 有关机器视觉的四个真相,你知道几个?
有关机器视觉的四个真相,你知道几个?
在人们从自然界获取的各种信息中,视觉获取量最高,约占总信息量的80%。随着信息技术的发展,人类的视觉功能逐步被赋予计算机、机器人或其他智能机器。目前正处在行业风口的机器视觉就是这样一种技术,它通过图像处理实现自动检测和分析应用,包括自动检测、过程控制和机器人导航等。目前,机器视觉(MV)技术已经实现产品化。视觉传感器、镜头、高速相机、光源、视觉软件、图像采集卡、视觉处理器等都变得越来越完善。在工业自动化环境中,机器视觉越来越受到行业的关注,并被大量用于诸如自动驾驶汽车、食品生产、包装和物流、机器人和无人机等。
当提到机器视觉时,技术人员可能会很多理解,本文尝试着从四个方面逐一解释有关机器视觉应了解的真相。
真相一:机器视觉≠计算机视觉
机器视觉是一种通过光学设备和非接触传感器自动接收和处理真实物体图像的设备,以获取所需信息或控制机器人的运动。自20世纪50年代开始运行,从1980年到1990年,这项技术真正开始起飞并逐渐普及。经过数十年的发展,机器视觉已经为它是什么以及它是如何工作的积累了各种定义。
自动化成像协会(AIA)给出了一个更具广义意味的定义,即:机器视觉包括所有工业和非工业应用,其中硬件和软件的组合为设备执行基于图像捕获和处理的功能提供操作指导。而SearchEnterpriseAI则给出了机器视觉的狭义定义,将其称之为“计算机的视觉能力”,该系统使用一个或多个摄像机、模数转换(ADC)和数字信号处理 (DSP),将产生的数据传输到计算机或机器人控制器。
在实际应用中,机器视觉通常需要与其他先进的技术协同工作,包括自然语言处理、机器人过程自动化 (RPA)、人工智能(AI)和机器学习(ML)等,以实现自动化所需的“视觉”功能。你可以把机器视觉看作是自动化的眼睛,AI和ML是大脑,RPA提供了完成工作所需的“键盘手”。近年来,自动化的采用速度不断加快,这对企业保持行业竞争力至关重要。如果把自动化想象成"数字化员工"在工作,假如不增加机器视觉,那么所有这些"数字化员工"都会处于失明状态。
计算机视觉也是近年来的行业大热门,那么它与机器视觉又有什么关联呢?宏观来讲,机器视觉是一种以新的方式与现有技术集成并应用于解决现实世界问题的技术能力,是一门系统工程学科。而计算机视觉是计算机科学的一种形式,不是通过固定在机器人上的视觉设备如摄像头等有形硬件来实现的。
更具体来说,机器视觉是一个系统的主体,而计算机视觉是系统的智能,是处理信息的大脑。没有计算机视觉,机器视觉将无法工作。机器学习、深度学习和神经网络是通过机器视觉系统以更快的速度处理项目的三种技术。这三种技术可用于扩大机器视觉对要定位的内容的理解,使其成为机器视觉的宝贵资产。随着计算机视觉技术的进步,机器视觉潜在应用的可能性也相应增加。
值得注意的是,机器视觉与图像处理同样是两个不同的概念,图像处理是一个输出图像的过程,而机器视觉系统可以检测和分类广泛行业中的各种物体和项目,包括汽车、电子和半导体、食品和饮料、道路和车辆交通或智能运输系统 (ITS)、医疗成像、包装、标签和印刷、制药、电视广播等,基于机器视觉的技术正在成为自动化创建的核心。
真相二:硬件和软件的发展促成了机器视觉的进步
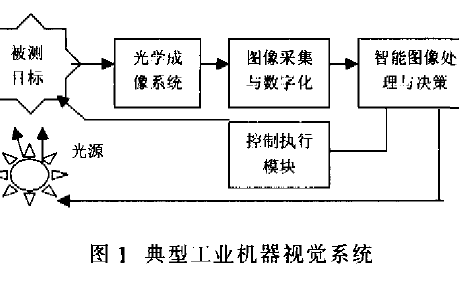
机器视觉是工业自动化的眼睛。其主要工作流程是:系统通过机器视觉产品(如摄像头、CMOS或CCD)将拍摄的目标转换为图像信号,然后将图像信号传输到专用图像处理系统。根据像素分布、亮度和颜色等信息,再将图像信号转换为数字化信号,最终使机器(机器人或其他工业工具)能够完成制造和质量验证等工业任务。
机器视觉是工业4.0的关键要素,它正以多种方式帮助工业自动化系统,例如通过改善库存、检测故障产品和提高制造质量来提高效率。若要准确地模拟人类的感知,机器视觉需要一系列设备和软件的帮助。而这些软硬件技术的不断发展进一步推动了机器视觉技术的演进。
#01 智能摄像头
摄像头(camera)是机器视觉系统中检查物体或物品的主要设备。有时,一个特定的检查点可能需要安装多个摄像头,以确保可以正确检查每一个细节。当机器视觉系统需要从图像中捕获和提取特定应用程序的信息时,这时就需要智能摄像头的支持。智能摄像头通常包含所有必要的通信接口,并可连接到Wi-Fi或服务器,以便传输捕获的图像数据。作为一种强大工具,深度学习能使系统设计师快速实现复杂且主观决策的自动化,同时有效提高产品质量和产能。由Teledyne Flir公司提供的FLIR Firefly DL摄像头,内建的深度学习推断使得该产品不再需要任务分类的主机系统,大大降低了系统的成本和复杂性。Firefly DL摄像头尺寸小巧、重量轻且功耗低,非常适合嵌入移动、桌面和手持系统。
- 图1: Teledyne公司FLIR Firefly DL摄像头具有尺寸小巧、功耗低等特点* (图源:Teledyne)
Omron Industrial Automation公司的S133 UVC彩色CMOS摄像头同样是一款智能摄像头产品,它内置CMOS传感器,采用超紧凑结构,即插即用,是寻找具有机器视觉功能摄像头的理想选择。由于使用方便,S133 UVC彩色CMOS摄像头深受工业/机器视觉应用、汽车、生命科学等领域的欢迎。
#02 3D摄像头
3D摄像头可以在图像中显示被检测物的深度,以显示图像的不同角度。通过在机器视觉系统中使用3D摄像头,将带来不同的视角和深度感知。飞行时间(ToF)摄像头是使用飞行时间原理测量距离的3D摄像头。ToF成像技术允许它在不扫描物体的情况下进行3D成像,该技术通常可覆盖几米到约40米的距离,每秒最多100张图像,距离分辨率约为5到10毫米,横向分辨率约为200 x 200。
历史上,因对ToF的准确性存在一些质疑,人们通常将其视为精度较低的3D传感技术。当然,近些年很多头部企业已经开发出高达130万像素的高分辨率产品,用于机器视觉系统的高精度ToF摄像头能显著提高生产的灵活性和自动化程度。索尼公司的IMX556 DepthSense ToF传感器采用CAPD和背面照明(BSI)技术,与市场上现有的ToF解决方案相比,能够提供精确到毫米的精度,在6米工作距离下,以30fps的速度提供640 x 480的分辨率。
- 图3: 索尼IMX556 DepthSense ToF传感器能够更可靠地以3D格式,更详细更快速的帧率重建被测物体* (图源:Sony)
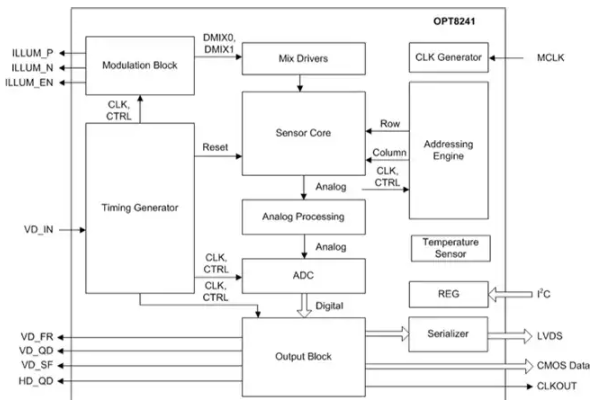
Texas Instruments的OPT8241飞行时间 (ToF) 传感器,将ToF传感与模数转换器和可编程定时发生器(TG)相结合,该器件能以高达150帧/秒的帧速率提供320 x 240分辨率的图像。内置的TG可控制复位、调制和读出数字化序列。同时,TG具备可编程性,可灵活优化各项深度感知性能指标,例如功率、运动稳健性、信噪比和环境消除等。
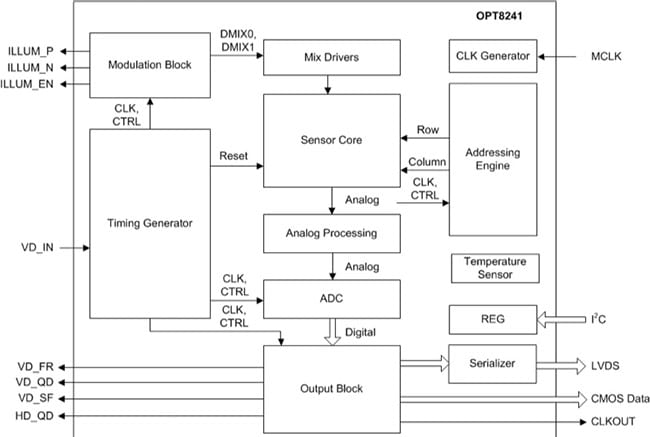
- 图4: TI公司OPT8241 ToF传感器系统框图* (图源:TI)
#03 视觉传感器
视觉传感器是机器视觉系统的核心,是最大化环境特性的来源,其核心设备是CCD、CMOS等图像传感器。这些分辨率较高的视觉传感器通常能够生成包含更多像素的图像,非常有助于提高图像质量,更容易识别视觉细节。
长期以来,CCD传感器是捕获高质量、低噪声图像的主流技术。但是CCD传感器的制造成本很高,因此价格普遍较高,功耗也要比CMOS传感器高很多。如今,CMOS传感器技术已经发展到可以快速接近CCD技术的质量和功能,并且价格更低,体积更小,功耗更低。CMOS相机的帧速率通常要高于CCD相机,对于那些依赖实时图像处理进行自动化或图像数据分析的机器视觉系统而言,此功能至关重要。另外,CMOS传感器比CCD传感器对红外波长更敏感,CMOS芯片和相机制造商利用这一优势可捕获红外线,为图像识别提供了额外的成像能力。两相权衡,CMOS传感器可能更加适合机器视觉应用。
安森美(onsemi)是一款1/3英寸CMOS数字图像传感器,有源像素阵列为1280H x 960V,使用滚动快门读数捕获图像。该产品包括复杂的相机功能,如自动曝光控制,窗口,以及视频和单帧模式。AR0130能够拍摄非常清晰的数字图像,并且能够捕获连续视频和单帧,尤其适合高性能机器视觉应用。
#04 光源
作为一种辅助成像设备,光源对成像质量往往起到至关重要的作用。以LED照明产品为例,它们具有更高的灵活性,具有可调角度和附加波长,更一致的光谱响应。市场上有多种波长和形状的光源可供选择,产品的选择并不难。
#05 图像采集卡
图像采集卡通常以电脑插卡的形式存在,它的主要工作是将图像输出传送到计算机主机。图像采集卡需要将来自相机的模拟或数字信号转换为特定格式的图像数据流,还可以控制相机的一些参数,例如触发信号、曝光/积分时间、快门速度等。图像采集卡通常针对不同类型的相机具有不同的硬件结构,同时也具有不同的总线形式,如PCI、PCI64、Compact PCI、PC104、ISA等。
#06 视觉处理软件
机器视觉软件用于完成输入图像数据的处理,然后通过一定的计算就可以得到需要的结果。通用机器视觉软件以C/C++图像库、ActiveX控件和基于图形的编程环境等形式出现,可以专用,例如仅用于LCD检测、BGA检测、模板对齐等,或通用,包括定位、测量、条形码/字符识别、斑点检测等。
真相三:机器视觉市场发展迅速,汽车行业功不可没
机器视觉在自动化方面的价值在于它能够快速高效地捕获和处理大量文档、图像和视频,其数量和速度远远超过人类的能力。
广阔的应用前景和巨大的市场潜力决定了机器视觉必将是一个不断增长的市场,Markets and Markets的数据表明,机器视觉的市场规模预计将从2020年的107亿美元增长到2025年的147亿美元,复合年增长率为6.5%。
根据grand view research的数据,2021年,全球机器视觉市场规模为132.3亿,预计2022年至2030年将以7.7%的复合年增长率(CAGR)增长。汽车、食品和饮料、制药和化工以及包装领域对视觉引导机器人系统的需求是推动市场增长的主要动力。其中,汽车行业依然是全球最大的机器视觉系统采用者,在2021年,来自汽车行业的收入份额超过了15.0%,预计未来几年仍将继续稳步增长。
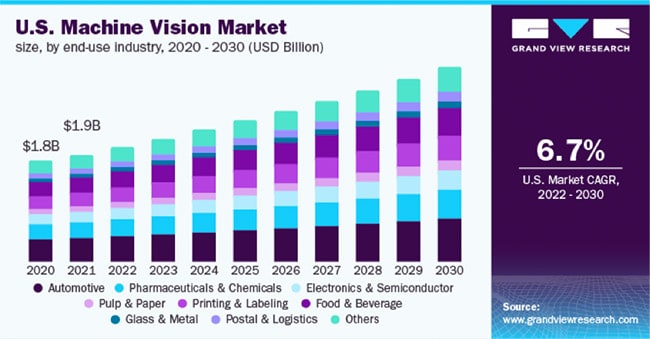
- 图5: 按照行业划分,2020年--2030年美国机器视觉市场发展趋势* (图源:grand view research)
真相四:机器视觉在机器人应用中将大显身手
在市场范围和应用方面,机器视觉有很多机会可以扩展。这些机会需要一些想象力,这意味着机器视觉不仅仅是取代技术人员的眼睛,而是充分利用机器人完成技术人员无法完成的任务。机器视觉使得机器人拥有实时、高细节地“看到”的能力,它允许机器人根据对象或环境的综合视图做出决策。如今,机器人在世界上的使用越来越多。当机器人配备机器视觉时,会给它们带来更高的精确度、方向感和理解力,能够更准确地抓取物品,以更高的精度放置物品,并更快地执行更复杂的任务。
机器视觉在机器人应用中正变得越来越重要,根据自动化促进协会(A3)最近的一份报告,与2020年相比,机器人和机器视觉市场在2021年第二季度取得了实质性增长。工业机器人已经被广泛使用,随着协作机器人的出现和3D机器视觉的快速发展,它们将被更多地结合使用。
机器视觉体现的是一种技术能力,自动化、机器学习、深度学习和神经网络等其他能力也是如此。这是一种可以集成到其他技术和流程中的能力,用以造福行业并提高业务效率。现在的机器人已经越来越多地内置机器视觉,机器视觉使机器人能够执行更复杂的任务。如果没有机器视觉告诉机器人物品的确切位置,这些任务是不可能完成的。机器视觉是释放自动化全部潜力的关键,为智能自动化添加了更多智能。
审核编辑 黄宇
-
传感器
+关注
关注
2548文章
50647浏览量
751785 -
机器人
+关注
关注
210文章
28187浏览量
206424 -
摄像头
+关注
关注
59文章
4807浏览量
95392 -
机器视觉
+关注
关注
161文章
4340浏览量
120085 -
AI
+关注
关注
87文章
30084浏览量
268348
发布评论请先 登录
相关推荐
机器视觉印刷质量检测,断线,污点,印刷倾斜度
基于机器视觉技术的农业自动化生产应用
HAHN集团从美国Rethink公司收购相关机器人技术
机器视觉的关键技术与应用实例详细分析
机器学习这四个东西你知道几个?
东京展开防疫相关机器人的展示实验
热电偶基本定律有四个,你都知道是哪些吗?资料下载

从四个方面解释有关机器视觉应了解的真相
有关机器视觉的四个真相,你知道几个





 工商网监
工商网监
评论