 KUKA工具之博尔豪夫液压铆钳简介
KUKA工具之博尔豪夫液压铆钳简介
•冷铆接方式,铆接区域不需要加热
•部件不变形
•对材料无热膨胀影响
•自动或手动工艺
•可以集成到其他制造工艺中
•没有预制孔
•部件定位容易
•冲裁出的材料留在铆钉内部
•精简经济的设备布局设计
•没有湿气,无需通风
•低噪音和节能工艺
•安装电源和空气压力(6bars)简单方便
•可多层铆接
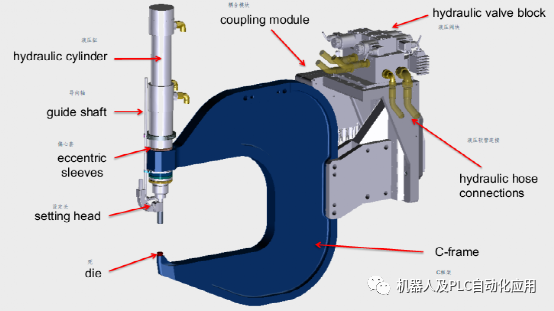
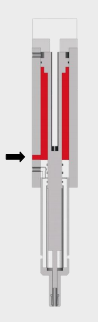
通过液压泵站提供驱动力控制铆枪,使半筒状铆钉穿透第一层板材在第二层板材产生互锁,形成具有一定抗拉强度和抗剪强度的铆接点并通过曲线和窗口技术监测和控制铆接质量。
铆钉通过送料系统的输送的。当输送带上传感器没有感应到铆钉时,输送马达被激活,在储料箱内的铆钉进入滑槽和线性送料器的输送轨道上。铆钉头部挂在直线轨道上按次序输送,在轨道的末端下方有个单独的测量杆测量铆钉的长度是否正确,如果是不正确的铆钉,铆钉会被直接吹入轨道末端下方的收集容器中。如果是正确铆钉被气缸推至气嘴位置,然后通过压缩空气将铆钉输送至铆接头中,同时液压缸通过液压单元和液压软管组件供给液压向下移动,液压缸内的冲棒向下动作推动铆钉,直到冲棒按照铆钉的设定压力将铆钉压入工件同时工件压住底模。然后冲棒和液压缸回到原位。液压压力按照铆接材料是可调的。
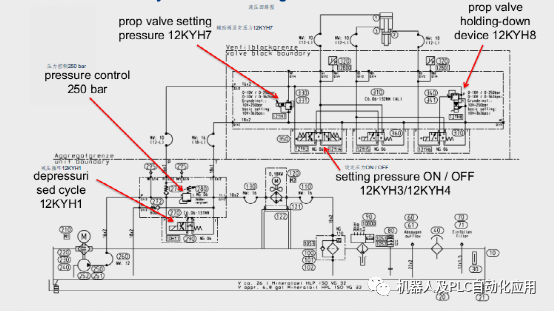
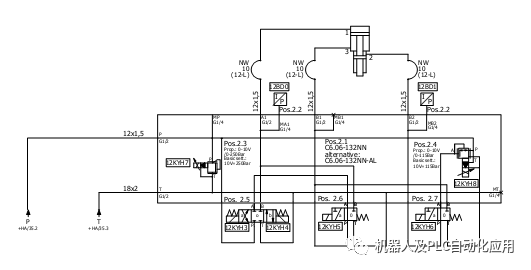
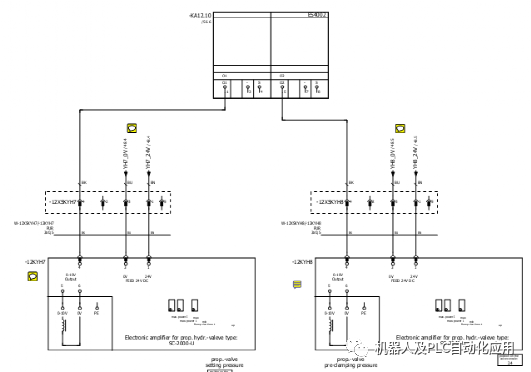
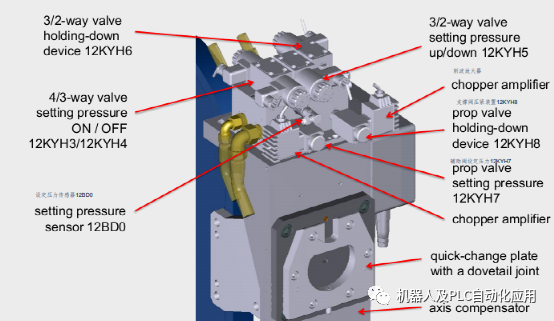
两个比例阀控制油管的出油量,三个换向阀控制油管的通与不通。预压紧是通过比例阀12KYH8和(12KYH6不得电)实现进枪和做功是12KYH7和12KYH3得电,P与B相通回油是12KYH4(得电)和12KYH5(不得电)3号油管回油,回油的同时一号管通过12KYH4的B与T想通油回到液压单元,2号油管通过12KYH6得电P与B相通,油回到3号油管,助推回油。
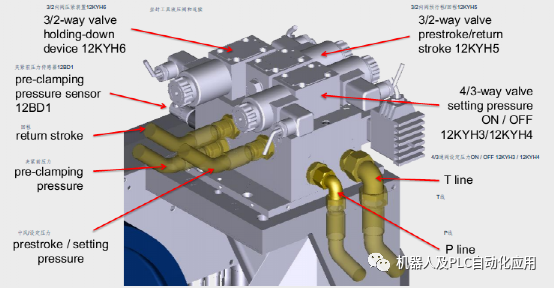
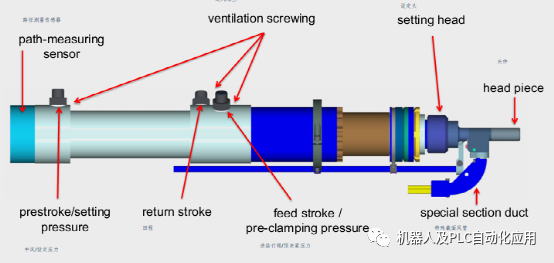
1次中风/设定压力
2个进给行程/预夹紧压力
3回程

预压紧时

开始铆接时

返回时
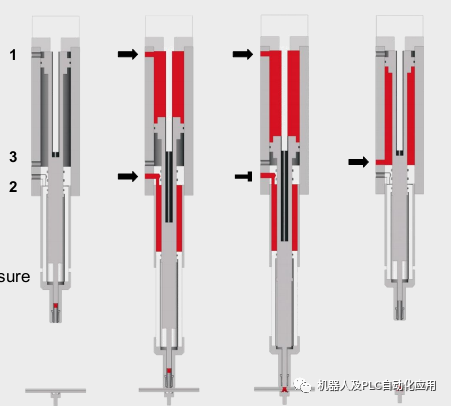
进枪与预压紧:
1号油管的进枪是通过12KYH7比例阀和12KYH3得电,P与B相通。进枪时3号油管相通,12KYH5不得电,P与A相通,再与12KYH3的A与T相通回油到液压单元。
2号油管的预压紧与进枪同时进行,12KYH8比例阀A与12KYH6换向阀不动作时(A与P相通)进油实现预压紧。
做功:
12KYH7比例阀和12KYH3换向阀得电,做功的大小有比例阀调节,做功时3号油管封死。
回油:
12KYH4得电P与A相通后,再与12KYH5(不得电)A与P相通,实现3号油管的进油,推动液压缸返回。进油的同时,1号油管通过12 KYH4的B与T相通油回到液压单元,2号管通过12KYH6的P与B相通,油进入3号管助推回油。
连接与安装
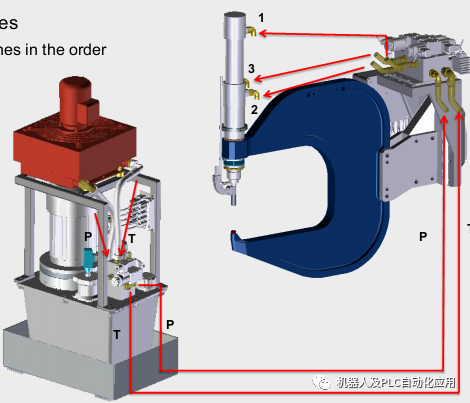
1.铆钉设定压力(1)
2.预夹紧压力(2)
3.反向冲程压力(3)
4.压力线(P)
5.油箱线(T)
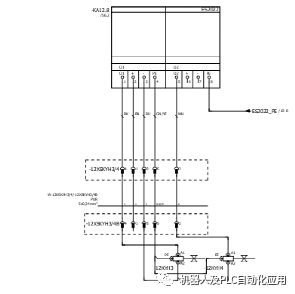
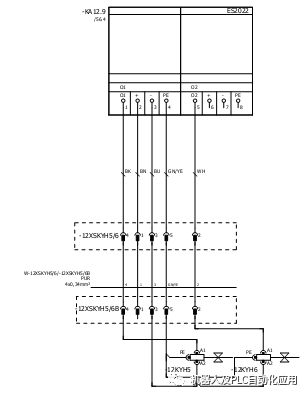
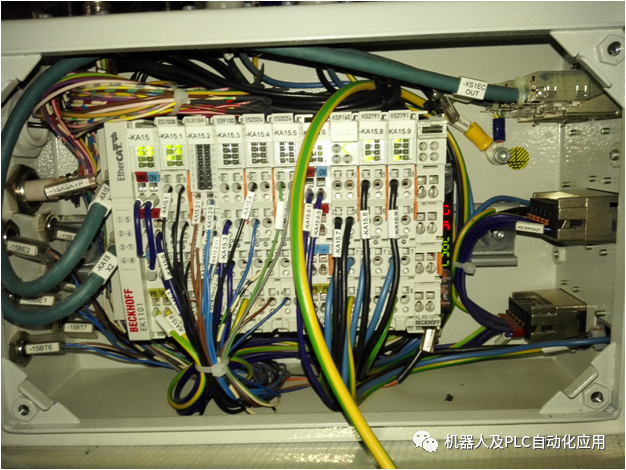
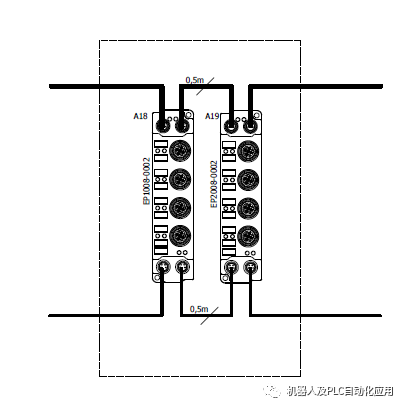
博尔豪夫液压铆钳内部网络使用EtherCat网络:

审核编辑 :李倩
-
传感器
+关注
关注
2548文章
50656浏览量
751814 -
线性
+关注
关注
0文章
196浏览量
25128 -
马达
+关注
关注
1文章
818浏览量
62197
原文标题:KUKA工具之博尔豪夫液压铆钳简介
文章出处:【微信号:gh_a8b121171b08,微信公众号:机器人及PLC自动化应用】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
卡博尔线路板巨无霸
底盘管路用铆管机的设计与应用

简单介绍KUKA外部轴应用


KUKA工具与液压铆钳简介
推荐一款BOLLHOFF博尔豪夫液压铆钳
BOLLHOFF博尔豪夫液压铆钳的注意事项有哪些
如何解决铆钉反铆的解决方法
【新闻中心】安科瑞祝贺威博液压通过北交所发审会审核






 工商网监
工商网监
评论