 激光焊接设备在焊接氧传感器的技术应用
激光焊接设备在焊接氧传感器的技术应用
氧传感器是利用陶瓷敏感元件测量各类加热炉或排气管道中的氧电势,由化学平衡原理计算出对应的氧浓度,达到监测和控制炉内燃烧空燃比,保证产品质量及尾气排放达标的测量元件,广泛应用于各类煤燃烧、油燃烧、气燃烧等炉体的气氛控制。传感器需要进行金属封装焊接,其中焊接质量的好坏对传感器的应用有着很大影响,下面来看看激光焊接设备在焊接氧传感器的技术应用。

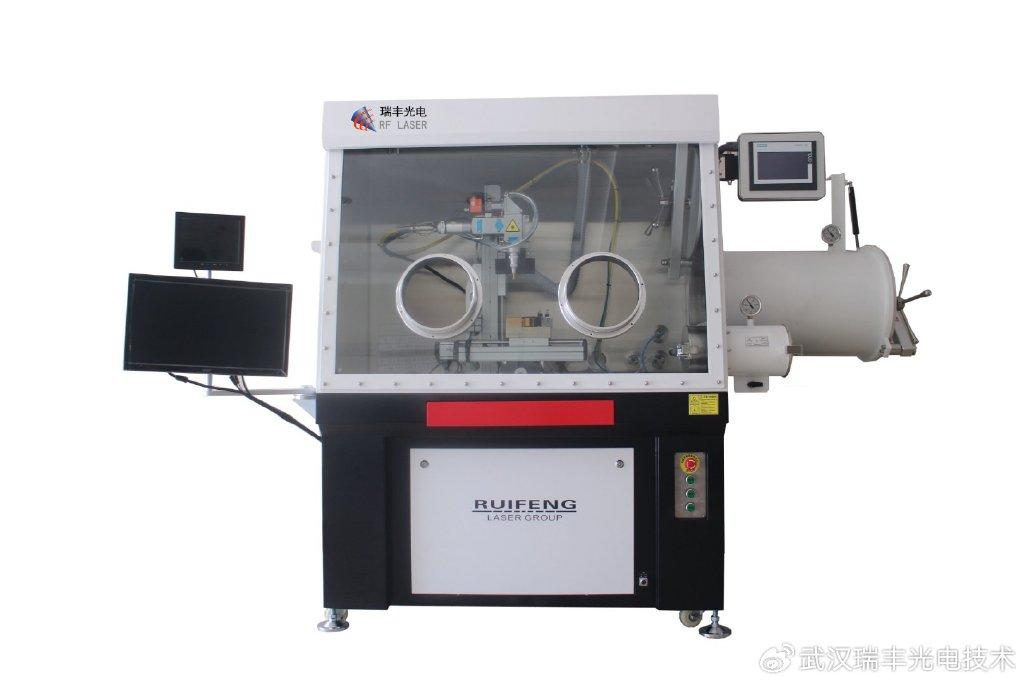
氧传感器底座一般为直径20-40mm的不锈钢圆柱体,催化器本体由不锈钢壳体、白载体、减震层、催化剂等组成,催化器总成生产中,需要将氧传感器底座焊接到催化器壳体上。武汉瑞丰光电激光十七年专注研发和生产激光设备,凭借多年的激光设备研发经验,产品技术成熟,产品性能安全稳定。公司遵循“技术创新、产品创新、服务创新”的经营理念,给客户提供最优质的产品及服务。
氧传感器底座壁厚5-12mm,催化器本体的壳体一般厚度1mm-2mm,两者厚度差别较大,现有焊接工艺采用电弧焊一次焊接成型,生产过程中,电流太大易造成催化器壳体焊漏,电流太小氧传感器连接强度不足,因此可选择激光焊接技术,激光焊接机选用光纤激光器,激光器采用一体化构造,具有安全防护和环境防护的作用,配合全封闭式焊接机柜,结构紧凑集成度高。龙门式焊接模块搭载多维度调整激光焊接头,二维水平数控高精度工作台,配合专用工装夹具完成精密焊接需求。

激光焊接设备在焊接氧传感器的技术应用:
1.焊接飞溅尽可能小。
氧传感器底座与催化器本体焊接,该处焊缝对焊接飞溅非常敏感,一方面,焊接产生的焊渣附着到氧传感器座及周边区域,有可能影响传感器信号传递准确性,另一方面,催化器本体为封闭筒形结构,如果有焊渣飞溅到催化器壳体内部,焊渣无法自动排出,人工清理也很难操作,残留的焊渣对催化器使用寿命和nvh性能达成造成隐患。
2.焊缝要保证连接强度,气密性要求高。
催化器总成为气体处理装置,总成整体连接强度及气密性要求高,氧传感器底座与催化器本体的焊缝也同样有连接强度及气密性要求。氧传感器底座一般厚度6-12mm,催化器本体的壳体一般厚度1.5mm-2mm,两者厚度差别较大,因此焊接工艺窗口选择很窄,电流的波动、焊接表面状态的差异、焊接间隙的波动均会导致催化器壳体产生焊漏等缺陷。

以上就是激光焊接设备在焊接氧传感器的技术应用,自动激光焊接设备适合于焊接加工汽车传感器,不仅能确保传感器焊接的质量,还能提高加工的效率。氧传感器催化器本体是催化器总成性能达成最重要的零件,零件质量要求高,单件成本高,企业对于零件质量及合格率关注度极高。
审核编辑黄宇
-
传感器
+关注
关注
2548文章
50673浏览量
751989 -
激光焊接机
+关注
关注
1文章
352浏览量
10787
发布评论请先 登录
相关推荐
焊接设备维护技巧
创想智控激光焊缝跟踪传感器在海底抽淤管道全自动焊接的应用
如何集成激光焊缝跟踪系统与现有焊接设备






教学精密激光焊接设备的有哪些优势








 工商网监
工商网监
评论