 要掌握的电烙铁和热风焊枪使用知识
要掌握的电烙铁和热风焊枪使用知识
用途与基本注意事项
电烙铁:是手工焊接、补焊、代换元器件的最常用工具之一。通常,焊接小型元器件是选择功率较小的电烙铁,如果需要大面积焊接或焊接尺寸较大的电气部件时,就要选择功率较大的电烙铁。在使用电烙铁时,要先对电烙铁进行预加热,在此过程中,最好将电烙铁放置到烙铁架上,以防发生烫伤或火灾事故。当电烙铁达到工作温度后,用右手握住电烙铁的握柄处,对需要焊接的部位进行焊接。在使用过程中要严格遵循操作规范,使用完毕后要将电烙铁放置于专用放置架上散热,并及时切断电源。注意远离易燃物,避免因烙铁的余温而造成烫伤或火灾事故。
热风焊机:是专门用来拆焊贴片元器件的设备,焊枪嘴可以根据贴片元器件的大小和外形进行更换。使用时,要注意焊枪嘴不要靠近人体或可燃物。打开热风焊机电源后,通过调整旋钮分别对风量和温度进行调节。风量和温度调节完毕后,等待几秒,待热风焊机预热完成后,将焊枪口垂直悬空放置于元器件引脚上,并来回移动进行均匀加热,知道引脚焊锡熔化。注意,风量和温度调节旋钮各有8个档位,通常将温度旋钮调至5~6档,风量调节旋钮调至1~2挡或4~5档。
分立元器件的热熔焊
关键:焊接之前需要对插接式电子元器件的引脚部分进行校直、清洁、弯折处理。

一手用镊子夹住元器件,另一手使用钢丝钳将元器件的引脚沿原角度拉直,不要出现凹凸不平的地方。
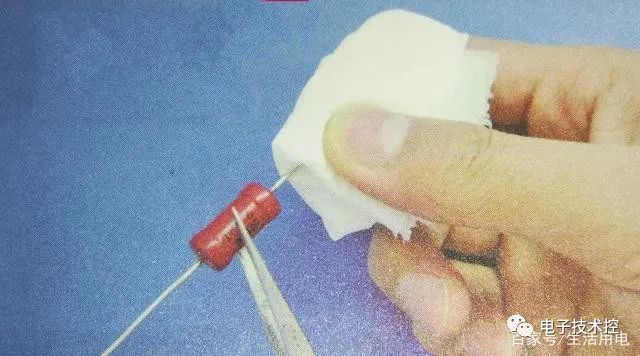
用蘸有酒精的软布擦拭引脚。
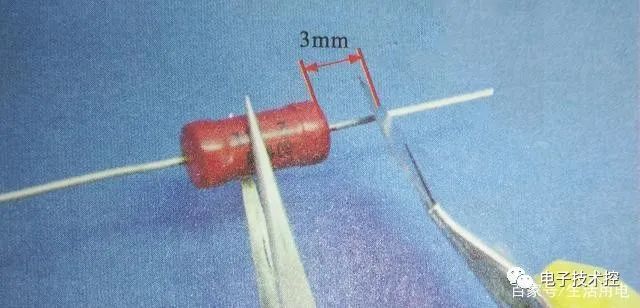
使用电工刀刮除引脚上的氧化层。
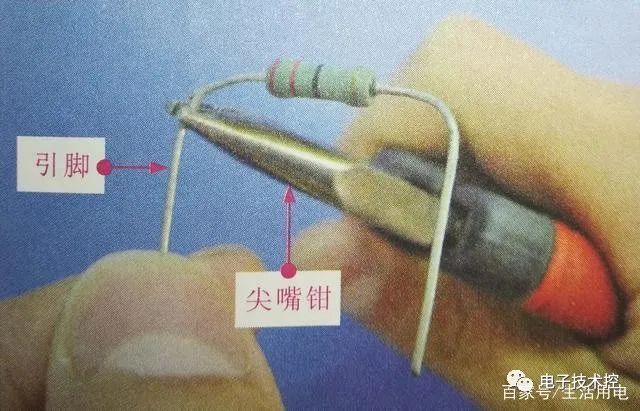
使用尖嘴钳对引脚需要弯折部分进行调整。

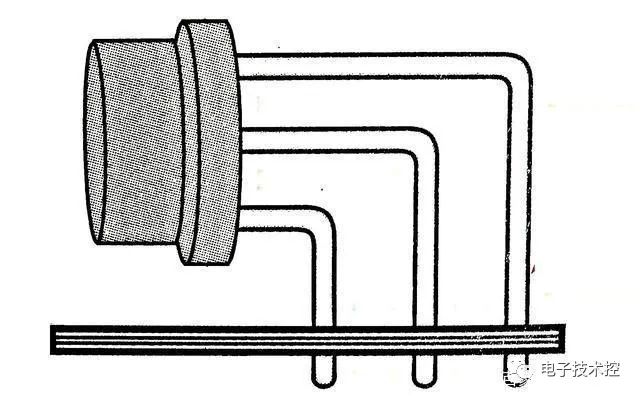
引脚处理完成后,使用镊子夹住元器件外壳,将引脚对应插到电路板的插孔中。

右手握电烙铁,左手拿焊锡丝,面部距电路板大约30cm。

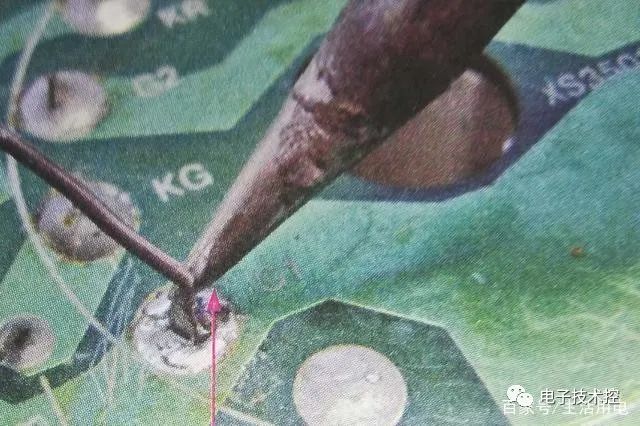
将烙铁头蘸取少量助焊剂,接触焊接点,使焊接部位均匀受热。然后将焊锡丝置于焊点部位,电烙铁将焊锡丝熔化并润湿焊点。
当熔化了一定量的焊锡后,将焊锡丝移开即可。当焊锡完全润湿焊点,覆盖范围达到要求后,即可移开电烙铁。移开电烙铁的方向应与电路板大致成45°夹角,移开速度不要太慢。
焊接知识细节:

三种握笔方式。
引脚折弯处理主要有立式跨接和卧式跨接两种形式,可根据两焊盘间跨接间距对引脚进行相应处理。
贴板安装就是使元器件与电路板间隔1mm左右,其具有稳定性好,插装简单等特点,但不利于散热,不适合高发热元器件的安装。
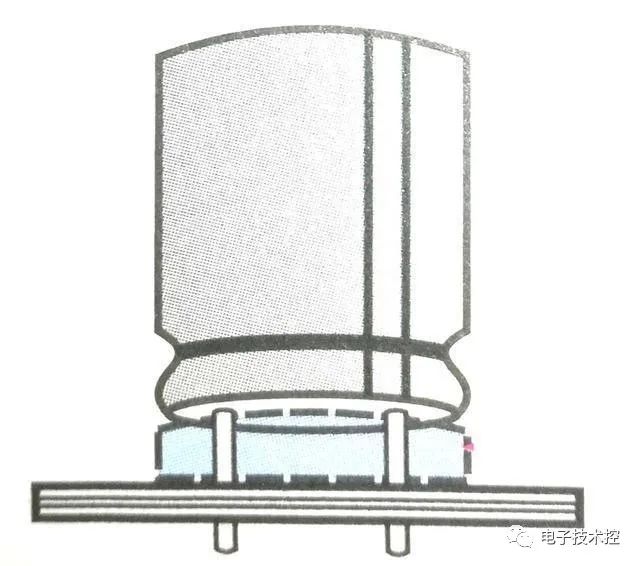
如元器件具有金属外壳,则应加装管套或在下方加垫绝缘衬垫,放置于印制线接触造成短路。
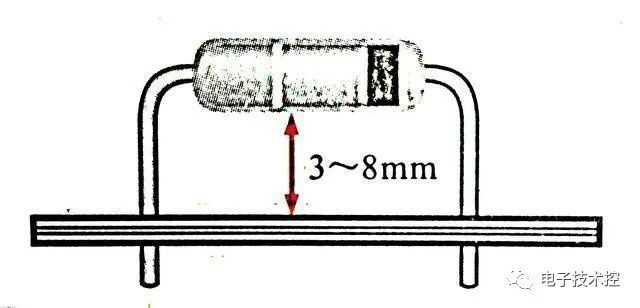
易发热的元器件和不耐热元器件一般都采用悬空安装,即将元器件课题在远离电路板3~8mm左右进行安装。
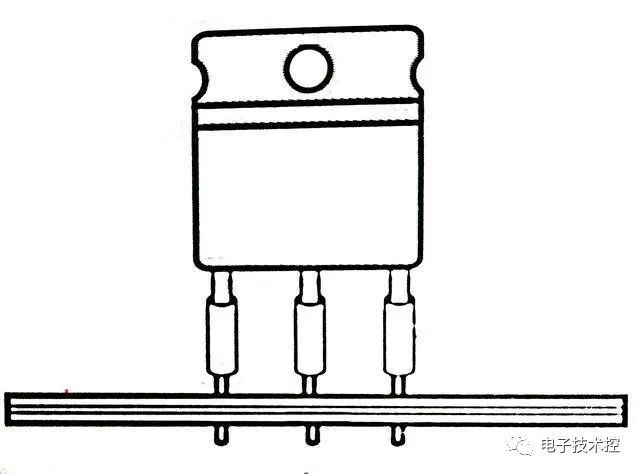
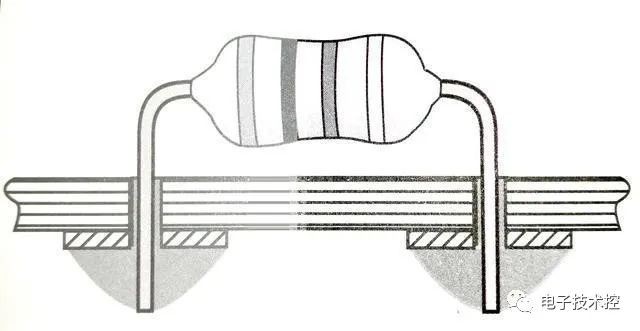
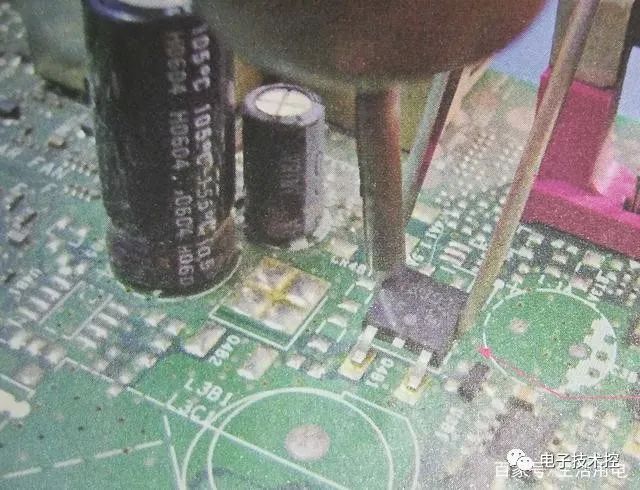
如上图,晶体管引脚进行套管处理,其作用是防止在焊接过程中大量的热量传递到元器件上。
为了缩小电路板的垂直空间或安装高度有特殊限制时,可以采用弯折安装,即将元器件引脚垂直插入电路板插孔后,壳体再朝水平方向弯曲,该种方式不适合重量较大的元器件使用。
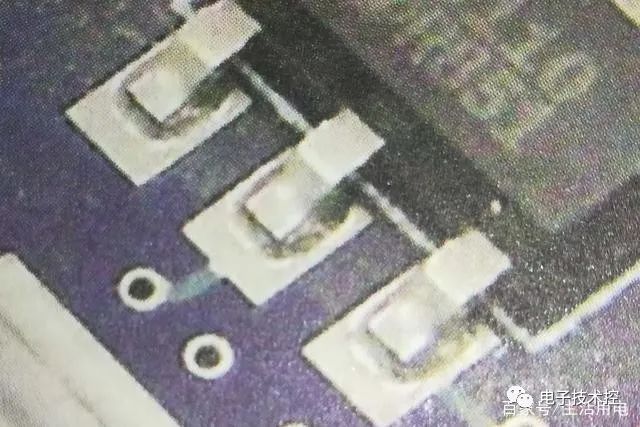
焊接良好的焊点,表面应光亮、均匀且干净清洁,不应有毛刺、空隙等瑕疵,焊料与被焊接金属界面上能形成牢固的合金层,能保证良好的导电性能,焊点也具备一定的机械强度。
贴片元器件的吹焊
贴片元器件与分立元器件的功能相同,但体积较小、集成度高。由于贴片元器件都采用自动化安装,因此其引脚都已标准化,焊接之前无需对引脚进行加工。普通贴片元器件多采用热风焊枪吹焊的方式。
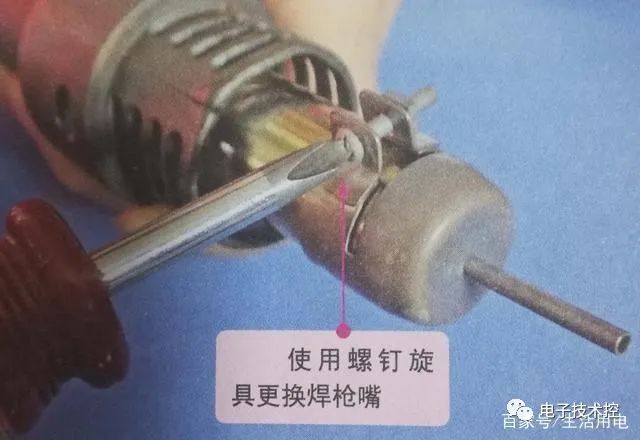
根据贴片元器件引脚的大小和形状,选择合适的焊枪嘴进行更换。

在焊接元器件的位置上涂上一层助焊剂,然后将元器件放置在规定位置上,可用镊子微调元器件的位置。若焊点的焊锡过少,可先熔化一些焊锡再涂抹助焊剂。

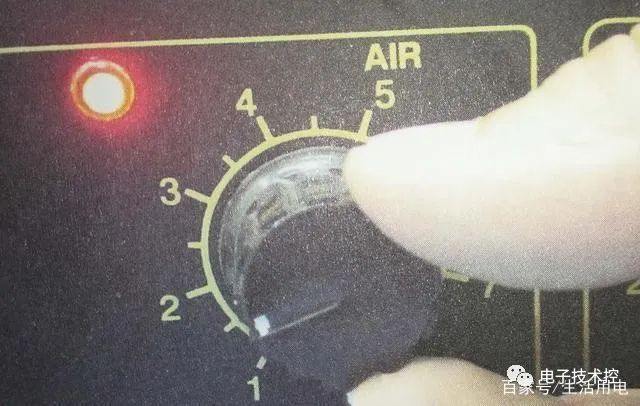
打开热风焊枪的电源开关,对焊枪的温度和风量进行调整。对于贴片元器件,选择较高的温度和较小的风量即可满足焊接要求。将温度调节旋钮调至5~6档,风量调节旋钮调至1~2档。
当热风焊枪预热完成后,将焊枪垂直悬空于引脚上方,对引脚进行加热,加热过程中,焊枪嘴在各引脚间作往复移动,均匀加热各引脚。当引脚焊料溶化后,先移开热风焊枪,待焊料凝固后,再移开镊子。
吹焊细节:

普通贴片元器件需要使用圆口焊枪嘴;贴片集成电路则需要使用方口焊枪嘴。
对于贴片元器件,焊点要保证平整,焊锡要适量,不要太多,以免出现连焊。
审核编辑 :李倩
-
电烙铁
+关注
关注
11文章
257浏览量
44584 -
焊接
+关注
关注
38文章
3262浏览量
60258 -
热风枪
+关注
关注
1文章
29浏览量
14357
原文标题:电路DiY,要掌握的电烙铁和热风焊枪使用知识
文章出处:【微信号:电子技术控,微信公众号:电子技术控】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐

电烙铁焊锡到底有没有毒
电烙铁焊接常见问题解决
电烙铁焊接流程详解
电烙铁焊接的常用技巧

PCB元件焊接的基本要点
电烙铁焊接注意事项有哪些
电烙铁焊接松香的作用 电烙铁焊接的五个步骤
电烙铁焊接的基本要领
电烙铁焊接的原理介绍
电烙铁焊接温度多少合适
便携式数显电烙铁内部结构与工作原理详解






 工商网监
工商网监
评论