 BOSCH中频焊接控制器的控制方法
BOSCH中频焊接控制器的控制方法
电极维修(铣削)
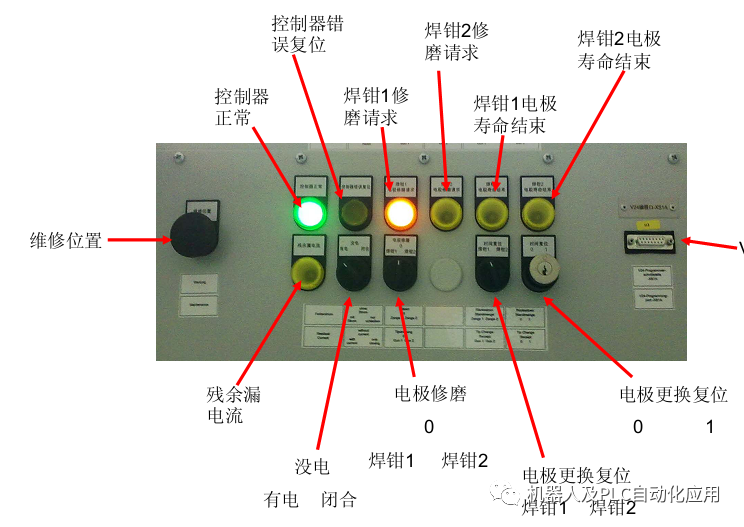

当控制器发出修磨请求时,除了可以在操作面板上进行复位还可以直接从焊钳按钮进行复位.

当控制器发出修磨请求时,选中修磨程序并同时按下启动按钮,执行完修磨程序以后,修磨请求信号会自动复位。
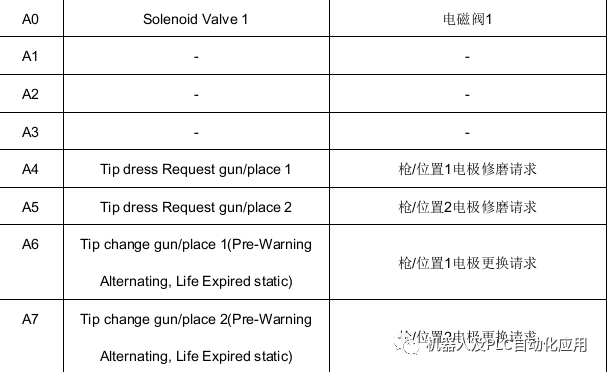
枪1枪2有独立的状态输出信号。
当焊钳处于寿命预警状态,输出信号“焊钳电极更换“输出发出脉冲信号 .
当焊钳处于寿命到达状态,输出信号“焊钳电极更换“输出保持高电平.
当焊钳处于修磨预警状态,输出信号“焊钳修磨请求“输出保持高电平 .
输入信号“焊钳1电极已修磨”与“焊钳1电极已更换”关联到当前焊钳1代码所指向的电极号.
输入信号“焊钳2电极已修磨”与“焊钳2电极已更换”关联到当前焊钳2代码所指向的电极号.
“电极已修磨“,”电极已更换“ 均有对应的输入信号.
程序代码1-4所指向的电极均适用于以上规则。
电极分配
默认电极分配如下:
程序1-4,11-14,21-24,31-34,5使用1号电极 .
程序6-9,16-19,26-29,36-39,10使用2号电极 .
风扇
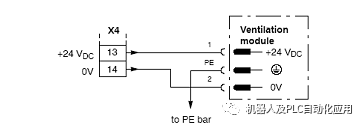
风扇电源由X4/13-14供给
当散热片温度大于等于55度时,风扇运转
当散热片温度小于等于55度时,风扇停转
风扇正常位于面板的后面,强制冷却的风冷却散热片,最大输出功率为2A。
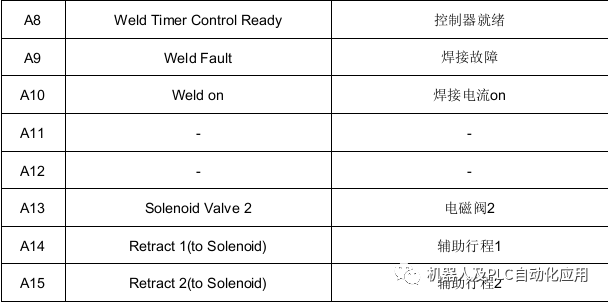
阀的工作状态

复位: 输出“电磁阀X”为低电平,输出“辅助行程X”为低电平 .
在“启动X”发出后,程序执行过程中,输出“电磁阀X”为高电平,输出“辅助行程X”为高电平 .
此时更改“辅助行程X”状态不影响程序执行.
在程序执行完成后,输入“辅助行程X”为高电平时,输出“辅助行程X”也为高电平 .
输入“辅助行程X”为低电平时,输出“辅助行程X”也为低电平.
当“辅助行程X”为低电平时,“启动X”无法被执行。
维修位置

当输入“维修位置”为高电平,焊钳会处于大开状态并无法动作。
当焊钳处于焊接状态,该输入变为高电平会使焊接中止
当焊钳处于非焊接状态,该输入为高电平,输入信号“辅助行程”与“启动”将会无效。
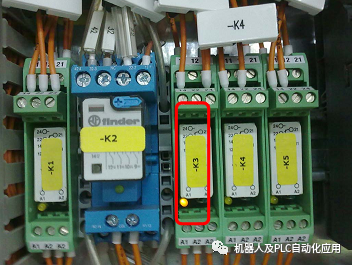
维修位置按钮拔出,此时控制柜处于正常状态,在输入端口E03=1 。当需要维修位置功能时,按下维修位置按钮,E03=0 ,控制柜中的K3继电器上的灯灭,焊钳进入大张口状态,辅助行程气缸电磁阀失电。此时无论是辅助行程按钮还是启动按钮都不起任何作用。
审核编辑:刘清
-
继电器
+关注
关注
132文章
5334浏览量
148888 -
控制器
+关注
关注
112文章
16356浏览量
177998 -
脉冲信号
+关注
关注
6文章
399浏览量
36969 -
高电平
+关注
关注
6文章
149浏览量
21381
原文标题:BOSCH中频焊接控制器的控制
文章出处:【微信号:gh_a8b121171b08,微信公众号:机器人及PLC自动化应用】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
HMKDZN-500型智能焊接控制器综述
电伺服焊接控制器握手程序用法分析

GetControllerInstance()方法控制器注入
关于BOSCH中频焊接控制器的控制
BOSCH焊接控器手动焊钳控制的温度传感器连接故障分析

焊接变形的控制方法介绍
逆变直流焊接控制器:创新技术在焊接行业的高效应用探索
直流变频焊接控制器:先进技术在焊接领域的革新应用探索
恒流恒压焊接控制器的精准应用与优势分析
精密逆变焊接控制器的创新应用与未来发展
恒功率脉冲焊接控制器的创新应用与优势分析






 工商网监
工商网监
评论