 连续激光焊接机的保护气对焊缝形状的影响
连续激光焊接机的保护气对焊缝形状的影响
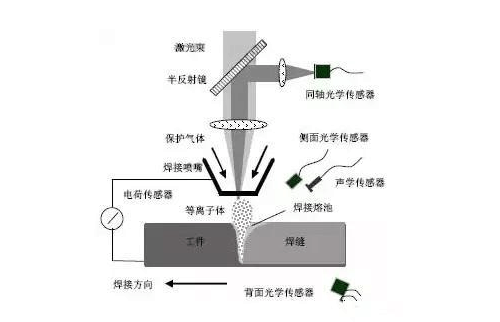
连续脉冲激光焊接机是利用高能激光束作为热源照射到工件表面,从而使工件熔化并连接,实现优良的焊接接头。在高功率激光焊接过程中,激光照射到材料表面使工件熔化,但高温同时伴随着金属的气化,形成金属蒸汽等离子体。形成的金属蒸汽等会对激光有吸收、折射和反射的作用,使实际到达工件表面的能量减弱,影响熔池的稳定。
所以焊接过程中需要吹电离能较大的保护气体抑制等离子体的产生,同时,保护气在焊接过程中还具有隔绝空气的作用,使熔池不被氧化;也可以减小焊接飞溅,使焊缝表面均匀光滑。
为什么需要保护气?
1、可保护聚焦透镜免受金属蒸气污染和液体熔滴的溅射
保护气体可以保护激光焊接机聚焦透镜免受金属蒸气污染和液体熔滴的溅射,特别在高功率焊接时,由于其喷出物变得非常有力,此时保护透镜则更为必要。
2、保护气体对驱散高功率激光焊接产生的等离子屏蔽很有效
金属蒸气吸收激光束电离成等离子云,金属蒸气周围的保护气体也会因受热而电离。如果等离子体存在过多,激光束在某种程度上被等离子体消耗。等离子体作为第二种能量存在于工作表面,使得熔深变浅、焊接熔池表面变宽。通过增加电子与离子和中性原子三体碰撞来增加电子的复合速率,以降低等离子体中的电子密度。中性原子越轻,碰撞频率越高,复合速率越高;另一方面,只有电离能高的保护气体,才不致因气体本身的电离而增加电子密度。
3、保护气体可使工件在焊接过程中免受氧化
激光焊接机必须使用一种气体进行保护,而且程序要设定成先出保护气体再出激光的方式,防止在连续加工时,脉冲激光出现氧化的现象。而惰性气体可以保护熔池,当某些材料焊接可不计较表面氧化时则也可不考虑保护,但对大多数应用场合则常使用氦、氩、氮等气体作保护,使工件在焊接过程中免受氧化。
保护气对焊缝形貌的影响
除了根据焊接材料选择合适的保护气外,研究保护气的吹气角度、方向、流量等参数对焊缝形貌的影响十分必要。下面我们基于相同的焊接条件下,研究保护气不同吹气角度对焊缝的影响。
通过实验测试,控制吹气其他变量相同的情况下,在不同流量大小时对焊缝形貌的影响趋势相同,只是流量越大,对焊缝熔深影响越明显,对焊缝表面及下部熔宽影响不大,因此,在保护气流量为5L/min的情况下且控制其他变量的条件下,仅变更吹气角度,进行吹气角度的研究,测试结果如图1,焊缝形貌横截面金相图如图2。
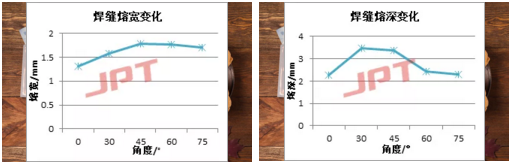
图1 不同吹气方式对焊缝熔深、熔宽的影响
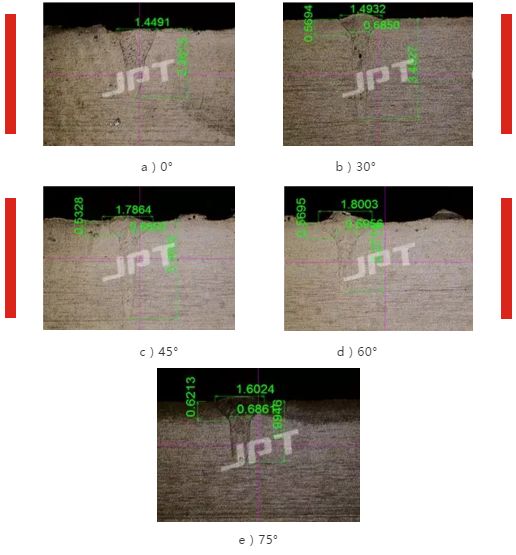
图2 不同吹气角度时的焊缝形貌
通过实验数据看出,焊缝熔深随着吹气角度的增大先增大,后减小,在0°或大于45°时,熔深都快速减小,当吹气角度为30°时,焊缝熔深达到最大。
焊缝熔宽由等离子体对激光的衰减和气流对熔池的作用共同决定,在吹气角度为0°时,熔宽最小;随吹气角度增大,熔宽增大,当角度大于45°时,熔宽变化不大。
审核编辑:汤梓红
-
激光
+关注
关注
19文章
3311浏览量
65129 -
焊缝
+关注
关注
1文章
98浏览量
13071 -
激光焊接机
+关注
关注
1文章
373浏览量
10914
发布评论请先 登录
相关推荐
如何选择一款适合自己的激光焊接机

多型号电池盖帽焊接激光焊接机,电池镍片激光焊接机


电池电容光纤激光焊接机

焊接机器人焊缝寻位跟踪系统的作用

一机顶百工:光纤平台激光焊接机应用和效率大揭秘
无锡手持激光焊接机本地厂家哪家好?
激光焊接机在塑料领域的应用

激光焊接机影响焊接质量的要素

手持激光焊接机常见故障及处理方法







 工商网监
工商网监
评论