 一名合格的激光焊接工作者不能不知道的名词
一名合格的激光焊接工作者不能不知道的名词
激光锡焊在国内国外都有不同程度的发展,尽管经过这些年的发展,始终没有大的跨越和应用拓展,不得不说这是焊接应用的一个软肋。然而市场需求不断变化,不但存在纵向数量的增长,而且横向的应用领域也在不断的扩展,以电子数码类产品相关零部件锡焊工艺需求为主导。
随着激光锡焊市场的不断变化,作为一名合格的激光焊接从业者,需不断更新自己的技术知识储量,以下是常用激光焊接调试过程中经常出现的名词,如有未提到的名词还请在评论区留言探讨。
1.功率密度功率密度=峰值功率/光斑面积峰值功率=单脉冲能量/脉宽平均功率=单脉冲能量×频率
2.激光脉冲波形:脉冲波形对焊接质量影响的工艺参数之一,对于薄板焊接更为重要。金属表面对激光有较高的反射,且反射率随表面温度变化,在一个激光脉冲作用期间内,金属反射率变化很大,可根据这一特性对应设置脉冲波形。
3.激光脉冲宽度:脉冲指的是将激光器连续输出的能量集中到一个的脉冲里输出,脉宽指的输出时间的长短。
4.离焦量对焊接的影响激光焊接通常需要一定的离焦量,因为激光焦点处功率密度过高,容易蒸发成孔,离焦平面上,功率密度分布相对均匀。
离焦方式有两种:正离焦与负离焦。焦平面位于工件上方为正离焦,反之为负离焦,按几何光学理论,当正负离焦相等时,所对应平面上功率密度近似相同,但实际上所获得更大的熔深,这与熔池中心形成凹陷。当负离焦时,材料内部功率密度比表面还高,易形成更强的熔化,气化,偏光能像材料更深处传递。所以在实际应用中,需要更深熔深是,采用负离焦,焊接薄板是,宜采用正离焦。
5.焊接速度当功率一定时,焊缝熔深几乎与焊接速度成反比,焊接速度太快,气体来不及溢出,焊缝中易产生气体,且熔深浅,不能焊透;焊接速度太慢,生产率低,热影响区常过热晶粒粗大而脆断,工件变形也大
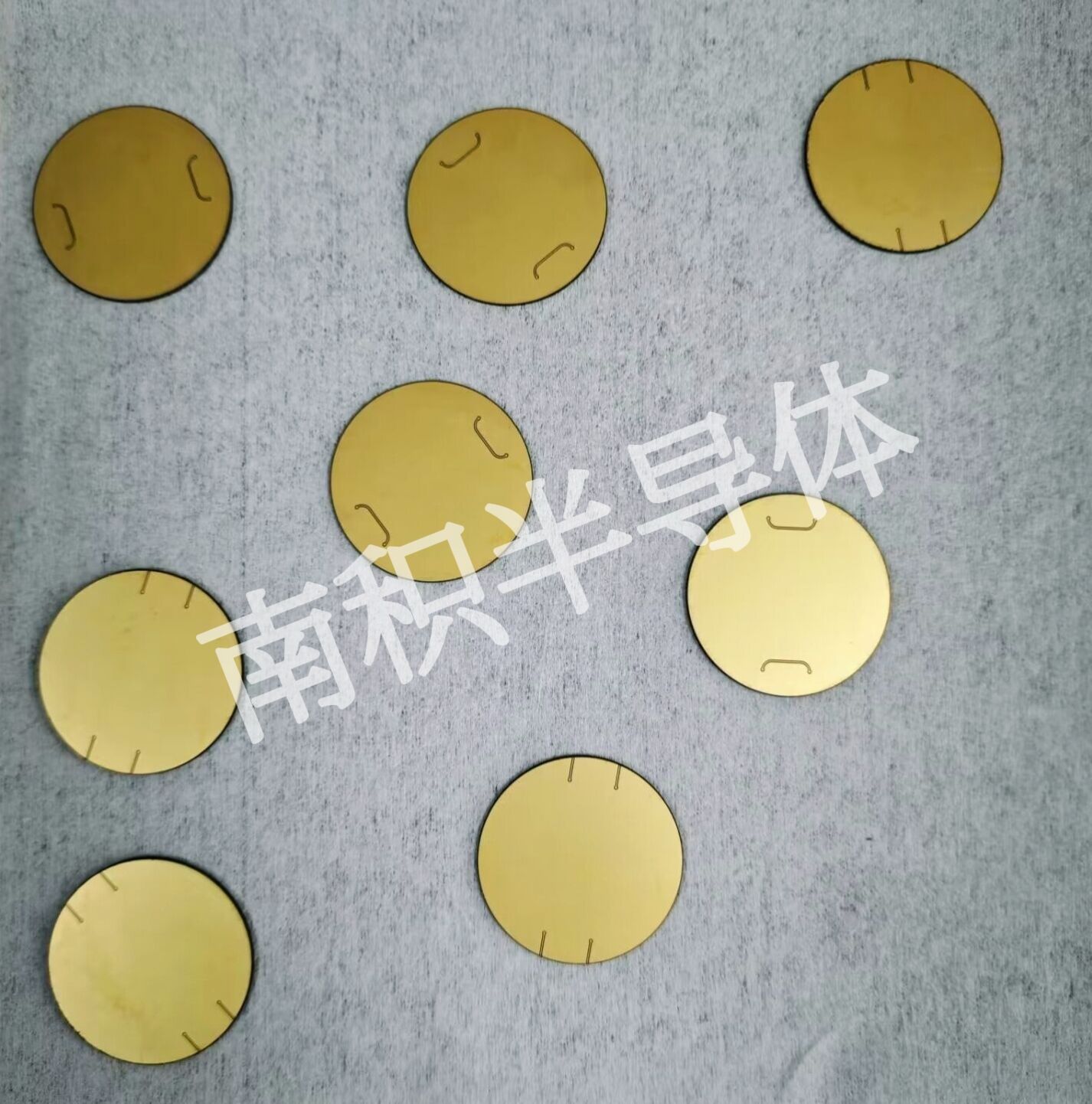
紫宸激光公司核心技术自动化设备“激光锡球焊接机”,可以使得激光输出能量具有良好的稳定性,降低产品的不良率。采用光纤激光与半导体激光的复合焊接技术,并应用于光电子产品、传感器、摄像头模组、软连接等环节焊接,可有效减少焊接缺陷,提高焊接效率。
审核编辑:汤梓红
-
激光焊接
+关注
关注
3文章
490浏览量
21072 -
锡焊
+关注
关注
0文章
67浏览量
14106
发布评论请先 登录
相关推荐
焊接工艺过程监测器的应用与优化
多型号电池盖帽焊接激光焊接机,电池镍片激光焊接机

关于陶瓷电路板你不知道的事
薄板拼焊激光焊接工艺
新手尝试做一个LED驱动电路,不知道电路有没有问题
中车总经理尚敬荣获2024年“最美铁道科技工作者”称号

壹晨激光手持快速焊接工具,让你见识什么叫“无缝焊接”!

激光焊接工艺在焊接超高温传感器的技术应用

光纤激光焊接机:现代焊接工艺的变革引领者






 工商网监
工商网监
评论