 KUKA机器人程序中铣削清零方式介绍
KUKA机器人程序中铣削清零方式介绍
KUKA机器人程序中铣削清零方式:
;FOLDbin3 ( !F329 ) = 1 给BOSCH二进制数(1号钳).
;FOLDbin3 ( !F329 ) = 2 给BOSCH二进制数(2号钳).;%{SE}%MKUKATPVW %CVW_SPS %VARIASG %P 2:bin3 ( !F329 ) = 1, 3: ARIASG
;FOLDA786 = (!F329 & !F322 & !F830) + (F830 & A786) 计数器清数改为0
KUKA机器人对电极帽更换的清数方式:
;FOLDbin3 ( F64 ) = 1 1号焊钳对应的BOSCH;%{E}%MKUKATPVW %CVW_SPS %VARIASG %P 2:bin3 ( F64 ) = 1, 3: ARIASG
bin3 ( F65 ) = 2 2号焊钳对应的BOSCH
bin3 ( F66 ) = 3 3号焊钳对应的BOSCH
bin3 ( F67 ) = 4 4号焊钳对应的BOSCH
WARTE ( EIN ) ZEIT 2 [1/10Sek]
A787 = EIN
4: F64 = EIN -选择哪个焊钳
5: F65 = AUS
6: F66 = AUS
7: F67 = AUS
bin19 ( EIN ) = 11 -P_PktNr_SPS$OUT[97]TO $OUT[112]进程号
WARTE BIS E17 –等待维修位置复位
SPSMAKRO81 = E132 & !E133 & !E134& !E135 –对电极更换复位需要选择好那把焊钳在按维修位置复位
REPEAT MAKRO81 N= 99 STOP= !F85 -当测量不合格,复位后反复执行MAKRO81程序
F129 焊接控制器是否带首次铣削,0.带,1.不带
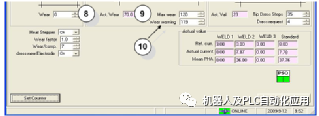
8、实际点数:每个铣电极周期内焊接点数计数 。
9、最大点数:每个铣电极周期的最大焊点数。
10、预警点数:电极更换前预警点数发出预警信号。

11、实际修磨次数:实际修磨次数计数 。
12、最大修磨次数:电极最大修磨次数,倒数后需要更换电极。
13、铣电极请求:提前铣电极请求点数发出铣电极请求。

1、步进结束停止:当步进结束时是否停止焊接即是否允许调用焊接程序。-一般选择OFF,到数之后不停止焊接
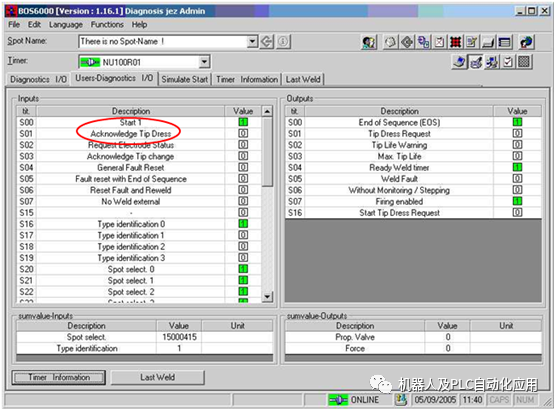
Acknowledge tip dress; 当控制器发出电极修磨请求, 当机器人进行电极修磨以后PLC发出的一个反馈信号.一个特别的焊接程序与电极修磨关联当修磨程序开启,磨损计数自动复位,电极修磨此数将会增加.
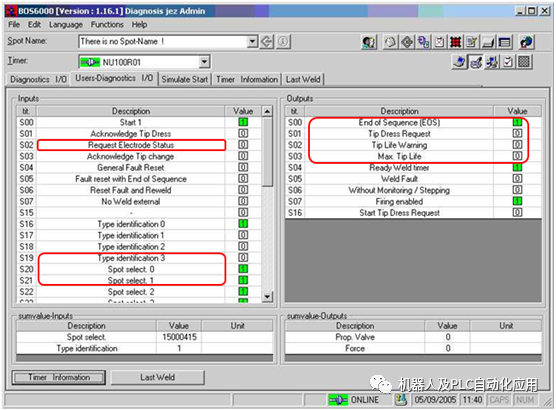
电极请求状态 (RES)
PLC 将会扫描输出端的电极修磨请求,电极寿命预警或者最大电极寿命当发现一个信号激活,一个反馈信号将被发送到控制器并且相关联的电极被复位.
当PLC设定RES信号置1, 通常是因为已经发出电极修磨请求或者电极寿命预警, PLC 必须要知道哪一个电极已经使得请求信号置1. 使得对正确电极的计数复位.
设定 RES 信号置1然后设定一个相关联的焊点选择置1, 例如. S20, 焊钳1, 在输出页面将会显示焊钳1的状态.
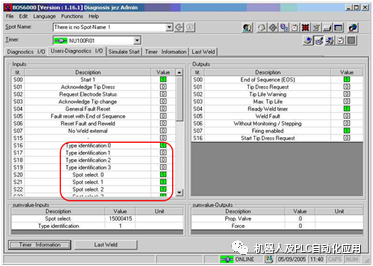
焊接压力在程序中设定,并且做好焊点号与程序号的关联. 一旦机器人输出焊点号至控制器,焊接压力竟会通过比例阀输出。
审核编辑:刘清
-
控制器
+关注
关注
112文章
16334浏览量
177815 -
机器人
+关注
关注
211文章
28384浏览量
206920 -
plc
+关注
关注
5010文章
13275浏览量
463079
原文标题:气伺服焊钳铣削后对BOSCH的计数清零解读
文章出处:【微信号:gh_a8b121171b08,微信公众号:机器人及PLC自动化应用】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
零基础玩转工业机器人
工业机器人的末端关节旋转该精确控制?
KUKA机器人问题解答
库卡KUKA机器人四种启动方式介绍
KUKA焊接机器人伺服电机常见故障及维修处理
工业机器人组成结构相关资料分享
库卡机器人MGV电源模块维修
机器人系统与控制需求简介
KUKA机器人铣削控制





 工商网监
工商网监
评论