 用于机器健康的可穿戴设备:基于状态的监控
用于机器健康的可穿戴设备:基于状态的监控
基于状态的监测 (CbM) 相当于可穿戴健身设备的工业 4.0。随着连接的爆炸式增长,人们有机会以前所未有的方式观察物理世界,并实时、细致地观察物理过程。在工业系统中,对我们来说重要的过程之一是设备和机器的老化过程。这在石油和天然气、风力发电和工业过程控制等不同市场中非常重要,在这些市场中,资本设备成本高,停机时间成本高昂。
计划外停机每小时可能造成数千美元的损失。2017年的一项研究发现,公司报告仅由于停机就花费了200万美元,而计划外停机的成本明显高于计划内维护,因为机器在诊断、订购零件和维修时必须处于离线状态。
机器在规格范围内的持续运行以及机器的预期剩余使用寿命受到运行时间、负载和操作环境变化以及损坏事件等变量的影响。基于状态的监测旨在量化这些影响,在需要立即关注时提供警报,并准确预测何时需要干预。
每台机器都是不同的,每台机器都会以不同的方式老化,尽管老化过程通常是缓慢且难以察觉的。除非我们积极寻找随时间推移发生细微变化的迹象,否则衰老可能会在一段时间内被忽视。然后突然出现故障,可能是灾难性的,这意味着机器离线需要维修。最终用户要求提前通知即将发生的故障,以便提前计划停机。他们还在寻找机器中可能影响最终产品质量的更细微变化的指标,例如纸张和钣金。
对机器磨损的早期和早期指示以及有关机器输出质量的信息的共同需求推动了对更灵敏和更普遍的传感的需求。测量类型也在不断拓宽,温度和振动等传感模式得到了声学、电机电流和电压测量的补充。这些测量系统正在组合在一起,以提供更全面的设备状态视图。这导致每台机器的测量通道数量增加。各个测量通常需要很好地同步以显示关系,例如振动的 x、y 和 z 轴测量之间的关系。这种同步需求进一步增加了系统的复杂性。
测量节点和模式的日益普及意味着基于手动资源的手动检查和测量例程不再能够跟上。系统必须可跨工厂车间或远程站点部署,使用现有的有线基础设施进行连接,或使用强大而安全的无线系统进行无线连接。笨重且昂贵的传感器和聚合器单元必须更小、更便宜、更节能,以适应这些环境。
在组件和子系统级别有新的精确解决方案,具有更高的集成度,使系统构建商能够使这种增加的传感未来现在成为现实。
数据采集
为了尽早实现机器磨损的指示,您几乎需要预见未来。在状态监测分析领域,这是通过查找系统中最微小的变化来实现的,无论是系统温度、振动还是声学特征。为了感知这些微小的变化,需要传感器和数据采集系统能够在最低检测水平下清楚地看到微小的变化,即使在高水平的振动或温度下也是如此。这就要求信号链具有极高的动态范围,这意味着系统具有极低的噪声性能,同时仍然能够处理信号电平的较大变化。例如,要检测往复泵中的磨损开始,可能需要检测小于1/10的变化千活塞末端冲程位置的一毫米,活塞整体向上移动 300 毫米。为了确保我们可以看到这种变化,系统噪声必须至少低于此变化 10 倍。这将检测电平推高到1:300,000或109 dB,并且需要18位或更精确的数据采集系统。
另一个考虑因素是需要推出感兴趣的带宽。电机轴和许多齿轮系统在相对较低的频率下具有特征振动,频率接近轴的转速或低倍数。但是,系统中还有其他组件具有更高的频率特性。为了检测具有更高频率特性的部件(如滚珠轴承和油轴承)的磨损变化,传感必须能够在超过 10 kHz 和高达 80 kHz 的频率下实现高分辨率和高动态范围。
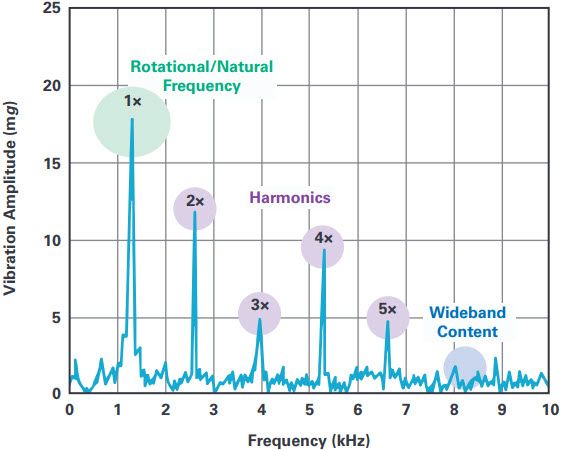
图2.典型的振动频率特征。
检测系统规格必须包括高动态范围(DR)以及极低的总谐波失真(THD),以便解析系统振动曲线中的这些频域特征。在这些系统中,最新的精密宽带宽Σ-Δ(Σ-Δ)转换器用于执行模数转换步骤。有极其精确的模数转换器可以满足这些系统的关键要求。此类转换器具有出色的动态范围和THD(典型值为+108 dB DR和−120 dB THD),可在直流至至少80 kHz的带宽范围内实现,并结合易于使用的功能,如模拟输入预充电缓冲器、集成数字滤波器和用于多通道相位匹配的跨器件同步,使这些关键组件成为构建最高性能CbM数据采集系统的关键组件。功耗调节功能允许调整相同的物理硬件以满足特定的功率上限,其中动态范围或带宽可以与总功率进行权衡。提供直流精度和更宽带宽,使输入通道能够满足同一平台中的温度、应变和其他直流或低带宽检测的需求,从而简化了整体状态监测系统架构和复杂性——适用于所有CbM传感器类型的单一平台。
同步采样
在CbM系统中,使用同步采样来确保保留时域数据集之间的相位关系。例如,在使用两个正交排列的振动传感器的情况下,可以检测振动相量的方向和幅度。理想情况下,通过每个传感器输入路径的相位延迟应很好地匹配并跟踪整个温度。
对于需要更大灵活性设计以满足更大范围采样速率、带宽或功率缩放需求的CbM系统,SAR ADC产品也适用。这些器件还提供高动态范围和THD,吞吐量高达2 MSPS,并且还集成了易于使用的特性,可降低信号链功耗,降低信号链复杂性,并实现更高的通道密度。具有更高输入阻抗模式的转换器拓宽了低功耗精密放大器的范围,可以直接驱动这些ADC,同时仍能实现最佳性能。
为了使系统构建商能够在更紧凑或分布式的采集节点中实现尽可能高的通道密度,并实现更快的上市时间,正在开发集成度比以往更高的信号链μModule产品。®
这些μModule器件将数据采集信号链设计中常用的关键元件集成在一个紧凑的集成电路(IC)外形中。
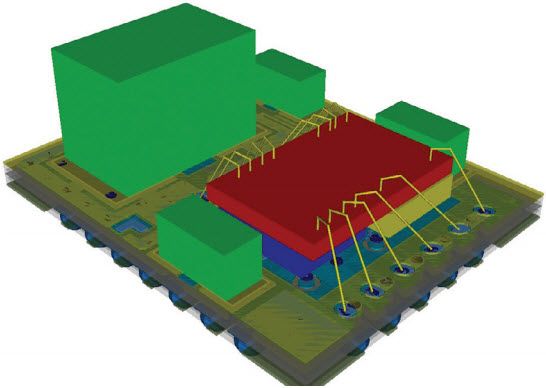
图3.μModule 组件的 3D 渲染。
μModule方法将模拟和混合信号组件选择、优化和布局的设计负担从设计人员转移到器件,从而缩短整体设计时间和系统故障排除,并最终缩短上市时间。μModule器件采用微型封装,非常适合分布式低通道数、紧凑型CbM系统或基于更高通道数的机架系统。
传感器
仅在信号链的数据采集部分提供高动态范围、更宽的带宽、更高的功率效率和更高的通道密度,只能解决CbM系统的部分系统设计挑战。传统的集成电子压电(IEPE)振动传感器体积大、体积大且价格昂贵,并且通常使用比数据采集系统高得多的电压轨。普通压电传感器采用−24 V单电源供电,功耗高达2 mA,封装在重金属外壳中。由于传感器电源通常由数据采集模块提供,因此增加盒子中的通道密度成为功率密度问题和元件密度问题。再加上对无线电池供电采集节点的需求,传统的压电振动传感器已无法满足这些信号链的需求。
MEMS振动和惯性传感器现在能够满足这些系统的要求。最新的宽带宽MEMS器件具有非常适合CbM应用的噪声和带宽性能,它们在功率水平比同类IEPE传感器低20倍的微型标准表面贴装封装中实现了这种性能。这些MEMS传感器的小尺寸和功率曲线允许开发非常小的多轴电池供电系统,用于永久和恒定的状态监测。
电源和连接
检测机器的温度、振动或噪音并将其转换为数字信息是监控任务的关键部分,但这些细节并不能提供完整的画面。构建状态监测系统需要密切关注设计中的所有模拟、数字和混合信号组件。要在数据采集链中实现低噪声,不仅需要低噪声传感器和模数转换元件,还需要低噪声电源设计。在系统中实现低功耗还需要电源组件有效地从电池或现场布线中获取电源,而不会增加设计的复杂性。
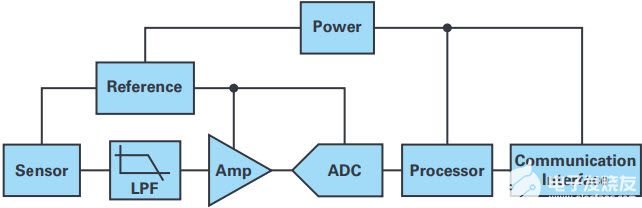
图4.典型精密数据采集信号链的子模块框图。
连接需求将取决于特定的应用程序环境。许多工业设施已经为过程控制或现有的环境传感(如温度)铺设了大量布线。但是,许多现有基础设施可能无法处理广泛的基于状态的监控所需的大量原始数据或数据速率。
一种方法是通过以不影响现有功能的方式添加更多数据来增强现有布线的功能。例如,HART技术用于在无处不在的4 mA至20 mA模拟接口之上添加数字形式的诊断信息。同样,工业以太网在现有以太网布线存在的情况下增加了确定性和实时控制,这允许控制应用中的已知延迟以及需要振动或FFT数据的更高带宽,以及允许每个链路上有多个节点。®
另一种方法是无线传输信息。在工业环境中,需要强大而安全的无线网络。最新的智能网状无线电产品是无线芯片和预认证的PCB模块,即使在恶劣、动态变化的射频环境中也能实现低功耗通信和>99.999%的数据可靠性。对于基于状态的监控,这意味着故障或瞬态事件可以保证传达给主机,并且可以在尽可能短的时间内采取行动。
煤层管理的未来
基于状态的监测是能源、石油和天然气等大型资本成本设备的绝对需求,在这些设备中,计划外停机会直接影响生产成本。它在工厂车间也变得越来越重要,它既可以用作机器维护的主动方法,也可以用作确保机器在正常运行中以一致的方式生产产品的一种方式。随着这些监控功能的价值变得越来越明显,这项技术将开始应用于我们每天使用的越来越多的机器——不再是风力涡轮机或造纸厂的专利,我们将在火车、飞机和汽车中看到 CbM,最终应用于洗衣机甚至更小的电器。
系统组件制造商会将传感器甚至整个通道集成到组件中。电机将包括振动和电流感应,轴承和齿轮箱也可能如此。将有独立的传感器节点向您的移动设备报告——在您的车库门上部署一个,以便在您的汽车卡在里面之前警告您!
为了满足这些不同场景中日益增长的传感需求,设备制造商需要采用平台方法,其中较小的平台集可以满足更多样化的需求。测量通道需要处理不同的传感器类型,以便基于机架的设备可以针对不同的传感器组合进行重新填充。在较小的设备中,系统需要适应不同的功率配置文件,以便可以在洗衣机或电池供电的工具中使用相同的监控节点。
结论
基于状态的监控旨在通过感知机器内的各种可测量参数来量化机器的健康状态。提高这些测量的准确性和灵敏度,以及减小监控设备的尺寸、重量和功率,使工厂经理能够在整个工厂车间部署这种传感。
工厂现在有一个健康监测器——一个健身追踪器——可以更深入地了解工厂的运营情况。工厂经理可以被告知机器操作的微小变化,以便利用这些信息及早做出明智的决策。
提前安排维护,并且只为那些真正需要它的机器进行规划,可以显着降低维护成本。下班后呼叫和随叫随到的技术人员成本可以降低到零。
由于工厂的受控性更强,因此可以降低资本设备成本。及早发现和更换磨损部件可保护机器的整体健康。更密切的监控可减少灾难性故障的发生。随着机器的精心管理直至使用寿命结束,可以延长设备的使用寿命。
可以降低工厂最终产品的生产成本。通过深入了解机器的健康状况,可以保持对机器公差的控制。最终产品的输出质量在批次之间更加一致。减少了机器出界或突然停机的发生。因此,减少了产品返工和浪费。
ADI公司如何帮助解决这个问题
ADI公司(ADI)了解希望最大限度地提高已安装设备的效率和使用寿命或为最终用户提供这些测量和分析解决方案的最终客户的检测和测量需求。
CbM所需的检测和测量任务可以通过ADI公司提供的组合技术来解决,在大多数客户都熟悉的组件级别,但现在也可以与信号链μModule器件和功率μModule产品集成度更高,从而更快地为客户的产品进行原型设计或设计可行的产品。
审核编辑:郭婷
-
集成电路
+关注
关注
5400文章
11689浏览量
364529 -
转换器
+关注
关注
27文章
8778浏览量
148716 -
可穿戴
+关注
关注
4文章
767浏览量
85709
发布评论请先 登录
相关推荐





 工商网监
工商网监
评论