 分级金手指工艺研发浅谈
分级金手指工艺研发浅谈
1、前言
为了适应电子产品功能的多样化、便携化的发展要求,印制电路板不仅出现高孔径比、精细线路的高紧密特征,更是出现一些特殊结构的板件,对于分级金手指选化板,用传统的成型或蚀刻的方法无法将引线完全去除。本文就上述所提出的板件的制作流程进行讨论。
2.常见分级金手指在选化段的制作工艺
目前分级金手指板的生产是用先镀金,再做化金,然后按正常流程做文字,在成型后用斜边的方式将金手指引线去除。以下仅是分级金手指选化段工艺相关的生产流程:(见图2.1)
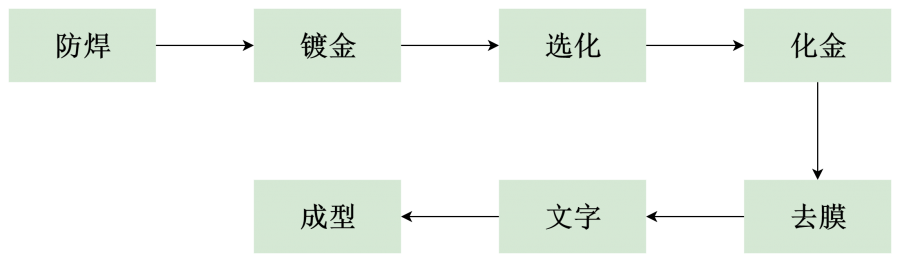
图1.分级金手指化金段的流程图
跟进以上流程特点,可以看出,此种分级金手指的重点管控的制程较多,在一定程度上还存在一定的局限性:
(1)镀金压蓝胶开天窗后,因割胶机的精度只能在11mil。镀金后,金手指引线会镀上金;
(2)镀金后做化金,干膜在化金制程中有脱膜的不良,金手指引线再次上金;
(3)成型斜边45度,只能去掉一部分金手指引线,不能完全去除。
本文开发了一种新的分级金手指制作方法,在一定程度上解决目前加工工艺的难度和局限性。
3.分级金手指板件制作
3.1流程设计特点
(1)该类板成型后金手指引线在3mil以内。成型斜边时只有基材,降低金手指刮伤机率;
(2)镀金后用蚀刻去掉金手指引线,能保证金手指外观整齐,在基材上没有引线痕迹。
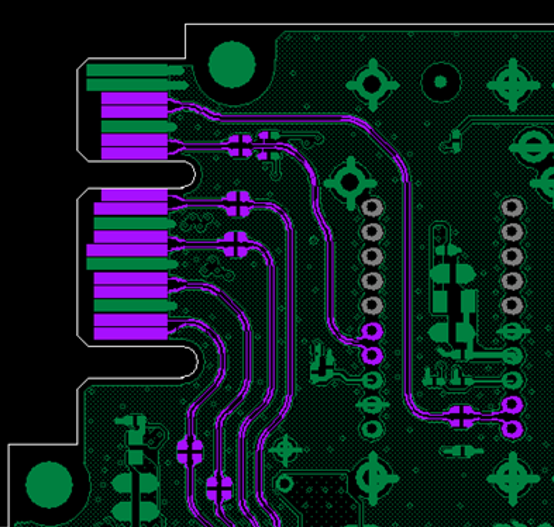
图2.分级金手指外观图
3.2 方案设计
3.2.1 不同方案比较
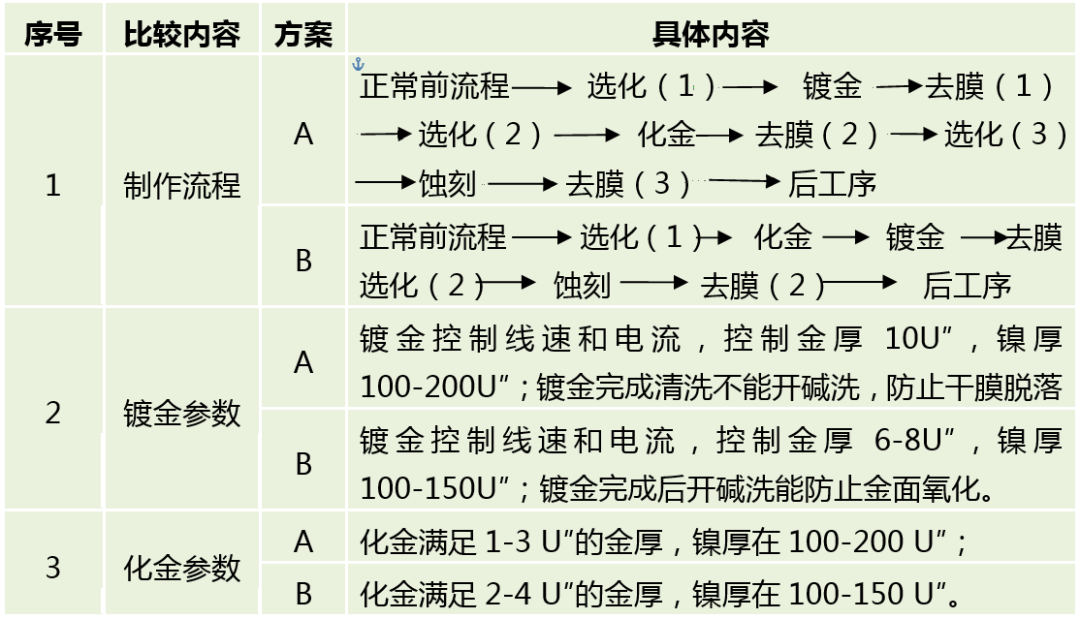
根据产品的要求,设计不同的制作流程,不同工艺参数的对比,如下表:
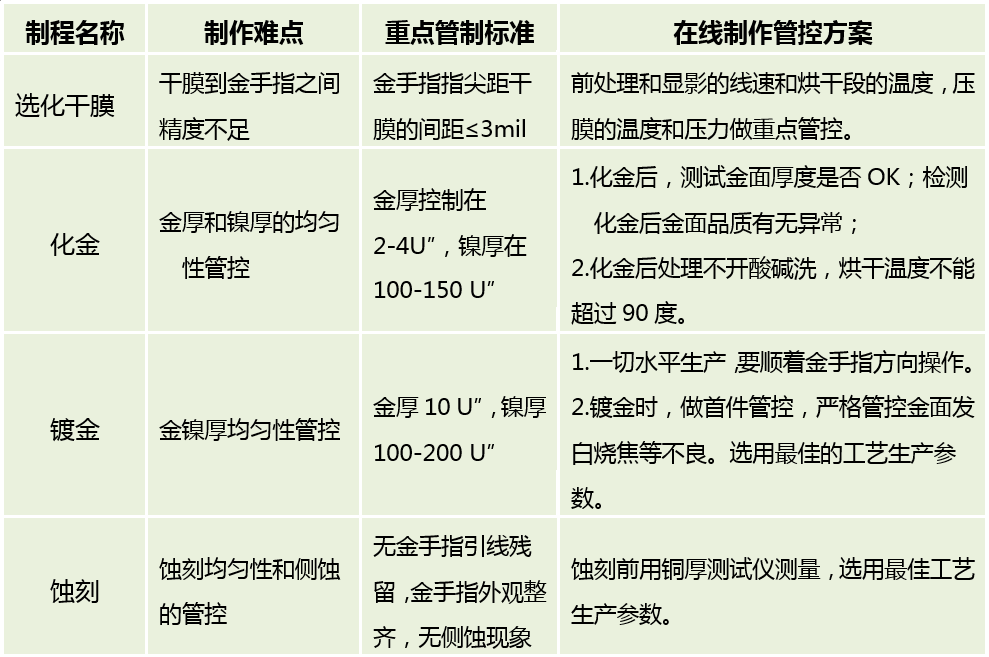
3.2.2 制作难点及方案要点
4.制程数据收集和品质分析
4.1干膜附着力和精度的控制
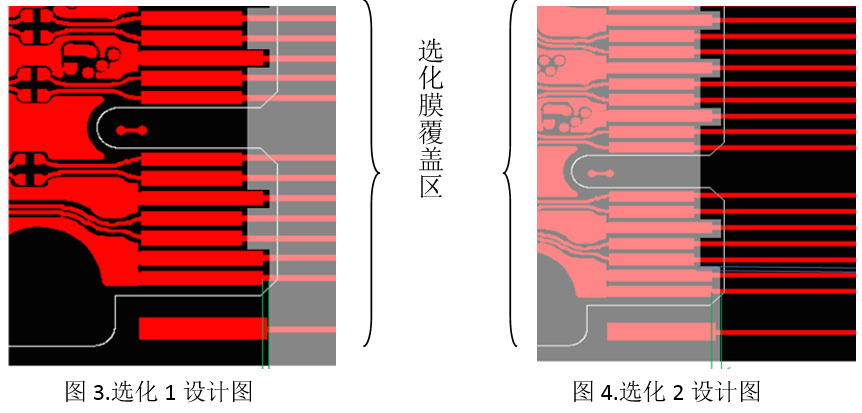
做第一次选化的干膜与金手指顶端的间距≤2mil;在做第二次选化干膜与金手指间距≤3mil,干膜的PE管控≤50,选化干膜的资料制作如下:
4.2化金的金镍厚度控制
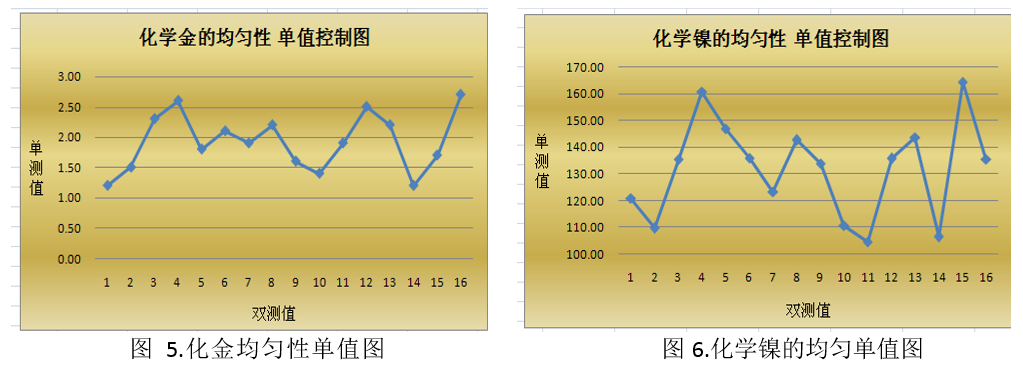
金槽的PH值控制的制程能力为1.27、镍槽的镍离子控制的制程能力0.62,金镍厚度均匀性在85%以上,说明金槽和镍槽离子浓度为定,金镍厚度均匀性良好。
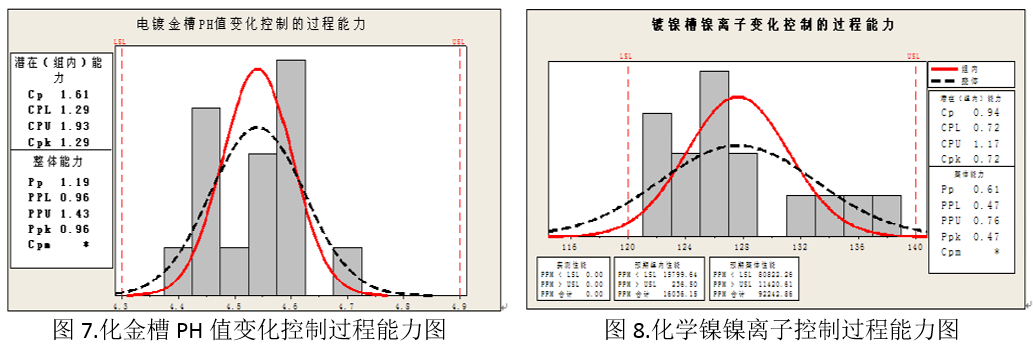
4.3镀金的金镍厚管
均匀性=1-COV 合格标准:偏差小于15%即为均匀性大于85%。
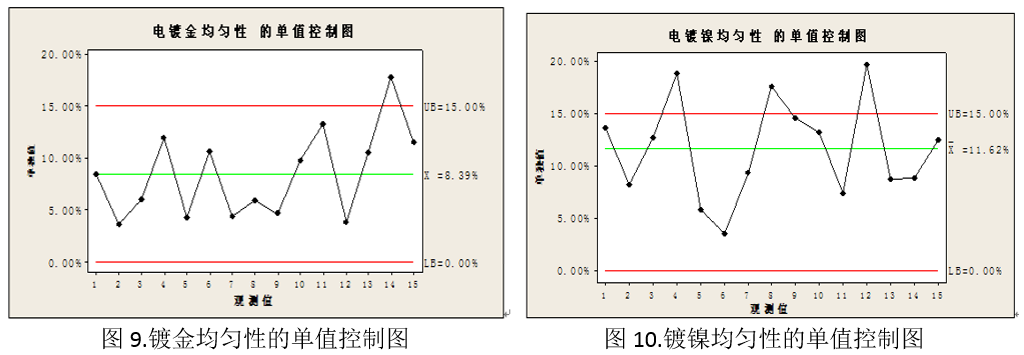
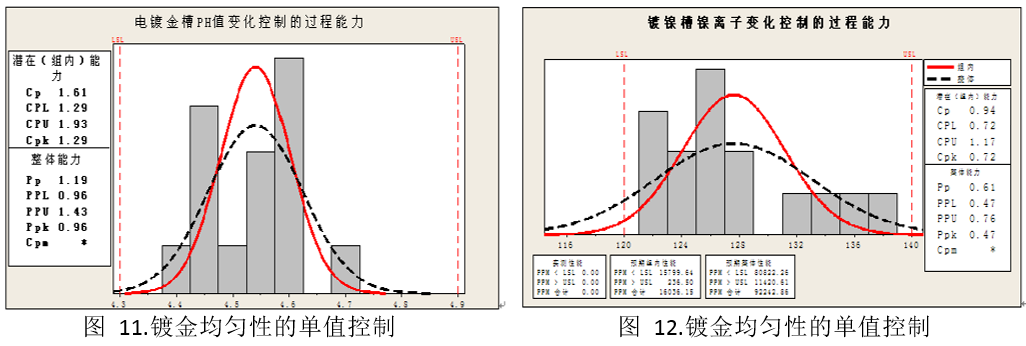
金槽的PH值控制的制程能力为1.29、镍槽的镍离子控制的制程能力0.72,金镍厚度均匀性在85%以上,说明金槽和镍槽离子浓度为定,金镍厚度均匀性良好。
4.4制作效果
4.4.1不同生产流程得到不同的制作效果
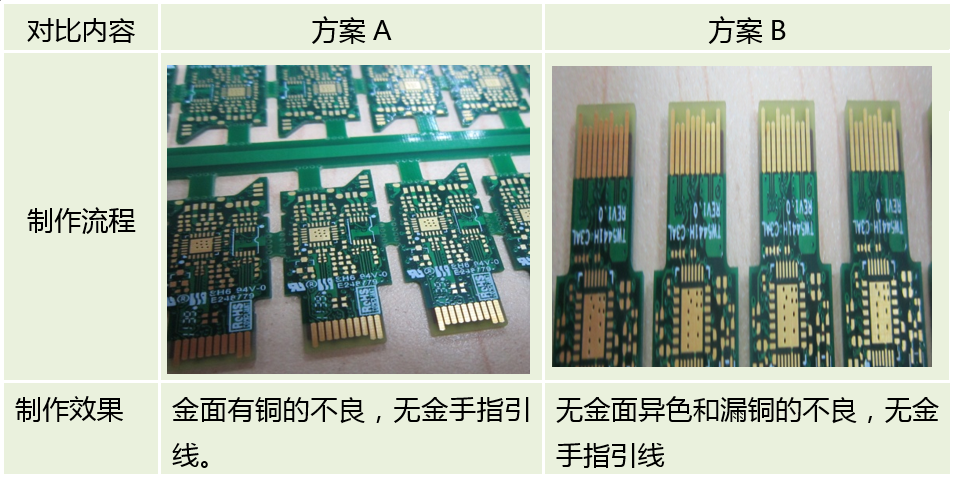
小结:方案A是镀金后再做化金,会对做一次选化和去膜流程,因选用附着力较好的干膜,去膜时板面有干膜残留,导致金面漏铜的不良;方案B是用先化金后再镀金,按正常化金板生产,无金面流通现象,镀金是在金手指上加镀金,无金面异色的现象。
-
印制电路板
+关注
关注
14文章
956浏览量
40826 -
PBC布线
+关注
关注
0文章
3浏览量
7075
发布评论请先 登录
相关推荐
设计干货分享:PCB“金手指”从设计到生产全流程
一文读懂PCB中的“金手指”设计
强!PCB“金手指”从设计到生产全流程
显卡和内存条等金手指的修补和焊接方法

金手指氧化的原因及预防方法
普通金手指的设计要求
华秋一文带你读懂PCB中的“金手指”设计
强!PCB“金手指”从设计到生产全流程
pcb金手指怎么画 pcb金手指设计技巧






 工商网监
工商网监
评论