 一探分板工艺振动失效现象如何?元器件失效问题产生的原因如何?
一探分板工艺振动失效现象如何?元器件失效问题产生的原因如何?

一、前言
关于分板工艺振动失效问题,笔者十数年来一直想写些什么,但苦于经验不足,唯恐误导读者,因此一直不敢动笔。但是期间笔者亲身几次大的因分板工艺振动产生的批量报废问题,报废成本之高(少则几万元多则近千万元),解决问题历时之长(少则几个月多则两三年),问题波及面之厂(少则涉及一个工厂多则波及生产同一系列产品的多个工厂),情况之严重(轻则涉及工厂内部重则涉及终端客户甚至面临召回)实在令人咂舌,回想往事历历在目!
想想可能未来还会有更多的不希望发生的分板振动事故,实在于心不忍,感到自己有义务有责任把自己所感所悟分享给同行朋友,于是大胆地执起了笔,管中窥豹,不敢自诩,权当是抛砖引玉吧。笔者希望能借着本文的章节内容,为读者打开一扇,一探分板工艺振动失效现象如何?元器件失效问题产生的原因如何?以及如何减少、避免由此产生的失效?
二、分板工艺因振动产生的元器件失效现象如何判定
2.1 元器件失效现象
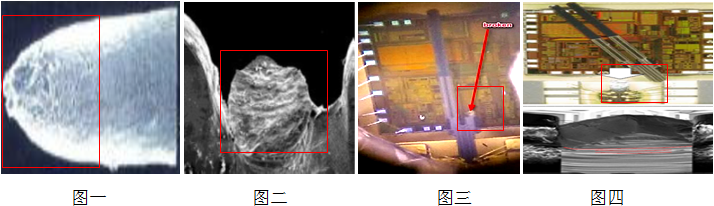
以下是常见的元器件失效图片,图一为引脚受机械冲击而头部变尖。图二为引脚受到振动而头部变得粗糙不平,图三为音叉其中的一引脚被振断,即图二到图四为振动产生的失效。
小结:
以上振动产生的失效都有个共同特点,就是断裂面粗糙不平,有一定的褶皱, 这是金属疲劳典型体现。
2.2 常见失效元器件类型
以下图五是图一和图二对应元件图片和引脚,图六为图三和图四对应的元件图片和引脚。这类元器件的封装都有两个共同特点,一是引脚细小或平薄,二是引脚有一定的悬空并非完全固定压实。这在元器件受到振动时,很容易引发共振而失效,因此这类元器件也可以称为“振动敏感元器件”。
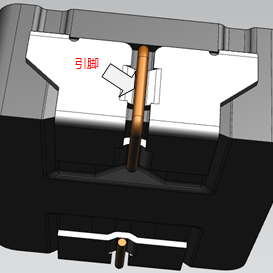
左边为图五,右边为图六
2.3 振动图谱类型
振动图谱分为时域(Time Zone)(如图七)和频域(Frequency Zone)(如图八),通常分析工艺引起元器件振动失效分析时常用后者,下文分别详细下这两种图谱。
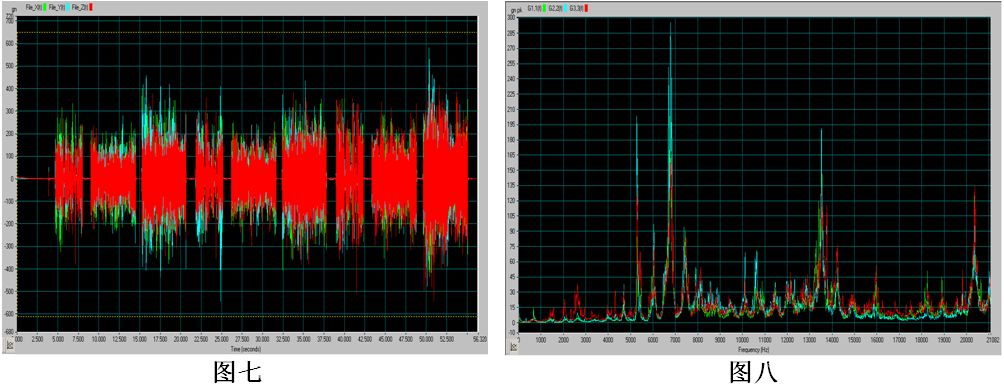
时域振动图谱:横轴系列为时间(单位:秒s),纵轴坐标为振幅或叫加速度(单位为重力加速度g=9.8 m/s^2),例图中显示X、Y、Z三方向的振动图谱。表示在不同的时间点产生的加速度,此图谱常用于纯粹的因机械疲劳产生的振动,不过大多历时较长,如数小时。
频域振动图谱:横轴系列为频率(单位:Hz赫兹),纵轴坐标为振幅或叫加速度(单位为重力加速度g=9.8 m/s^2),例图中显示X、Y、Z三方向的振动图谱。
表示在不同频率点产生的加速度,此图谱常用于因为共振(相应元器件部件共振频率与传导来的振动频率相等)而产生的瞬间或短时间机械疲劳,一般历时较短,数秒内至数分钟内即可导致元器件损坏,而且破坏力严重。笔者经历或听闻的因分板工艺振动造成的元器件损坏都与共振相关,因此该图谱常用于分析振动造成的失效,下文也均以此图谱来分析。
2.4 振动如何测量
以下为用于振动测试的准备材料,把振动传感器粘在失效的元器件位置进行测量。
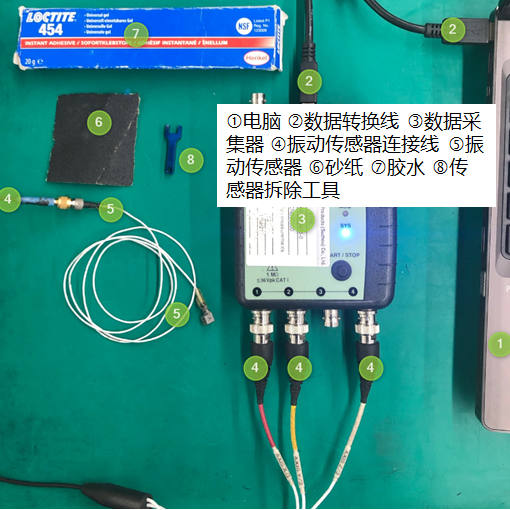
备注:1)常用丹麦B&K公司数据采集器和传感器(也可用美国Dytran传感器,如下图)。2)开启数据采集器记录需要分析的分板全过程,保存后再回放数据进行分析得到时域或频域图谱,如图七、图八。
三、分板工艺振动产生的原因和主要因素
3.1 分板工艺振动产生的原因
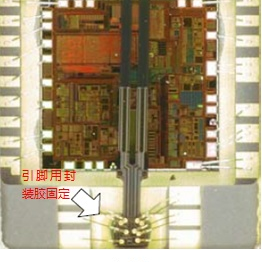
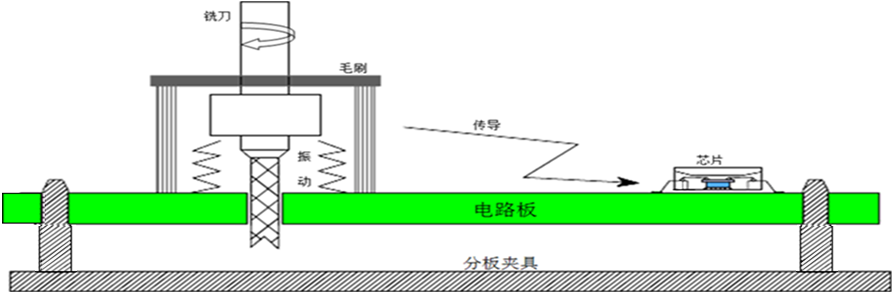
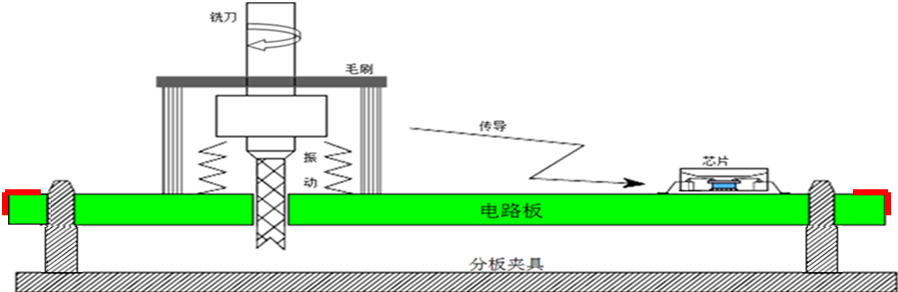
本文均以离线式分板机(半自动分板机)为例,以下是分板工艺振动产生的示意图。铣刀在切割过程由于高速旋转(可达50000转/分),铣刀刀刃会让电路板产生剧烈振动并传导到各个元器件,甚至会使一些元器件结构中的部件产生共振而损坏。

为了解释铣刀分板过程中产生的振动,左边示意图显示铣刀分割电路板的施力图,以其中一个刀刃受力方向为例。铣刀刀刃施力方向和铣刀旋转方向不一致,会产生一个拨动电路板向右的力。每个刀刃不停地高速拨动电路板就会电路板产生剧烈振动,并传导给电路板上的元器件。
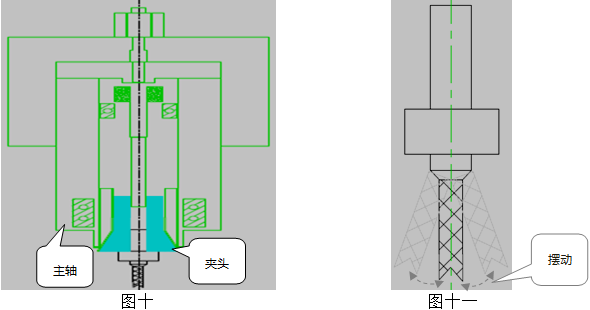
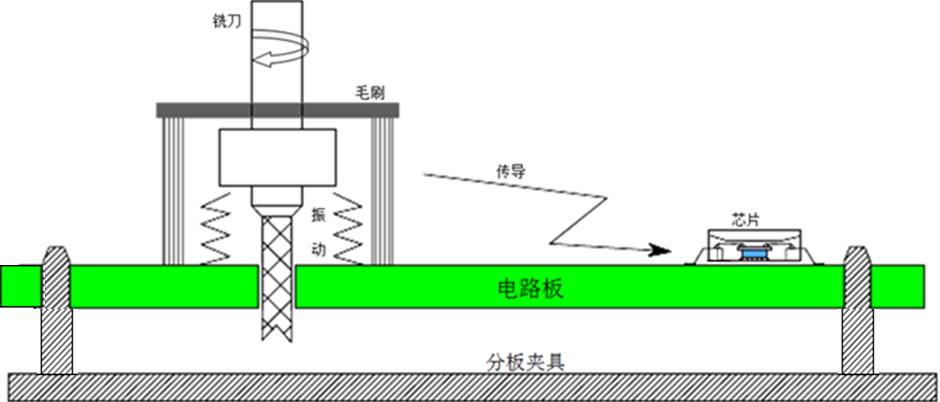
考虑到铣刀是由主轴驱动的,同时主轴(下图十绿色线体部分)与铣刀之前有个媒介-“夹头”(如下图十的青色填充部分),因此夹头对铣刀的夹持的是否牢固也会造成铣刀在旋转过程中的摆动(如图十一)。当然,主轴对夹头的固定情况也决定了夹头的稳定性。
3.2 分板工艺振动产生的主要因素
根据上文的论述,分板工艺振动产生的主要因素有:
1)铣刀:刀刃几何形状设计;
2)铣刀的使用寿命设定;
3)夹头使用寿命及保养:夹持力异常或里面有粉尘等会造成无法夹紧铣刀;
4)主轴使用寿命:主轴异常(通常是拉杆螺牙滑丝)造成无法把夹头拉紧;
5)分板夹具:分板过程中电路板的固定(通常是夹具)改变了振动的传导率。一般对电路板的夹持越紧,振动传导率越高,电路板上元器件的振动越强。反之,振动传导率越低,电路板上元器件的振动越弱。
6)工艺参数:铣刀行进速度(英文:“forward speed”或“routing speed”)及旋转速度(英文:“rotation speed”,常用“RPM: Revolutions Per Minute转/分”来表示)。
7)元器件的组装方式:元器件如何组装在电路板上会影响其振动。
8)原材料:元器件本身的结构影响振动产生的影响程度。
四、如何减少分板工艺振动产生的元器件失效
减少分板工艺振动产生的元器件失效,可以从两个方面入手,一是减少频谱(如上文2.3所说接下来均以频域图谱来分析阐述)的整体振动振幅峰值;二是避开(或减少)共振频率的振幅峰值而非控制整体振幅峰值。
4.1减少整体振动振幅峰值
如下面图十二,对应元器件共振频繁为6000Hz和10000Hz,相对图八整体振幅峰值都低了,但是共振点峰值并未变化。由于图谱整体峰值下降了,就算是有频率振动峰值的漂移仍安全,相对产品质量来说这是最安全的控制方法。
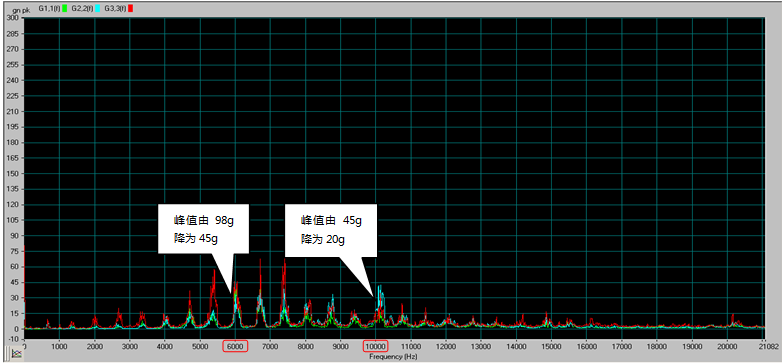
注意:此案相对工艺控制来说,难度相当大,成本也相当高,部门或工厂需要评估是否划算。
常用的工艺控制方法有:
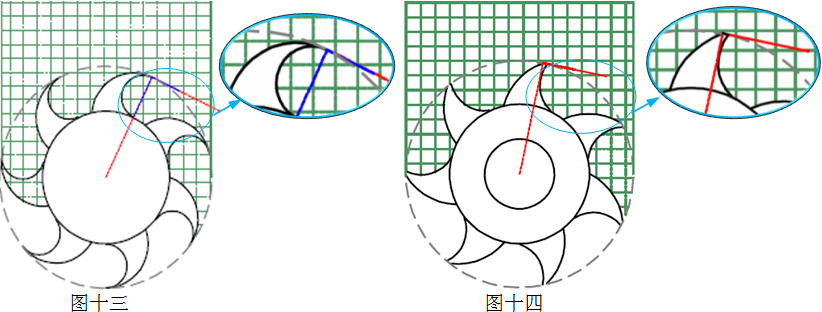
1)改善铣刀刀刃的几何形状:由于铣刀的振动主要是由于刀刃与铣刀旋转角度不同造成的,因此可以优化铣刀的后角使刀刃与旋转角度最小或一致。其中图十三相对图十四来讲,图十四会更稳定些,铣刀不容易崩刃,也是常用的方案。
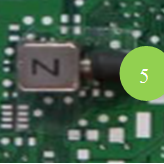
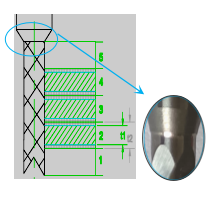
2)设定合理的铣刀寿命:铣刀磨损达到一定程度,刀刃的切削力变差,铣刀和电路板的接触力变大,振动变大。另外,对于分段使用铣刀,靠近刀柄的那一段刀刃(如下图“5”),由于铣刀的制造工艺,刀刃处于不完整的状态,铣切振动相当大,不可使用。由于电路板在分板过程的跳动,靠近相邻段位(如下图“4”)容易漂移过去造成振动问题。根据经验,靠近刀柄的的刀刃要空出2个电路板的厚度相对安全。
3)设定相对低使用寿命的夹头:常用夹头使用寿命一般在3个月到6个月左右,但是随着使用寿命的增加,夹头的夹持力会减少,因此短的使用寿命可以更好的夹持铣刀,振动也相对会小。但是分板夹头价格一般在近2千元左右,频繁的更换会引起成本的增加,也会增加夹头安装不好的机率,需要根据质量要求与成本控制来评估,取一个平衡点。
4)设定相对低使用寿命的主轴,可以使用专业维修并校准后的主轴:一般主轴使用寿命在6个月至1年左右,但是随着主轴密封环、转子被粉尘或边角料的冲击,主轴的动平衡被破坏,振动增强。另外,主轴中固定夹头的拉杆螺牙的磨损也会造成夹头不能固定在正确位置,夹头得不到主轴的固定无法形成很好地对铣刀的夹持,造成振动增强。由于主轴价格一般在4到5万元左右,频繁的更换主轴会导致成本大幅上升,需要谨慎考量。
4.2 错开共振频率的振幅峰值
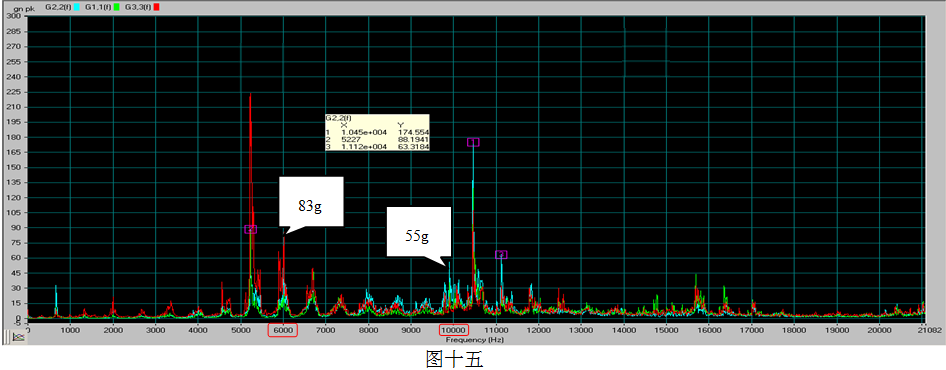
以下面两个图谱为例,整体振幅峰值并无太大下降,但共振频率的峰值右移,同样也可以达到解决元器件振动失效问题。
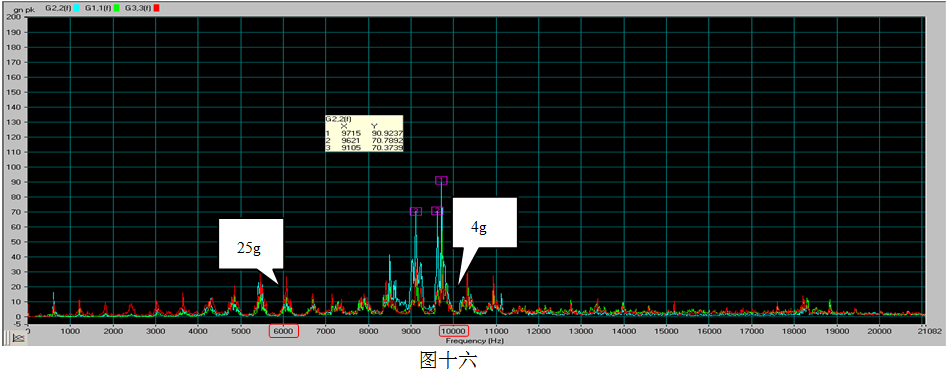
常用的方法有三种:
1)通过改变对产品的夹持来改变振动频率,如在电路板上增加固定部分(如下图红色夹持器,可以是压针也可以是上盖板等),但通过实践,效果并不好,往往会因定夹持得牢固而提高了振动的传导率,振幅加速度增加,而且稳定性差,因此不推荐此方案。
2)通过在产品下面增加软性材料(如下图红色线条部分)来吸收振动带来的影响,一般是安装在定位销或支撑销上。实践中此方法问题颇多,首先实施难度高,不容易找到能安装到夹具上的相关软性材料,其次是容易损坏,最后减振效果有限,稳定性差,此方案也不足取。
3)通过设定合理的铣刀行进速度和旋转速度是常用的而且可靠的方法,大多优化旋转速度即可解决问题。只改变旋转速度不影响产品周期时间(Cycle Time),无额外成本,工艺管控容易,解决效果而且稳定性良好,是一种推荐的方案。由于此方案应用较多,因此在这里需要展开一下。
关于行进速度和旋转速度,以下表格中是本人做的一个实验,规律不是特别明显,但也有个大致的规律,可以为实际运用指引一个方向作为参考。
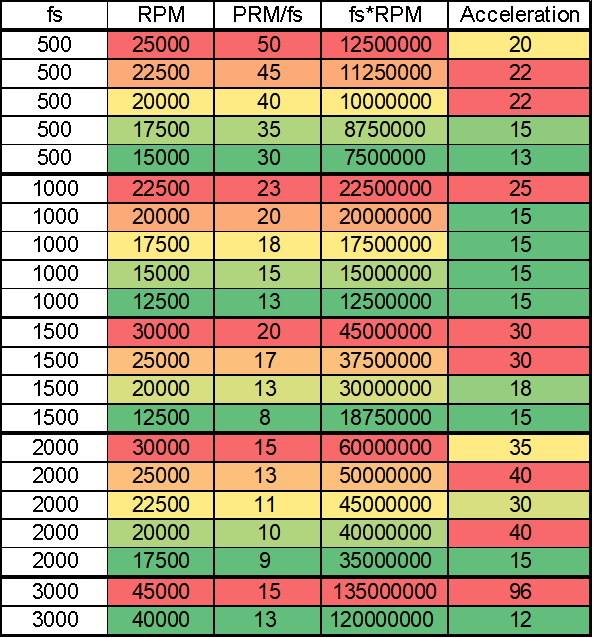
备注与小结:
1)fs:为forward speed行进速度,单位:毫米/分。RPM: Revolution per minute旋转速度,单位:转/分。Acceleration:加速度,单位:g。实验是在一个离线式分板机进行,铣刀为一个直径2.4毫米的进口低振动版本铣刀。
2)从实验结果来看,行进速度和旋转速度与振动加速度没有线性关系,也有规律也不是特别明显。但是为了应用,也可以总结一下大概的方向。因此使用中只是起一个方向指引的作用,非可以直接采用的规律。在运用中可以根据此规律来设计实验,并需要根据实际情况进行调试。
4.3减少振动对元器件的影响
实际应用当中,如果有条件的话可以从设计端入手来减少铣刀振动对元器件的影响,这无疑是个不错的选择。可以通过产品设计来使产品或元器件可以兼容在不同的机器,这样生产的灵活性强,工艺控制容易,质量可靠性高。
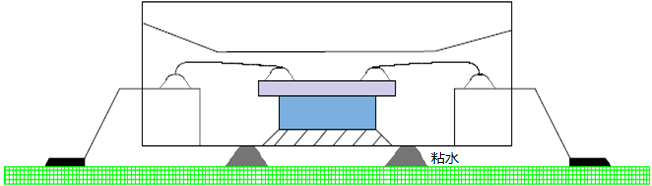
1)可以通过工艺端的设计,减少元器件受到振动的冲击。常见的是对产品加胶水来减振,一是元件底部加粘(如下图),二是元件周围加粘。
2)可以通过采用更牢固的元器件来抵抗分板振动造成的影响,如更粗、更厚的引线,或者改变引线结构避免直接振动,IC中芯片焊线贴近内部部件平面等(如下图)。
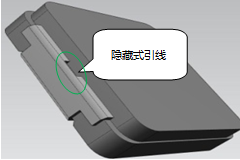
备注:此引线隐藏在元件本体中,与本体融为一体,与“2.2 常见失效元器件类型”中振动敏感元器件的两个共同特点都不符合,因此不属于振动敏感元器件的范畴,或者说属于“非振动敏感元器件”。
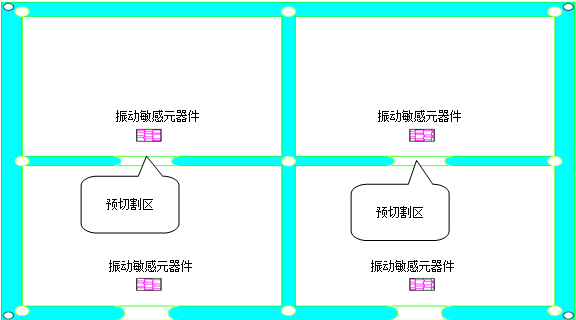
3)可以通过使用产品预切割,把离振动敏感元器件近的切割区域在PCB来料时进行预切割,这样在振动敏感元器件组装后此区域就不需要分板了,对振动敏感元器件的振动冲击就可以大大减少了,这是一个可行性相对较高的方案,效果也相当好且稳定。
审核编辑:刘清
-
pcb
+关注
关注
4421文章
24024浏览量
427013 -
元器件
+关注
关注
113文章
5066浏览量
100640
原文标题:初窥分板工艺振动失效产生的原因及对策
文章出处:【微信号:actSMTC,微信公众号:actSMTC】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
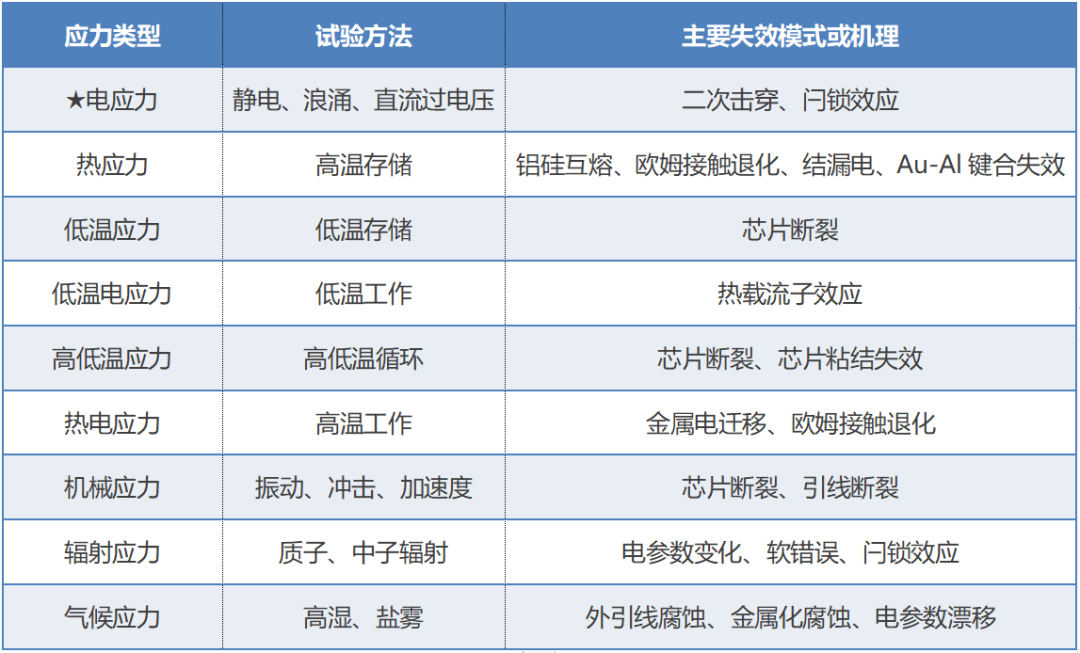
保护器件过电应力失效机理和失效现象浅析
电子元器件的失效原理
电子元器件失效的原因
元器件失效了怎么分析? 如何找到失效原因?
元器件失效机理有哪些?
低温对电子元器件影响是什么?电子元器件低温失效原因有哪些?
电子元器件失效的四个原因
电子元器件失效原因都有哪些?
电子元器件为什么会失效



评论