 西门子S7-1500PLC用LAD、FBD、SCL编写启保停程序对比
西门子S7-1500PLC用LAD、FBD、SCL编写启保停程序对比

分别用LAD、FBD和SCL编写启保停程序,在OB1中调用FB1(FBD)、FB2(LAD)、FB3(SCL);当启动位为true,且停止位为false时,灯输出为true,且有自保持功能;当停止位为true时,灯输出为false。
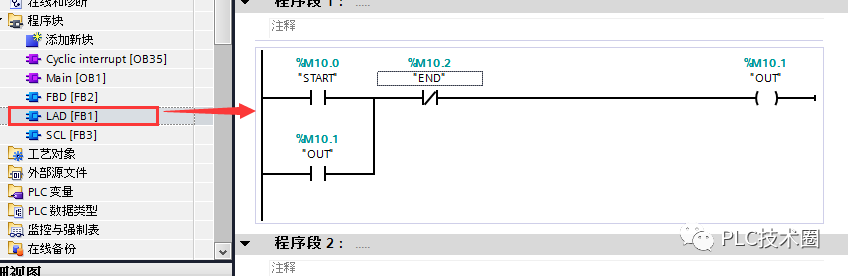
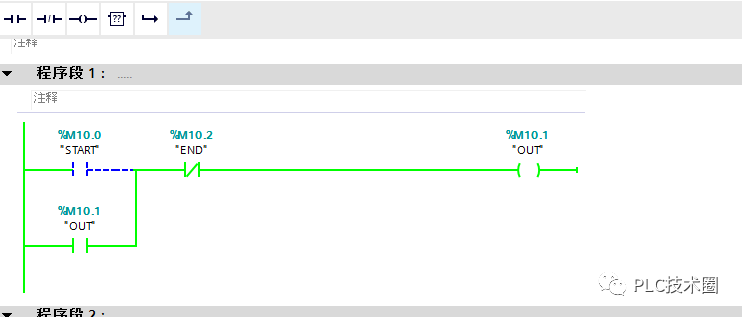
1) LAD编程
先建立FB块如下:

编程下图所示。
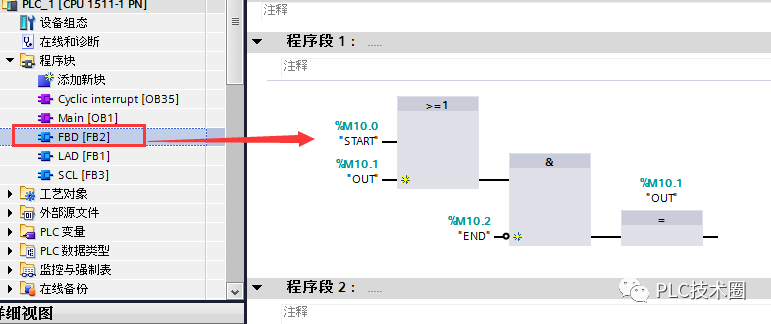
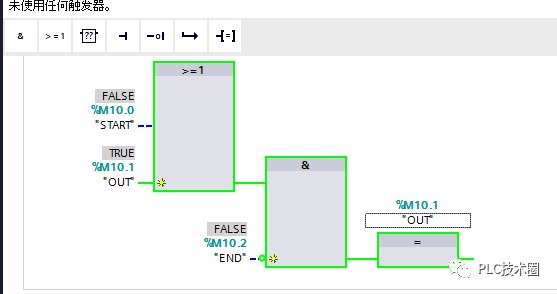
2) 在FBD编程
启动位和灯输出采用或预算(>=1),运算结果与停止位采用与预算(&),运算结果赋值给灯输出位。需要注意的是停止位采用的常闭触点,所以对停止位在与运算之前加一个对停止位的RLO取反的运算。编程如下图所示。
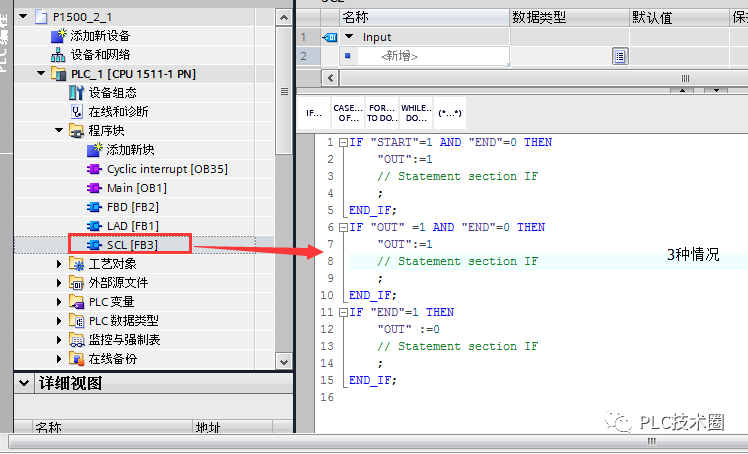
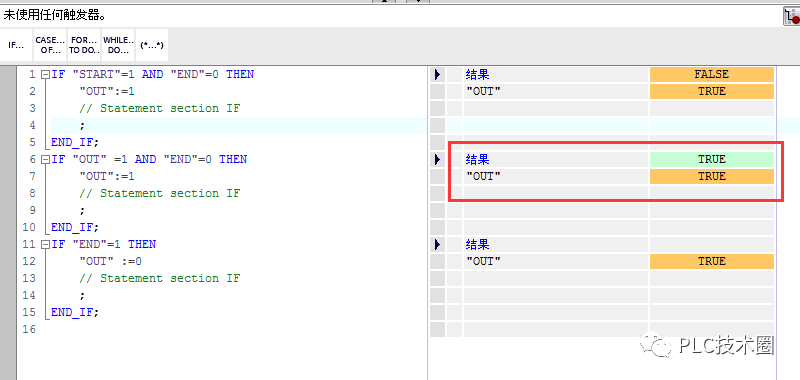
3) 在SCL编程
使用if 条件 then end_if的结构将启保停分为三种情况来判断处理,情况一,当START为true且END为false时,OUT输出true,情况二,当OUT输出true且END为false时,OUT输出true,情况三,当END为true时,OUT输出false。编程如下图所示。
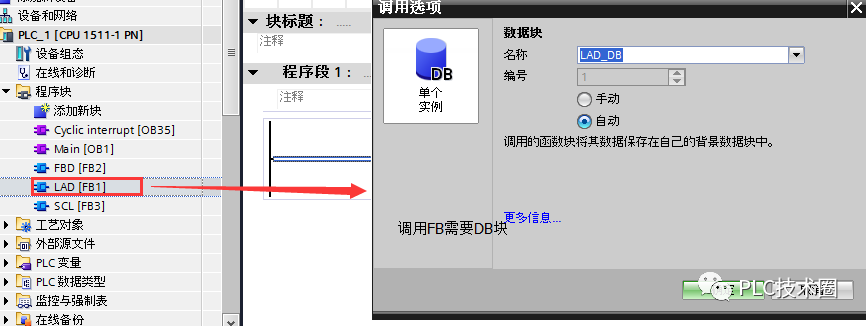
4) 当FB编写完成后,需要先进行编译操作,检查是否有错误,编译通过后要在OB1中进行调用,即将FB直接拖拽到OB1指定位置。FB调用需要给一个DB块,如下图所示。
5) 打开PLCSIM,并下载,在线并监控各个FB执行的情况。
LAD程序运行结果如下图
FBD程序运行结果如下图
SCL程序运行结果如下图
审核编辑 :李倩
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
西门子
+关注
关注
98文章
3374浏览量
120716 -
SCL
+关注
关注
1文章
244浏览量
18071 -
S7-1500
+关注
关注
3文章
303浏览量
7418
原文标题:西门子S7-1500PLC用LAD、FBD、SCL编写启保停程序对比
文章出处:【微信号:xue_PLC,微信公众号:PLC技术圈】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
热点推荐
西门子S7-200PLC借助于PPI以太网转换模块同时与S7-1500PLC和西门子威纶通触摸屏通讯案例
行业自动化升级推进,老旧设备与新系统的兼容问题日益突出。西门子S7-200 PLC因抗干扰强、适配化工车间腐蚀环境,广泛应用于反应釜温度、压力参数采集及搅拌设备启

西门子 S7-200 PLC 与 S7-1500 PLC 以太网通讯及 HMI 集成实现橡胶硫化产线的智能化升级
一、行业痛点 在橡胶硫化产线的总控与工位控制系统中,西门子S7-200系列PLC长期作为产线中央控制柜的核心控制器,承担着全产线硫化机群的逻辑调度、工艺数据汇总与设备故障联动控制任务,但其仅有的9针

西门子 S7-200 与 S7-1500 PLC 以太网通讯及 HMI 集成 实现汽车涂装车间监控智能化升级
一、行业痛点 华南某大型汽车整车制造企业的涂装车间,拥有 16 条自动化涂装产线,核心控制采用 16 套西门子 S7-200 PLC,配套 24 台西门子 KP700 Basic 触摸

西门子S7-300系列PLC借助于以太网转换模块同时与S7-1500PLC和触摸屏、变频器通讯案例
一、项目场景:制药车间冻干机控制系统升级 某生物制药公司冻干机原采用西门子S7-300PLC(CPU315-2DP)控制温度、真空度和冻干曲线,通过MPI接口连接西门子TP177B彩色触摸屏进行工艺

西门子S7-1200和S7-1500 PLC系列模拟量传感器怎么接线
西门子S7-1200和S7-1500PLC系列模拟量传感器怎么接线,现场看到的4线制,3线制,2线制模拟量传感器接线。

ProfiNet转CAN智能网关实现西门子PLC对多台空压机自动启停集中控制
、能耗偏高的问题,且无法接入车间现有控制系统实现集中监控。为解决上述问题,企业计划搭建集成控制系统,通过西门子1200PLC实现对所有空压机的集中控制与自动启停调度,核心需求是解决
西门子S7-1500 PLC和S7-300 PLC Profibus-DP通讯的组态实例
本文就以改造一套以西门子S7-300 317-2DP PLC(6ES7 317-2AJ10-0AB0 V2.1)为控制核心的电气控制系统为例,介绍使用

【教程】Profinet分布式IO(P31系列)与西门子PLC S7-200smart 连接例程
-200smart、S7-300、1S7-200、S7-1500以及S7-1500在内的多种西门子PLC

S7-300PLC通过MPI转以太网模块实现与S7-1500PLC及触摸屏的协同通信案例
一、案例背景 某知名食品饮料企业为提升生产线智能化水平,引入数台西门子新一代S7-1500PLC及西门子精智系列触摸屏,旨在构建中央监控与柔性生产体系。然而,产线上稳定运行多年的十余台西门子

西门子S7-300PLC借助于MPI转以太网模块同时和S7-1200PLC、触摸屏以及ModbusRTU协议的变频器通讯案例
在新能源储能系统集成场景中,某锂电池生产线采用西门子S7-300PLC作为本地控制器,通过MPI/DP接口连接西门子TP1200Comfort触摸屏实现本地操作。随着智能化升级需求,需将S7

MPI 转以太网模块案例:西门子 S7-300PLC 借此与 S7-1200、触摸屏及 ModbusRTU 变频器通讯
一、项目背景与痛点 在新能源储能系统集成场景中,某锂电池生产线采用西门子S7-300PLC作为本地控制器,通过MPI/DP接口连接西门子TP1200Comfort触摸屏实现本地操作。随着智能化升级
西门子S7-300PLC通过MPI转以太网模块实现与S7-1500PLC通信的实操案例
一、案例背景 在工业自动化领域的升级浪潮中,新旧设备的协同工作始终是制造企业面临的核心难题。大量仍在稳定运行的西门子S7-300PLC与代表先进控制技术的S7-1500PLC,因接口类型的本质

西门子PLC(S7-1200/1500/300/400)的数据采集与监控方案
西门子PLC S7-1200、S7-1500、S7-300/400型号设备,常用协议:PPI(Process Communication I
CANopen转PROFINET网关:西门子S7-1200 PLC与欧姆龙NJ系列PLC通信方案
进行通信,而另一部分则依赖 CANopen协议 。为实现不同协议设备之间的无缝通信与协同工作,引入高效可靠的 协议转换网关 成为当务之急。 二、设备选型 1. ROFINET协议主站PLC :选用西门子S7-1500系列
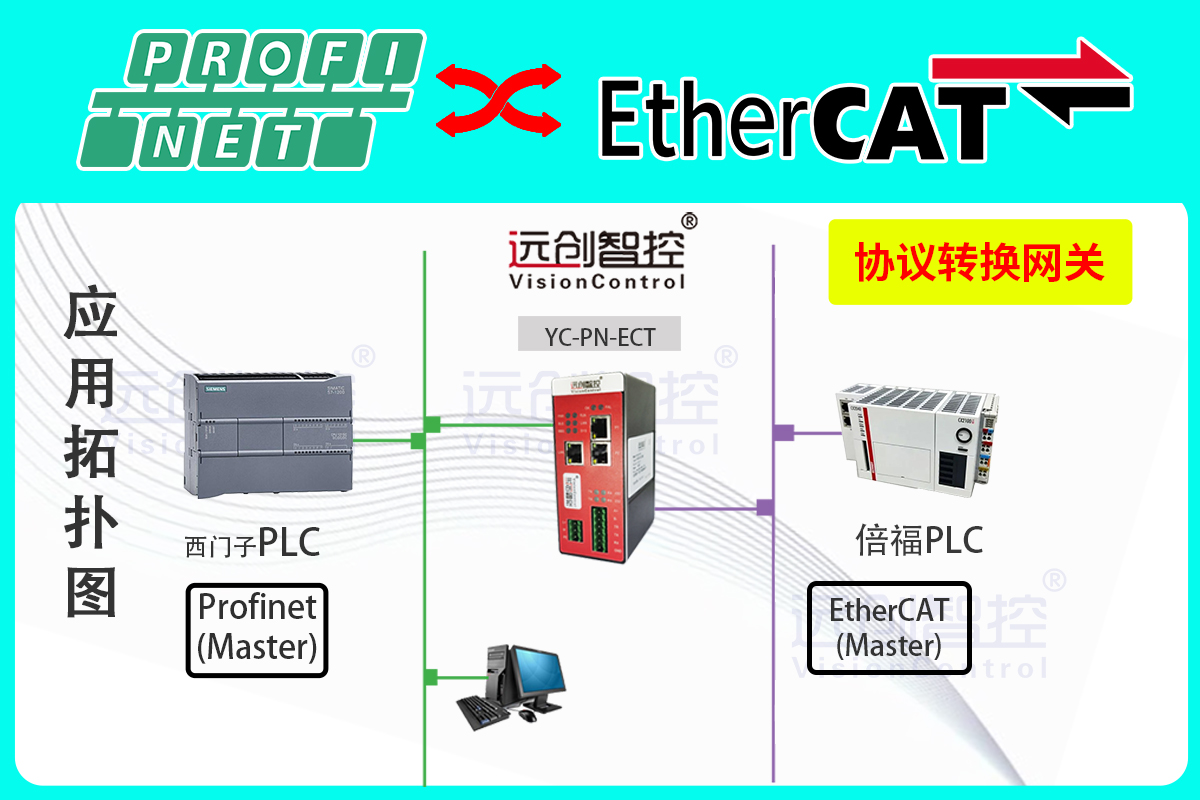
EtherCAT转ProfiNet协议转换网关实现西门子S7-1500PLC转倍福的CX5140设备之间的通讯案例
的EtherCAT协议。例如,生产线上用于高精度定位和物料传输的自动化小车采用了西门子的S7-1500PLC作为Profinet主站进行控制;而用于产品组装和测试的高速自动化设备则采用了倍福的CX5140控制器作为EtherCAT主站。由于两种协议之间的不兼容,导致生产线



评论