 影响电池包气密性的关键因素及改善要点
影响电池包气密性的关键因素及改善要点
1影响电池包气密性的因素
1.1碳素钢钣金箱体
一般而言,碳素钢钣金箱体采用钣金冲压成零部件后,直接进行拼接,再进行点焊成型。 在焊接时,首先要控制焊接电流大小,防止焊穿或漏焊。
其次,在箱体焊接成型后,要进行整形处理,特别是要求箱体密封面平整、无毛刺。 再次,是要保持接插件安装面的漆膜表面粗糙度。 为了验证漆膜表面粗糙度对气密性的影响,设计了以下试验(图1)。

在同样的试验设备及试验条件下,准备体积为0.5 m^3 的密闭试验箱、转接板(3个)、接插件、防爆透气阀和充气软管。 具体试验过程如下:
(1)充气前,先将转接板表面喷涂具有不同粗糙度的漆膜,待漆膜干透后,使用表面粗糙度测量仪对3个接插件转接板的漆膜表面粗糙度进行3组数据的测量,误差范围为±3μm;
(2)将转接板逐个安装在试验箱侧壁上,转接板与试验箱有密封垫,以确保密封;
(3)将充气接头连接防爆透气阀进行充气至1000Pa,保压60s,测量不同转接板试验箱的泄漏量大小。 试验测量的结果如表1所示。
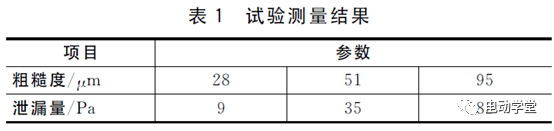
通过试验验证,发现在不同的漆膜表面粗糙度的情况下,接插件安装面的气密性能差异较大。 在生产制作箱体时,须特别注意控制接插件安装面的漆膜粗糙度,并避免此部位出现凸凹不平、颗粒、褶皱等缺陷。
1.2 铝合金型材箱体
采用“铝型材挤压成型+搅拌摩擦焊+冷金属过渡(CMT)补焊”的工艺是目前比较通用的做法。 具体控制要点如下:
首先须防止焊穿、偏缝、CMT漏焊。
其次,在进行搅拌摩擦焊时,刀具与箱体底板接触会产生大量热量,引起箱体的变形,使得后期在进行装配时,箱盖压紧密封垫,密封垫局部受压不均匀,从而形成不同的压缩变形率。 当电池包内外产生压差时,会产生漏气现象。 为保证良好的焊接质量,减少变形及焊接缺陷,搅拌摩擦焊的建议参数为1600~1800r/min,走速为800~1000mm/min。
再次是CMT补焊,当搅拌摩擦焊下线后,一般要采用手工补焊的方式进行加焊,在可能漏气或者焊接不良的位置适当满焊,特别是在箱体密封面边框结合部位,此部位一般厚度为2mm。 由于铝合金材质本身的特性,焊接电流过小时熔焊深度不够,容易产生虚焊; 焊接电流过大时,薄板位置又容易产生开裂和穿焊。
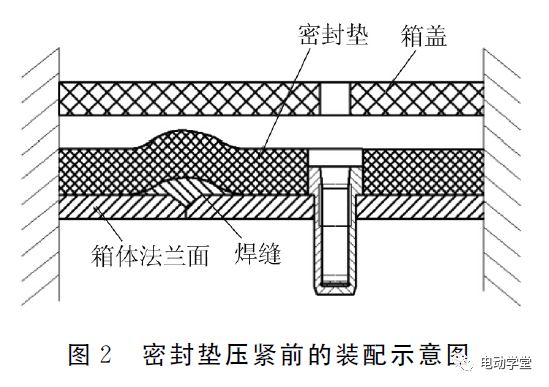
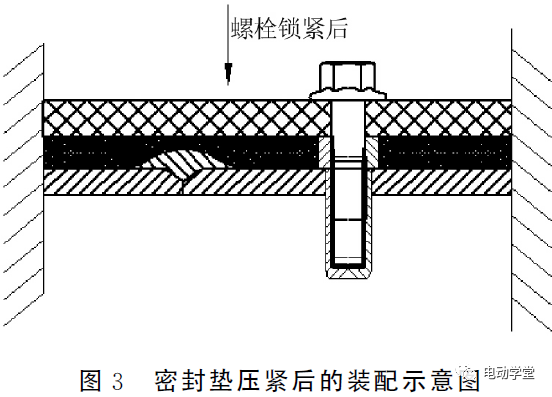
为了保证焊接强度,往往需要在接缝处堆焊,高度一般≤2.5mm。 然而,堆高的焊缝会在焊缝与法兰面之间产生不规则角度及缝隙。 在装配环节,当箱盖压缩密封垫时,密封垫会受到不同的挤压应力,需要对焊缝进行打磨处理,形成最佳圆弧过渡形状。 在装配时,密封垫受力变形,可将焊缝周边位置进行填充,起到良好的密封效果。 装配示意图如图2和图3所示。
另外,除了要调整好搅拌摩擦焊的工艺参数外,还要制作精良的焊装夹具,以减小焊接变形,降低焊接缺陷的产生。
1.3铝压铸箱体
铝压铸箱体可以一体成型,改善要点主要针对合金材质,防止有“砂眼”、夹渣等制造缺陷。 此外,铝压铸箱体对密封条安装面的平面度和精度要求较高,需要对安装平面进行精加工处理。 铝压铸箱体一般适用于小型电池包。 当电池箱尺寸较大时,可以增加拼焊工艺来弥补。 这类箱体可以很好地满足IP67标准要求,但铸造箱体受模具及工艺条件和自身质量等因素的限制,对于大型电池包,需从轻量化及工艺实现的角度去具体考量。
1.4密封垫
密封垫对整包的气密性起决定性作用,材质要具备阻燃性能,并符合汽车行业禁用物质的标准要求,同时要避免永久变形。 密封垫材料可使用硅胶泡棉。 同种密封垫在不同压缩率条件下的气密性试验数据见表2。
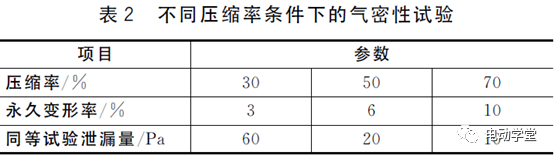
该试验是在同样的试验条件及试验环境下进行的。 从试验数据结果表明,密封垫在不同的压缩率的情况下,永久变形力差别较大,压缩率越高,泄漏量越
小,气密性越好; 反之,气密性越差。 在设计时需要综合考虑压缩率与永久变形率的关系。 选用合适的压缩率的同时,密封垫的宽度要尽可能的覆盖住整个箱体密封面。
1.5电池箱盖
根据不同的制造成型工艺,电池箱盖产品的韧性及强度差别很大。在电池包封盖安装时,容易造成受力不均而开裂,从而影响电池包的气密性。在改善设计时,需要根据电池包的使用环境和具体要求进行匹配。例如:SMC电池箱盖可以增大箱盖法兰边与立面的圆角半径,优化纤维分布位置,以降低开裂风险。
1.6电气接插件
电气接插件的质量优劣与电池包气密性的关系最为密切。电气接插件的改善要点主要是接插件自身的密封性,特别是插针位置要有密封设计,接插件安装面的平面度、O型密封圈的永久变形性等方面,这些因素都会直接或间接影响电池包的气密性。
1.7防爆透气阀
防爆透气阀作为电池包的安全部件,具有内部排气和外部密封的双重作用。其气密性要求与电气接插件类似,但要求防爆透气阀的使用寿命应满足电池包的整个生命周期。因此,在设计改善时,除充分考虑其密封性外,对使用寿命也有较高的要求。
2试验方法
2.1气密性试验
在电池包装配完毕后,按企业标准要求进行电池包密封性测试,满足出货要求。
2.2浸水测试
在进行浸水测试前,需要检查电池系统的基本信息,包括单体电压、单体温度和绝缘电阻等,要确认电池系统各项参数处于正常状态。经气密性测试合格,并且按顾客规定的标准要求充电。将其以实车装配状态与整车线束相连,完全浸入1m 水深,持续30min。
在测试后,需擦干水渍,测量单体电压、温度和绝缘电阻,并打开上盖检查外壳的进水情况。测试以顾客标准要求作为判定合格与否的依据。
2.3防尘测试
在进行防尘测试前,需要按照浸水试验前的要求先检查电池包的各项参数,确保测试状态正常。在防尘箱内进行防尘测试,按照测试箱容积,滑石粉用量为2kg/m^3,使用次数不超过20次。按正常位置将电池包放入测试箱内,持续8h,测试要求壳内无明显灰尘。
3结论
电池包的密封性关乎到整车的使用安全,其密封性能除上述列举的因素外,其他零部件也会直接或间接地影响电池包的密封性能。文中提到的内容和方法只是其中一个方面,具体的密封性测试还需要不断的探索、创新和改进。
审核编辑:汤梓红
-
密封性
+关注
关注
0文章
35浏览量
7188 -
焊接
+关注
关注
38文章
3260浏览量
60251 -
测量仪
+关注
关注
1文章
681浏览量
33188 -
CMT
+关注
关注
0文章
15浏览量
10839 -
电池包
+关注
关注
3文章
173浏览量
14549
原文标题:影响电池包气密性的关键因素及改善要点
文章出处:【微信号:Recycle-Li-Battery,微信公众号:锂电联盟会长】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
气密性检测仪有哪些使用用途?
新能源汽车的电池箱气密性测试是如何实现的


阀门气密性测试仪是如何进行,医疗卫生级阀门气密性测试要点

新能源汽车安全与电池包气密性检测,水冷系统气密性测试


新能源电池包气密性检测

电池包水冷管气密性检测仪的工作原理深入解析

气密性检测设备测试不出来电池包的泄漏?谣言

电池包气密性检测设备怎么做测试?岳信仪器来告诉你






 工商网监
工商网监
评论