 如何计算直通率呢?
如何计算直通率呢?
先认识下概念,直通率( FPY:First PassYield)是衡量生产线出产品质水准的一项指标,用以描述生产质量、工作质量或测试质量的某种状况。打个比方,就是在生产线投入100套材料中,制程第一次就通过了所有测试的良品数量。但注意,经过生产线的返工或修复才通过测试的产品,是不能列入直通率的计算中的。
如何计算直通率呢?一般两种方式:
因为投入批量的大小不一,批量完成的日期不定,所以实际的计算一般采用下面的计算式:FPY= p1 x p2 x p3… 其中p1,p2,p3等为生产线上的每一个测试站的首次良率。
以上说的都是事后,当你这时知道直通率不高的时候,其实就麻烦了,我们做设计的人,要考虑的维度是如何把问题在“事前”就控制住。要达到这个目标,那么我们就要学会直通率的计算,计算直通率那就不得不讲一个名词:DPMO(defects per million opportunities),百万机会的缺陷数。
上述公式中的机会数是器件(SMT或通孔)数加上焊接点数。所以相同的DPMO,机会较少的板将会有较少的缺陷,而需要高复杂性装配的产品将会有更多的缺陷数。
DPMO这个数据怎么来的呢?一般来源于四个方向:工艺规范、计算预计、试验结论、历史经验。对于初创企业,历史经验估计就难了,但没关系,从现在起开始重视这个问题,几年以后,你就有了属于自己的经验数据。试验结论,是针对新器件的,自己没有数据的情况,所以初创企业要重视记录这些数据。工艺规范,这个对初创企业很重要,一般较大的单板加工企业有相关数据和规范,我们一定要拿来,在我们的硬件设计阶段运用好,不要等板子上了流水线后才知道工艺不匹配。
我们开发出来的产品,经过艰苦卓绝的调试过程,终于完成了我们需要的功能,市场兄弟打下天下,客户下了订单,进入了批量生产的阶段。但是我们把BOM送到工厂,最后每100块电路板,只有几个好用,大多数都不好用。我们工程师没日没夜地跟线,情况未必有改善。
之前一家公司的硬件经理,日日夜夜跟线,感觉人已经虚脱。我问他,你直通率多少了?他说:一开始100块没几块好的,现在好多了,这批加工470套,有400套是好的。
我们来计算一下直通率,85%左右。以前在华为时,直通率的达标线是95%左右,曾经有一段时间,我们产品的直通率是92%左右,在产品线是拖后腿的,整天挨批。后来经过一年的努力,才完成95%的直通率指标。但是对于初创团队来说,85%似乎已经是比较好的情况了。
订单来了,直通率却成了我们的痛!产品生产出来故障太多,中标如中箭
PCB、SMT、装配、生产调测、HASS,任何一个环节出了问题,都累加在直通率下降的砝码上。
面对直通率低下,我们有哪些措施可以尝试呢?如果发现问题出现在SMT环节,可以采取如下措施:
第一步,优化钢网(优化PasteMask)
我们在生成Gerber文件的时候。需要生成两个MASK(SOLDERMASK、PASTEMASK)
SOLDERMASK:阻焊层,就是用它来涂敷绿油等阻焊材料,从而防止不需要焊接的地方沾染焊锡的,这一层会露出所有需要焊接的焊盘,并且开孔会比实际焊盘要大。涂绿油时,看到有东西(焊盘)
的地方就不涂绿油即可,而且由于其开孔比实际焊盘要大,保证绿油不会涂到焊盘上,这一层资料需要提供给PCB厂。
PASTEMASK:焊膏层,就是说可以用它来制作印刷锡膏的钢网,这一层只需要露出所有需要贴片焊接的焊盘,并且开孔可能会比实际焊盘小。这样得到的钢网镂空的地方比实际焊盘要小,保证刷锡膏的时候不会把锡膏刷到需要焊锡的地方,这一层资料需要提供给SMT厂。
a、SMT印锡钢网厚度设计原则
(1)钢网厚度应以满足最细间距QFP 、BGA为前提,兼顾最小的CHIP元件。
QFP pitch≤0.5 mm 钢板选择0.13 mm 或0.12 mm;pitch>0.5 mm 钢板厚度选择0.15 mm~ 0.20 mm;BGA 球间距>1.0 mm;钢板选择0.15 mm;0.5 mm≤BGA球间距≤1.0 mm钢板选择0.13 mm。
b、SMT锡膏钢网的一般要求设计原则
(1)位置及尺寸确保较高开口精度,严格按规定开口方式开口。
(2)独立开口尺寸不能太大,宽度不能大于2 mm,焊盘尺寸大于2 mm的中间需架0.4 mm的桥,以免影响网板强度。
(3)绷网时严格控制,注意开口区域必须居中。
(4)以印刷面为上面,网孔下开口应比上开口宽0.01 mm或0.02 mm,即开口成倒锥形,便于焊膏
有效释放,同时可减少网板清洁次数。
(5)网孔孔壁光滑。尤其是对于间距小于0.5 mm的QFP和CSP,制作过程中要求供应商做电抛光处理。
(6)通常情况下,SMT元件其网板开口尺寸和形状与焊盘一致,按1∶1方式开口。
c、SMT锡膏钢网的特殊开口设计原则
(1)0805建议如下开口。
两焊盘各内切1.0 MM,再做内凹圆B=2/5Y;A=0.25 MM或A=2/5*L防锡珠。
(2)1206及以上Chip:两焊盘各外移0.1 MM后,再做内凹圆B=2/5Y;a=2/5*L防锡珠处理。
(3)带有BGA的电路板球间距在1.0 mm以上,钢网开孔比例1:1,球间距小于0.5 mm以下的钢网
开孔比例1∶0.95 。
(4)对于所有带有0.5 mm pitch的QFP和SOP,宽度方向开孔比例1∶0.8。
(5)长度方向开孔比例1∶1.1,带有0.4 mm pitch QFP宽度方向按照1∶0.8开孔,长度方向按照1∶
1.1开孔,且外侧倒圆脚。倒角半径r=0.12 mm 。0.65 mmpitch 的SOP元件开孔宽度缩小10% 。
(6)一般产品的PLCC32和PLCC44开孔时宽度方向按1∶1开孔,长度方向按1∶1.1开孔。
(7)一般的SOT封装的器件,大焊盘端开孔比例1∶1.1,小焊盘端宽度方向1∶1,长度方向1∶1.1。
SOT89元件封装:由于焊盘和元件都比较大,且焊盘间距较小,容易产生锡珠等焊接质量问题,故
采用下列方式开口,如下图,引脚长度方向外扩0.5 mm开口。
SMT红胶钢网的开口设计原则(使用的少,问题也比较少,此处只做简略介绍)
对于钢网使用的注意点:
增加对钢网清洗次数,并使用无尘纸沾酒精擦拭钢网。
实施前:原来每印刷30片清洗一次钢网,清洗时只用干布条擦拭,导致钢网孔堵住或钢网底部粘有锡膏,印刷后PCB板焊盘容易漏印或连点。
实施效果:PCB板引脚间距在0.8 mm以下的,印刷5片清洗一次;引脚间距较大的印刷10片清洗一次,并使用无尘纸沾酒精溶剂擦拭,保证钢网清洗干净,印刷效果良好。
第二步,调整锡膏印刷机
原来PCB板定位不均匀,钢网下压后,钢网与PCB板之间形成空隙,印刷后容易造成连点;现在在PCB板中间增加定位,钢网与PCB板,印刷效果良好。
第三步,调整锡膏
锡焊直接使用,没有回温,会凝结空气中的水蒸气,在回流焊里炸锡,导致焊盘焊锡少,上班前,提前2小时将当天要用的锡膏回温,回温时间达到2~4小时。实施锡膏回温之后的改进。
第四步,回流焊炉温调整
向供应商索取锡膏温度曲线资料,根据预热时间、升温斜率要求,重新调整回流炉温。
实施效果:采用实物板作为测试板,可以达到接近于生产时的实际焊接温度,每个对应测试点与实际焊接温度相差±0.5 ℃,达到工艺要求:误差<±2 ℃;再通过调整回流炉温,使炉温曲线符合锡膏要求。
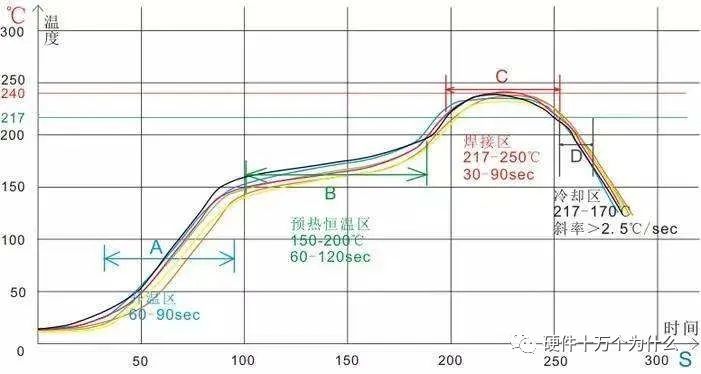
特别是进入无铅化焊接时,尤其需要修正焊接温度。否则严重影响直通率。
第五步,调整贴装位置
贴装位置不合适也会影响直通率,通过调整贴装位置可以优化。
第六步,AOI
炉前AOI
炉前小料的偏移,缺件,侧立,立碑等缺陷发生的频率很高,占的比率较大。利用炉前IOA及时发现进行调整。
炉后IOA
还有一些结构、装配等方面的直通率问题:
例如需要制作一些工装,否则容易在安装过程中导致产品损坏;一些结构放置随意、面板刮花等问题,其实都是导致直通率下降的原因。
为什么直通率没有被一些小公司认知和重视?
(1)人们不知道有这样好的方法,当然不会去应用。
(2)传统方法简单、实用。问题是,人们往往会用方便来代替正确。人们宁肯做的不好返工,也不愿意花一点时间,把事情一下子做好。人们只会苦干,不会思考。六西格玛教人正确工作,不只图方便。
(3)习惯问题。领导的习惯,关键是在这里。有些领导,不去研究事物内在的客观规律性,单凭直觉和主观愿望在指挥。只要过得去,还要去学习什么新的东西?不做正确测量,也就不知道事物的本来面目,更不知道如何去改进。
审核编辑 :李倩
-
pcb
+关注
关注
4333文章
23223浏览量
401854 -
电路板
+关注
关注
140文章
5018浏览量
99637 -
smt
+关注
关注
41文章
2949浏览量
70072
原文标题:直通率
文章出处:【微信号:Hardware_10W,微信公众号:硬件十万个为什么】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
EastWave应用:自动计算光子晶体透反率
免费泄漏率计算工具,让气密性检测变得简单高效







 工商网监
工商网监
评论