 消费类RE/CE测试的小技巧
消费类RE/CE测试的小技巧
一前言
科技的发展,使产品功能越来越丰富,产品精细化程度越来越高,产品的整改难度也越大,面对多集成,多系统的机器整改和验证时间也被拉长。EMC测试作为一个项目研发的最后时刻,也是最直接的电磁兼容考试。就测试过程而言,会遇到测试时间较长的情况,根据测试项目情况而定。今天我们从验证测试方向,来看看有什么小细节,可以帮助我们节省时间,缕清思路,提高效率。今天我们面向的是消费类RE/CE测试的小技巧,一起来看看吧。
二了解链路
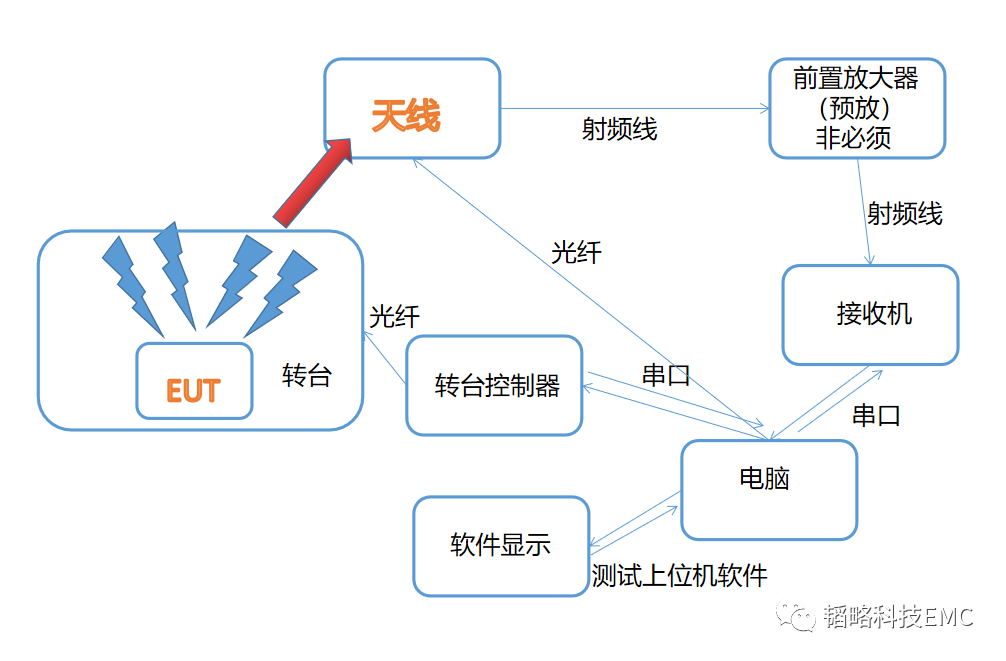
我们先了解一下消费类RE测试的整条链路:当我们将EUT按照标准摆放,放置在半波暗室测试桌子上,随后关闭半波暗室后,就可以在电脑上操作,进行测试。测试时转台会旋转360°。天线接收辐射信号,经过接收机处理后,通过电脑软件呈现。测试上位机软件可以调整接收机的检波参数,还有控制转台和旋转天线。
三可调节的环节
我们需要提高验证效率的话,大概有两个方面:第一是缩短测试时间;第二就是固定验证测试环境方便前后对比。那想要在不影响数据情况下,进行数据的反复比对来判断整改手段是否有效,哪些可以调整的环节呢?
EUT到天线的距离距离直接影响到天线接收到辐射强度,在初期排查过程,在做外围减负措施亦或是磁环排查措施时,可以找到天线接收辐射能量最强的情况,进行措施的数据对比。
接收机检波参数的不同会直接影响测试时间快慢,也可以通过了解不同参数的影响,找到加快测试速度的方法。
四调节方法
我们先说时间,消费类RE测试时会将转台旋转360°,捕捉数据,同步呈现在电脑软件上。旋转一圈的时间大概是1分20秒左右(根据不同规格实验室浮动),若是不旋转转台测试,测试时间为10秒左右。当我们完整测试了一遍产品数据,分析问题后,就可以不转转台留底方便进行数据对比。面对我们常见的电源包络,固定时钟单支是可以呈现出来的,当然需要看不同的产品,有些产品确实不便我们进行这样操作。除此之外,我们找到天线接收辐射能量最强,也就是数据最差的一面,结合重复不转转台测试,反复验证对比,提高效率。
1.EUT到天线的距离
(1)天线的高度有一米、两米、四米。
一般来说天线在一米的情况下距离EUT最近,接收辐射能量最强。那我们便可以只测试一米情况数据的对比。
(2)天线有两种方向 垂直、水平。
同样可以固定方向后,再进行数据对比。一般来说落地设备,在垂直方向的数据会比落地设备高,根据产品具体情况而定。
(3)测试时,EUT放置在转台上,旋转找到最大面,EUT到天线的距离会随着旋转而变化。
将EUT放置距离天线最近的地方。
找到数据的最高点对应的角度,旋转转台到对应角度不转转台测试。(面对较大的机器还可以通过角度判断局部辐射方向,不太准!!!仅提供思路)
2.扫描接收机参数
消费类RE使用的频谱分析仪参数进行扫描,而车载类RECE以及消费类CE测试用的是扫描接收机参数。频谱分析仪是实时捕捉的视频带宽,不用进行时间上对参数的调整,而扫描接收机参数中的驻留时间,我们就可以进行缩短,以达到缩短测试时间。这种方法在车载中应用非常多,对于漫长的车载多天线测试十分高效。
消费类CE调整驻留时间(关于扫描接收机参数的驻留时间对数据影响的差异性会在下篇车载RECE测试中呈现)。
在消费类CE中,我们就可以调整驻留时间的大小来缩短测试时长,标准的驻留时间是30ms,这里建议不要低于10ms,确保数据变动不要过大。
五总结
了解完整个测试链路后,找到了可以调整的变量,在不影响数据情况下,对数据进行前后对比,快速验证以达到提高效率的目标。
这一切的基础建立在,我们是带着问题出发。例如面对电源包络,我们加以措施进行验证。当然这些都需结合实际情况,必经机器可能是由多个系统组成的,可能出现牵一发而动全身的情况。抱着以针对目标问题点解决后,再进行全扫验证。从宏观系统的角度细化问题,有序安排整改思路,来提高整改效率。当然整改过程中整改思路以及手段才是主角,同时希望可以用这些小技巧明确“事故地点”,在验证时可以更高效。
审核编辑:刘清
-
接收机
+关注
关注
8文章
1181浏览量
53471 -
上位机
+关注
关注
27文章
942浏览量
54810 -
EMC测试
+关注
关注
10文章
148浏览量
26996
原文标题:从测试角度帮你提高整改效率-消费篇
文章出处:【微信号:TLTECH,微信公众号:韬略科技EMC】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
格瑞普诚邀您参加2025年CES消费类电子展览会

充电桩CE认证有哪些测试项目?

【消费类电子】推荐几款优秀直流升压芯片,让你的产品更上一层楼!

爱普生可编程晶振SG-8018CE应用优势有哪些?


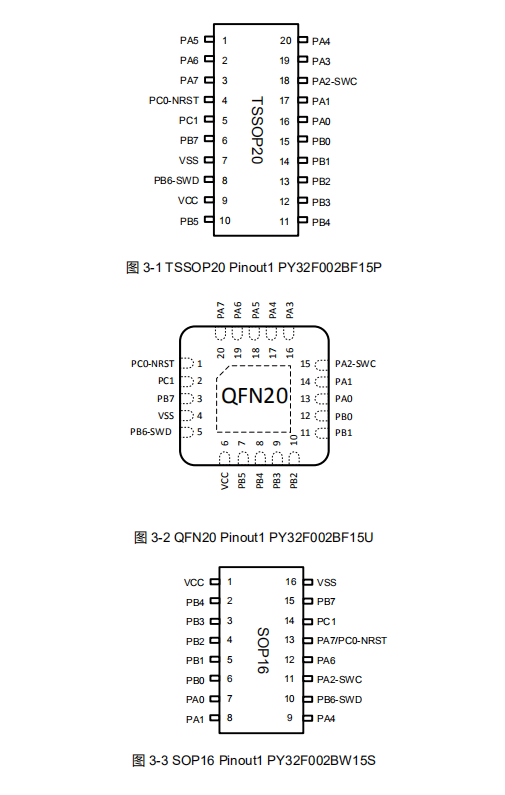
低成本消费类电子主控推荐,PY32F002B单片机 多种封装可选
如何选择工业液晶显示器和消费类显示器?
变压器CE认证怎么做

GC8838为什么能替代DRV8838直流电机驱动芯片的参数分析,应用于摄像机,消费类等产品中
环保+智能:CES2024上的消费电子如何引领可持续发展潮流?





 工商网监
工商网监
评论