≤3%。调速比可达1:200,稳态转速精度±0.2℅,0.5HZ可输出180℅的额定转矩。矢量变频器应用在旋切机上具有以下几大技术优势:
1、 针对复杂的旋切的对象,启动转矩大,确保电机在低速重切削时有强劲切削力并且出力均匀。保证旋切的平稳及高速停刀再启动工作。
2、 实时的动态高速运算,保证旋切厚度始终保持在设定值,使木皮在正常旋切情况下均匀度误差在±0.1mm以内。在一些机械设备润滑性好,连接工艺精准,可以达到误差±0.05mm以内。
3、 较强的减速刹车能力,确保刀台瞬间停车要求。
4、 适应能力强。针对旋切机使用现场特点,工作电压宽范围设计。在电压波动的情况下保持输出力矩恒定,在额定电压的60℅以上都可以满足旋切的正常运转。针对很多农村电网环境差的场合此项技术尤其有效。
5、 宽速度范围可调,旋切速度快,效率高,能够满足要求出板线速度高的场合。
(二)伟创旋切机控制器的产品特点产品特点
1、使用旋转编码器作为测距传感器,可将测量精度提高到0.01mm;
2、使用旋转编码器测量辊子实际转速,可避免由于电网电压不稳对旋切厚度造成的误差;
3、多种传感器组合方式可供选择,不论是单编码器还是双编码器及有些地区的电子尺都能稳定运行;较大程度满足新老客户使用要求;
4、使用高档液晶显示屏,全中文显示,带来丰富的人机界面,实时显示工作状态;
5、多种工作模式,实现旋切过程完全自动化并有效保证操作者人身安全;
6、内置开关电源使系统工作更稳定,抗干扰能力更强。
四、结束语
伟创旋切机控制系统简化了传统旋切机选切机械结构,消除了传统机械设备因磨损造成的误差,提高了旋切精度。提高了机械设备的效率和木材的利用率。经过在各地的广泛应用,客户普遍反映良好,特别是一些旋切机设备比较集中的地区,已经形成了一定的知名度。由此说明伟创旋切机控制系统在旋切机设备上人性化的设计及良好的产品技术。
审核编辑:郭婷
-
控制系统
+关注
关注
41文章
6696浏览量
111187 -
变频器
+关注
关注
252文章
6631浏览量
146744
原文标题:应用案例 | 变频器在旋切机中的应用
文章出处:【微信号:变频器世界,微信公众号:变频器世界】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
为什么需要变频器?如何调节变频器速度?

电机故障对变频器的影响
变频器与伺服系统的应用
变频器系统硬件主要包括哪些组件?

变频器控制端子是怎样接线的
基于多重化整流器的变频器系统设计





 工商网监
工商网监
评论