 探索空调技术之四通阀更换流程探讨
探索空调技术之四通阀更换流程探讨
四通阀是空调常见的器件,在维修更换时,如何避免烧坏滑块导致不换向?欢迎大家发表意见,分享更多的好技巧。
一、更换步骤
1、排放空调内制冷剂
家用空调常见是直接排放,如是可燃制冷剂一定注意防火及静电,排放速度不宜过快,系统堵的情况建议使用专业的排放钳。商用空调冷媒量比较大,可用专业的回收机回收。
2、抽真空(一位资深的售后工程师建议)
因为系统管路的冷媒虽然放了,但内部还有少量油与冷媒残留物,如果没有这一步骤,焊接时可能有刺鼻的有毒气体或突然喷火的风险。
3、拆下影响四通阀更换的部件
将接线板、电气盒、侧板、四通阀线圈、电气元器件等等拆下或挪开,避免影响操作安全。
4、取下四通阀
如保内需要退旧件需要用湿布包好四通阀,避免烧坏阀体。有的兄弟说先拆下面并排ESC三根管,这样会起到一个支撑的作用,再焊开上面的D管(排气)。
5、安装四通阀阀体
首先包好湿布保护好阀体(有些兄弟说用湿纸巾或卫生巾包更好,可以塞到毛细管的缝隙中),先焊接D管,应为能起到支撑作用,且容易调整,注意过程中不能有水滴到管路系统内。遇到大机子中间的管不好焊接时,可拆下部分连接管,泡在水中焊好后再接上(泡在水里焊接对阀块最有保障)。因焊接时倒焊,焊接技术有较高要求,有兄弟说可以倾斜或将机子倒过来焊。这个大家可以讨论一下?
6、检漏
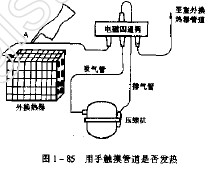
捡漏方法:外机系统加制冷剂气体, 再找一块毛巾淋湿, 倒上洗洁精并揉出泡沫, 重点涂在四通阀根部的管口。(据了解实际维修都没做捡漏)
7、机器复原
将室外机电控盒、线圈、连接线等等安装恢复至原位置。
8、抽真空定量加制冷剂(略)。
二、厂家生产工艺要求(仅供参考)
1、加热方式
焊接时火焰加热位置是外配管红热长度不小于配管长度的90%,内配管的红热长度约3~5mm,加热的过程中焊枪在需要加热部位来回摆动,不得定点加热、外配管温度不低于内配管。
2、加入钎料
加入钎料时,必须从火焰加热方向的背面添加焊料,焊料必须是由铜管烫熔,自然流开并填充焊缝。
3、质量要求
在焊缝的表面光滑,无大的焊瘤,无裂纹、气孔、砂眼、未熔合、烧伤、等焊接缺陷,焊缝的内部配接管之间的缝隙内,焊料渗进深度均在配管深度的60%以上。
4、焊接顺序
在焊接四通阀组件三管端时,焊接顺序应该是焊接前一个焊点的同时预热下一个焊点,不允许焊接下一个焊点时对上一个焊点保温或继续加热。
编辑:黄飞
-
空调
+关注
关注
11文章
1228浏览量
58586 -
元器件
+关注
关注
112文章
4716浏览量
92308
原文标题:四通阀更换流程探讨
文章出处:【微信号:阿理支持连,微信公众号:阿理支持连】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐

花三分全面了解,换流阀自动化检测技术在实际中的应用
空调节流阀的作用
如何保证空调器四通阀正常工作呢?
家用空气能热水器出现四通阀换向异常怎么办
探索空调技术:截止阀焊接时需要降温吗?

膨胀阀、四通阀、截止阀结构、工作原理、常见故障





 工商网监
工商网监
评论