 机器人定位抓手的使用原则
机器人定位抓手的使用原则
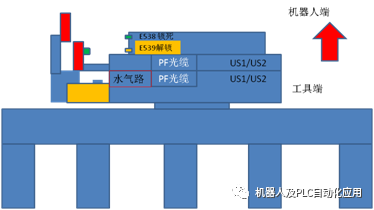
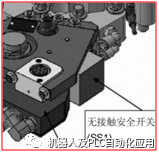
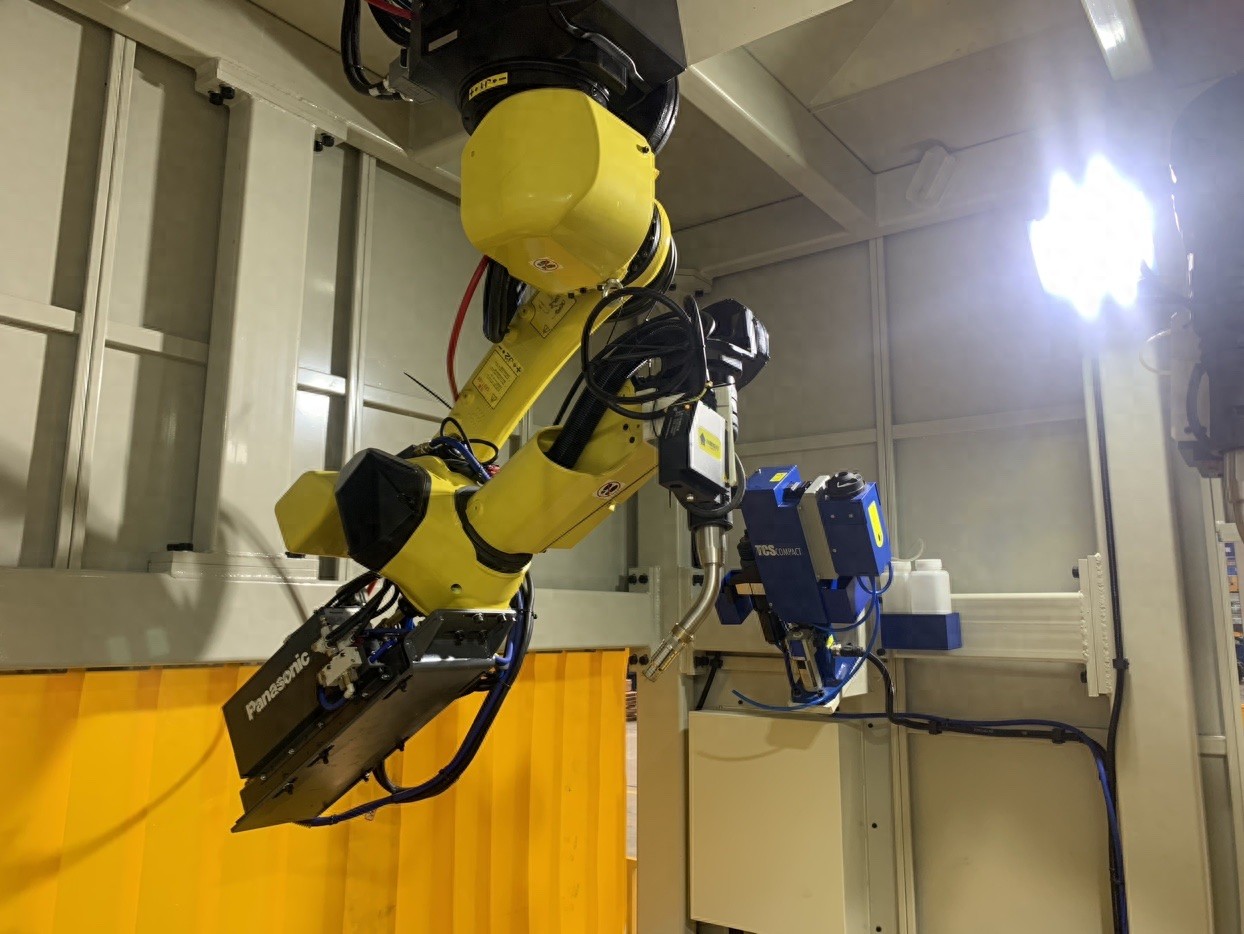
工位背景:机器人带抓手抓件,将抓手放到工位里,然后PLC和夹具将机器人抓手固定,机器人于抓手脱开,其他机器人开始焊接,工作结束后机器人在去抓抓手,离开工位,再去抓件。
定位抓手的使用原则为:
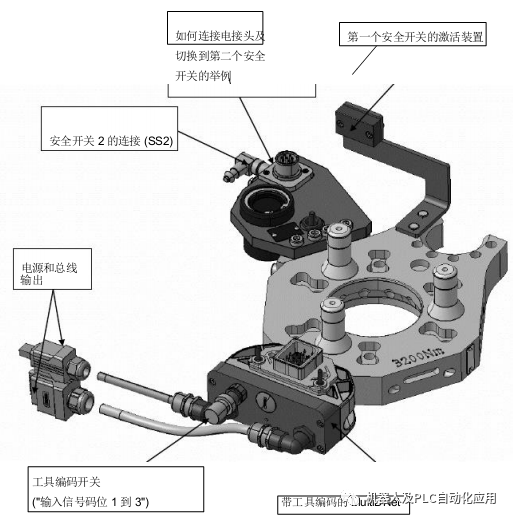
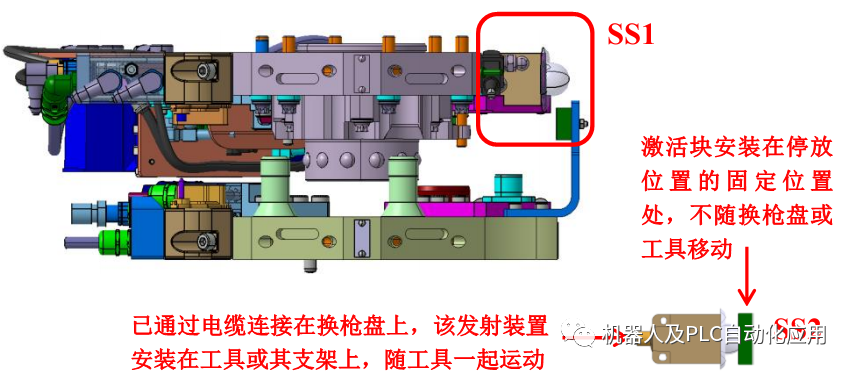
1,机器人抓取工具时,机器人驱动换枪盘向工具移动,首先SS1激活。
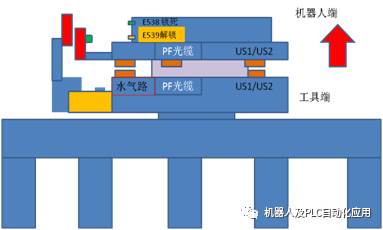
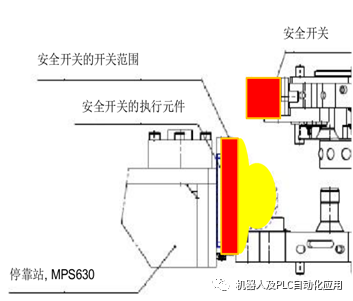
2,机器人侧换枪盘继续向工具侧换枪盘移动时,SS2被激活,同时SS1仍保持在激活状态。
3,继续沿原方向运动,SS1退出激活状态,此时SS2仍保持在激活状态。
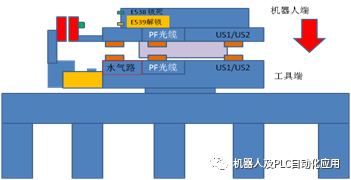
4,两个安士能安全开关一直保持○3的状态直到换枪盘两侧贴合到位,然后锁紧。
5,机器人携带工具离开停靠站,SS2退出激活状态,同时SS1保持未激活状态。
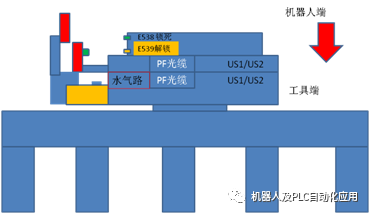
6,机器人携带工具正常工作的时候,保持两个安士能安全开关均未激活。
故障维修的难度:
由于抓手夹具和PLC结合控制需要关闭安全门控制夹具实现顺序控制,这样我们很难观察到故障发生的第一时间只能是观察机器人IO判断.
机器人抓抓手时没有任何故障,只有当机器人脱开抓手时才会报错没有E540 .
原因分析:
编程分析:
--------放下抓手轨迹:
PTP VB=100% VE=100% ACC=100% RobWzg=1 Base=1 SPSTrig=0[1/100s] P
-- Undock GreiferPosition – 放下抓手的位置
LIN VB=200[mm/s] VE=0% ACC=100% RobWzg=1Base=1 SPSTrig=5[1/100s] P
1: FB PSPS = EIN
2: A23 = AUS
3: WARTE BIS E58
4: -- (A75) Werkzeugfreigabe 6 PF2V3112020 WZ1Z33-34 Steuern V/R --
5: A75 = EIN -----机器人到位后发出可以PLC和夹具
6: -- (E75) Stellungsfreigabe 6MS2V2 112016 Teil Einlegen ausfahrt --
7: WARTE BIS E75 -----PLC允许机器人离开故障
8: A75 = AUS -----关闭机器人允许PLC合夹具故障.
9: TECH3_ PN-Docken ID-Nr =145Abschalten EIN 关闭网络
10: WARTE ( EIN ) ZEIT 5 [1/10Sek] 等待时间
11: WARTE BIS E23
12: A23 = EIN
13: SPSMAKRO422 = !E540 快换头复位
14: SPSMAKRO420 = EIN 打开快换头发出A539,脱开快换头.
15: FB PSPS = E42 & E46 &E58 & E75 & E80 & M30
---在发出打开快换头的解锁信号A539时,此时安全挡块没有被安全模块检测到,因此快换头再次报错没有E540.

“解锁”信号故障
在标准版本中如果“解锁”信号已设定,而安全开关未激活,此状态将被识别为故障, LED H5亮红灯,经过2秒延迟后H6亮红灯
-- After Undock GreiferPosition –脱开抓手的位置
LIN VB=150[mm/s] VE=0% ACC=100% RobWzg=32 Base=1 SPSTrig=5[1/100s] P
1: FB PSPS = EIN
2: A23 = AUS
3: WARTE BIS E23
4: A23 = EIN
5: A539 = AUS ---到达脱开位置后关闭脱开阀控制。
6: FB PSPS = E42 & E46 & E58 & E75 & E80 & M30
PTP VB=100% VE=0% ACC=100% RobWzg=32 Base=1 SPSTrig=0[1/100s] P
--------放下抓手轨迹:
PTP VB=100% VE=100% ACC=100% RobWzg=32 Base=1 SPSTrig=0[1/100s] P
-- Before Dock GreiferPosition – 抓件前位置
LIN VB=100[mm/s] VE=0% ACC=100% RobWzg=32 Base=1 SPSTrig=5[1/100s] P
1: FB PSPS = EIN
2: A23 = AUS
3: WARTE BIS E23
4: A23 = EIN
5: SPSMAKRO422 = !E540 -----故障复位
6: A539 = EIN -----打开快换头解锁
7: WARTE BIS !E538 & E539 &E540
8: FB PSPS = E42 & E46 & E58& E74 & E80 & !E538 & E539 & M30
-- Dock Greifer Position -- 抓件位置
LIN VB=100[mm/s] VE=0% ACC=100% RobWzg=32Base=1 SPSTrig=5[1/100s] P
1: FB PSPS = EIN
2: SPSMAKRO422 = !E540 -----故障复位
3: SPSMAKRO421 = EIN -----打开快换头锁死
4: A23 = AUS
5: TECH3_ PN-Docken ID-Nr =145Zuschalten EIN -----抓手给网
6: WARTE ( EIN ) ZEIT 1 [1/10Sek]
7: A75 = EIN -----机器人允许PLC夹具打开
8: WARTE BIS E73 -----等待PLC释放
9: A75 = AUS ------关闭机器人允许PLC夹具打开
10: F1 = EIN
11: F3 = EIN
12: SPSMAKRO342 = EIN 打开夹爪
13: SPSMAKRO340 = EIN 关闭阀
14: WARTE BIS M31 & M35
15: F2 = EIN
16: F4 = EIN
17: SPSMAKRO342 = EIN 打开夹爪
18: SPSMAKRO340 = EIN 关闭阀
19: WARTE BIS M31 & M33 &M35 & M37 & M81
20: WARTE BIS E23
21: A23 = EIN
22: FB PSPS = E42 & E46 &E73 & E80 & M30 & M31 & M33 & M35 & M37 & M81
----------当机器人进行抓件时—机器人快换头的安全开关已经检测不到安全挡块了,E540没有开始自动闭合锁死阀,此时因为有E538可以实现抓件。
PTP VB=100% VE=0% ACC=100% RobWzg=1 Base=1SPSTrig=5[1/100s] P
措施:
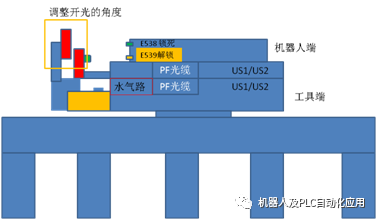
检查机器人放抓手轨迹,放件轨迹有偏差,抓手的放件平面倾斜,优化机器人放抓手轨迹.
优化机器人托开上升轨迹.
检查快换头连线没有问题.
分析程序,分析脱开时序.
有安全挡板有点小所以,调整安全开关检测挡板的角度,故障排除.
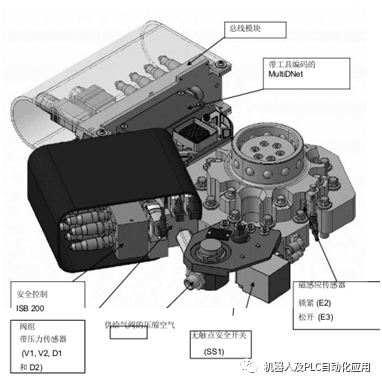
安全检测开关

安全挡块
安全检测开关与安全挡板的检测范围:
解决方法:
---------------安全开关故障--------------

安全开关故障:没有E540
如果安全开关出现故障,模块将会输出故障信号,并且通过LED H3亮红灯来指示。
------------------- “解锁”信号故障------------------

“解锁”信号故障
在标准版本中如果“解锁”信号已设定,而安全开关未激活,此状态将被识别为故障, LED H5亮红灯,经过2秒延迟后H6亮红灯
---------------------电气故障的检测------------------

电气故障的检测
如果US1发生电气故障,LED H4和H5将同时亮红灯
----------------------压力检测----------------------

压力检测
无论锁紧通道是否有压力,LED H2 都将做出指示(压力开关D1)。此LED灯在停靠站外部应亮绿灯(安全开关未激活)。如果停靠站外部无压力或压力开关有故障,LED H2将熄灭,LED H5亮红灯。
常见故障:
电磁阀故障。
现象:
无法切换气路,电磁阀破裂。
原因:
1,手动切换电磁阀后忘记复位。
2,电磁阀被撞裂,干涉,保护罩保护不到位。
处理方法:
1,复位电磁阀。
2,更换备件。
3,调整保护罩位置或更换保护罩。
锁紧传感器无信号
现象:
1,E540报错(大众)
2,机器人无法检测锁紧位置传感器(locked传感器)
3,传感器灯不亮。
原因:
锁紧时:换枪盘空载和带负载两种状态,活塞的位置不同。
处理方法:
调整锁紧传感器的位置。
步骤:
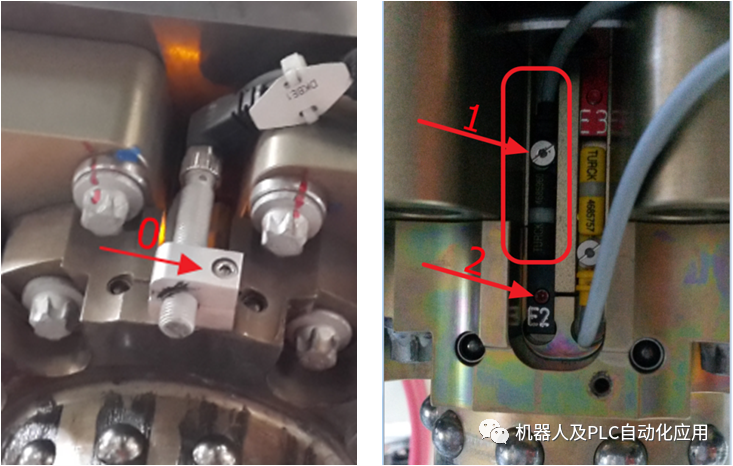
0,用内六角工具拆除“到位传感器(Docked sensor)”。
1,用内六角工具或一字螺丝刀松开“锁紧传感器(Lockedsensor)”固定螺丝,在槽内上下移动至合适位置。锁定固定螺丝。
2,如位置移到极限仍无法达到要求,用内六角工具松开E2挡块,向下调整位置。
3,恢复产品。
MultiDNet(通讯模块)故障。
现象:
信号连接不上,或时断时续。
原因:
1,客户自己将插针压弯。--目视检查
2,出厂时插针插反(装配质量)。--目视检查
3,线缆焊接或压接不良(装配质量)。--万用表测量
处理方法:
1,客户自行处理。
2,将插针取出,重新插针。
3,重新焊接或压接(售后处理)。
现象:
模块外壳破裂,镀层脱落
原因:
1,扭力过大。
2,干涉或挤压。
3,水腐蚀,化学腐蚀。
处理方法:
1,扭力控制在8Nm。
2,调整运动轨迹或重新固定干涉设备。
3,改善水质,避免受到水油化学污染。
焊接电源故障。


现象:
电触头烧蚀
原因:
1,电缆压线端接反。
2,表带触指在调试过程中被带出。
3,电接头损伤(安装初期示教未做好)。

处理方法:
1,重新安装压线端子。
2,更换备件。
3,使用示教工具进行示教。
备注:
-----------------------
MAKRO420-放下工具-在进行A539 的控制时需要安全开关始终检测到安全挡块。
-给PLC发出快换信号-
A113 = EIN
F283 = EIN
A539 = EIN –快换头脱开-(开锁)-
t10 ( EIN ) = -40[1/10Sek]
WARTE BIS !E538& E539 &(!E537 + F840) + T10
-E538 快换头锁死- E539快换头松开–E537快换头上又设备存在–F840(一直有)
A114 = T10 -给PLC发出提示信息脱件故障
A23 = !T10
WARTE BIS !E538& E539 &(!E537 + F840)
A23 = EIN
A114 = AUS
A113 = AUS
---------------------------------
MAKRO422-故障复位
A113 =EIN
A115 = AUS
A539 = AUS –关闭快换头脱开-(锁紧)-
A540 = EIN -快换系统复位-
WARTE (EIN) ZEIT 50[1/10Sek] 持续5s
A540 = AUS
t10 ( EIN ) = -20[1/10Sek]
WARTE BIS E540 + T10 -等待反馈系统ko-E540
A115 = T10
A23 = !T10
WARTE BIS E540
A23 = EIN
A115 = AUS
A113 = AUS
-----------------------------------------
MAKRO421–抓取工具
A113 = EIN
A115 = AUS
A539 = AUS –关闭快换头脱开
t10 ( EIN ) = -40[1/10Sek]
WARTE BIS E538 & !E539& E537+ T10 –E537快换头上有件,由于没有检测E540所以离开了安全挡块位置也会使程序向下进行。
-E538快换头在锁死位-!E539快换头没有在释放位
A114 = T10
A23 = !T10
WARTE BIS E538 & !E539& E537
A23 = EIN -用于进程停止
A114 = AUS
F283 = F62 -没有使用,F283 用来控制开关水,当有F283时是关水,F62 是用来在快换
头抓取抓持器时关水的作用
A113 = AUS
审核编辑:刘清
-
led
+关注
关注
242文章
23347浏览量
662835 -
机器人
+关注
关注
211文章
28632浏览量
208239 -
plc
+关注
关注
5016文章
13385浏览量
465113
原文标题:快换头故障的一些感悟
文章出处:【微信号:gh_a8b121171b08,微信公众号:机器人及PLC自动化应用】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
精准对接:焊接机器人视觉定位系统如何革新制造工艺
视觉定位在焊接机器人中的作用
【「具身智能机器人系统」阅读体验】2.具身智能机器人的基础模块
《具身智能机器人系统》第10-13章阅读心得之具身智能机器人计算挑战
【「具身智能机器人系统」阅读体验】2.具身智能机器人大模型
【「具身智能机器人系统」阅读体验】1.初步理解具身智能
《具身智能机器人系统》第1-6章阅读心得之具身智能机器人系统背景知识与基础模块
激光导航AGV机器人定位精度受哪些因素影响?

精准定位,深度清洁:揭秘工厂清洁机器人的核心技术
MT6501 磁编码 IC 如何助力 AGV 定位采摘机器人精准作业
精准定位,激光领航——激光跟踪仪助力服务机器人性能提升






 工商网监
工商网监
评论