 无线技术助力汽车装配生产线柔性生产
无线技术助力汽车装配生产线柔性生产
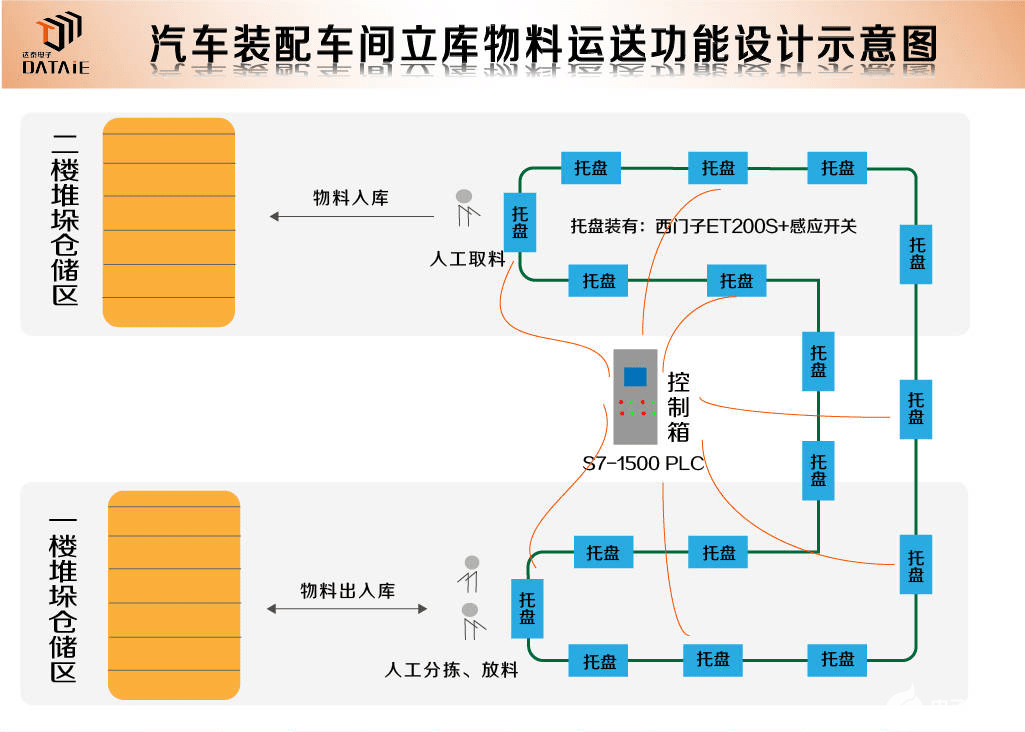
立体仓库主要通过检测、信息识别、控制、通信、监控调度、大屏显示及计算机管理等装置组成。完成仓库各设备连接无线化,可大幅减少网线布防成本,缩短生产线调度时间,实现汽车装配生产线的柔性生产,提高汽车装配生产的自动化水平。

比如,工厂装配车间的立库分为楼上楼下2个生产物流区,通过一条传送带由下往上运送物料,传送带上有17个托盘,每个托盘分别带有识别感应开关,分拣物料由人工来完成。由于传送带运送物料为持续移动装置,不方便布线,因此采用无线方式来实现就地控制柜与传输皮带上17个托盘之间的在线通讯要求,实现物料入库分拣可视化的柔性运输流程,从而提高工厂的物料出入库效率。
设计要求:
1.托盘是随传送带运动的一体化装置,每个托盘分别装有一块ET200S西门子I/O模块及传感器,用来判断托盘在特定位置的状态。
2.控制柜端S7-1500PLC控制传送带运行。
3.控制柜端S7-1500PLC可以分别和17个目标托盘实现数据交互,实时监测各托盘状态,实现1主17从组网无线通讯。
4.当托盘上的感应装置检测到达目标区域位置时,打开托盘,检测到人工取走物料后关闭托盘。
5.当托盘感应装置检测到异常情况,随即将信号发送给控制柜S7-1500PLC,从而控制传送带停止运行。
6.控制柜、传送带托盘距离50米-100米左右不等的距离,中间有料架或工位等隔档物。
无线解决方案:
这一套无线系统需要满足两个要求:保障各个托盘不论移动到哪里,都能够与距离100米左右的控制柜实现数据稳定交互;保障控制柜的指令处理能力及速度,不受从站设备数量增减的影响。以及在多台无线设备同时同区域工作时,不会出现互相干扰的情况。
考虑上述因素,可使用18块西门子PLC无线通讯终端DTD418MB,通过Rj45接口在Profinet协议下,完成控制柜内S7-1500 PLC与传送带托盘ET200S的无线数据交互工作。
无线通讯方案示意图 ▼
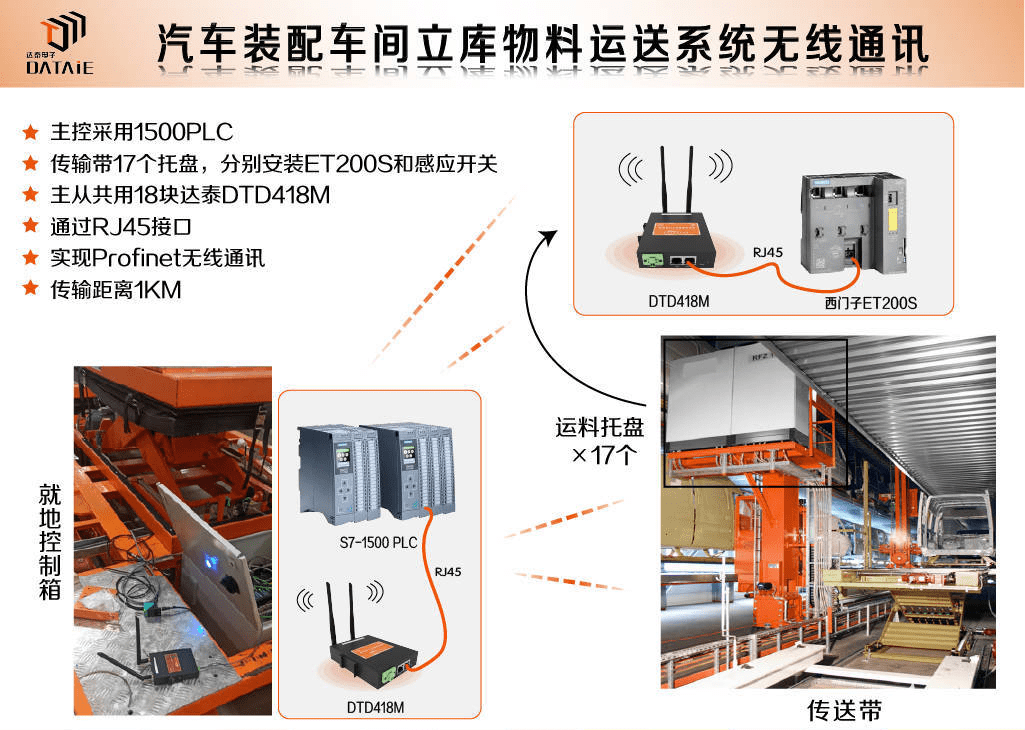
在控制柜S7-1500PLC及17个托盘的ET200S西门子I/O模块端分别安装一块达泰DTD418MB西门子PLC无线通讯终端,即可以实现控制柜与17个托盘之间物料运送信息无线传输。控制柜1500PLC实时检测接收到17个托盘中每个托盘在特定位置是否开关托盘,人工取走物料,完成送料任务;当托盘检测到异常信息发送给控制柜,控制柜根据异常情况判断是否继续进行送料或立即执行停止传送带运行。
无线方案优势:
物料运送可视化,提高生产效率:实时监控物料运送状态、优化物料流程,提升整体物料运送入库作业效率。
多个无线通讯终端同时使用,互不干扰:无线通讯终端的内部程序已将主、从设备区别开。从站设备之间地址不同,相同频段下也不会出现设备互相干扰的状况。
高速方案设定,自动化指令响应:采用Profinet高速协议,系统设定逻辑自动判定,迅速响应处理不同从站指令。
安装简便,接线即用:可以直接代替有线以太网线,兼容主流PLC通讯协议。通电接线即可使用,不需要编程,电工就可以安装。
独立组网,无运行费用:该设备采用全数字无线加密传输方式,不依赖云平台或厂区局域网搭建,属于无线自组网通讯方式,后期无运行费用。
审核编辑黄宇
-
以太网
+关注
关注
40文章
5427浏览量
171776 -
plc
+关注
关注
5012文章
13304浏览量
463542 -
无线通讯
+关注
关注
5文章
584浏览量
40097 -
Profinet
+关注
关注
6文章
1184浏览量
23421
发布评论请先 登录
相关推荐
适用比亚迪汽车生产线的RFID高频读写器
电池自动生产线:智能制造的典范

【技术突破】MT6701磁编码IC车机ECU自动化测试生产线
焊接生产线由哪些部分组成
智能引领未来:高效电池自动生产线助力绿色能源发展
汽车电池生产线:引领电动时代的核心驱动力
柔性自动化生产技术有哪些_柔性自动化生产线的工作原理
泰来三维| 三维扫描在汽车工厂生产改造中的应用
【200个电机驱动】如何快速搭建柔性自动生产线?

探索未来制造业的无限可能:柔性化生产线引领行业新潮流

可重构柔性装配产线整体解决方案,智能化生产转型的引领者

三星显示斥资打造全球首条8.6代IT OLED生产线
挖掘机生产装配线无线通讯应用





 工商网监
工商网监
评论