 线缆押出常见问题和解决方案
线缆押出常见问题和解决方案
线缆押出的重要性在于其技术是塑料加工成型的主要形式,因此发展塑料押出成型技术与设备具有重要意义,押出这个名词其实是我们中国台湾地区的叫法,最早线缆行业都是自台湾引入大陆并发展起来的,我们一般称其为塑料成型,即通过一种设备或者机器,将绝缘材料或者护套材料以一定的形状包覆在导体或者其他材料表面,使加工出来的成品能够满足一定的物理性能或者使用要求,目前最简单的电线制造流程就是UL1007或者1005类似的,就是将绞合的导体或者单根导体一次绝缘押出即可完成,押出工序主要完成电线制造的绝缘,内护套,外被的制造工作,所以重要性不言而喻,其质量的好坏直接影响押出的电线能否满足最终使用的要求,而目前线缆行业押出的行业书籍匮乏,故大部分还是依据行业前辈整理的相关技术资料进行传承!今天我们分享的为押出国产中遇见的常见问题和解决方案!电线押出机的用途、押出工艺、特性、技术特点及标准参数科普
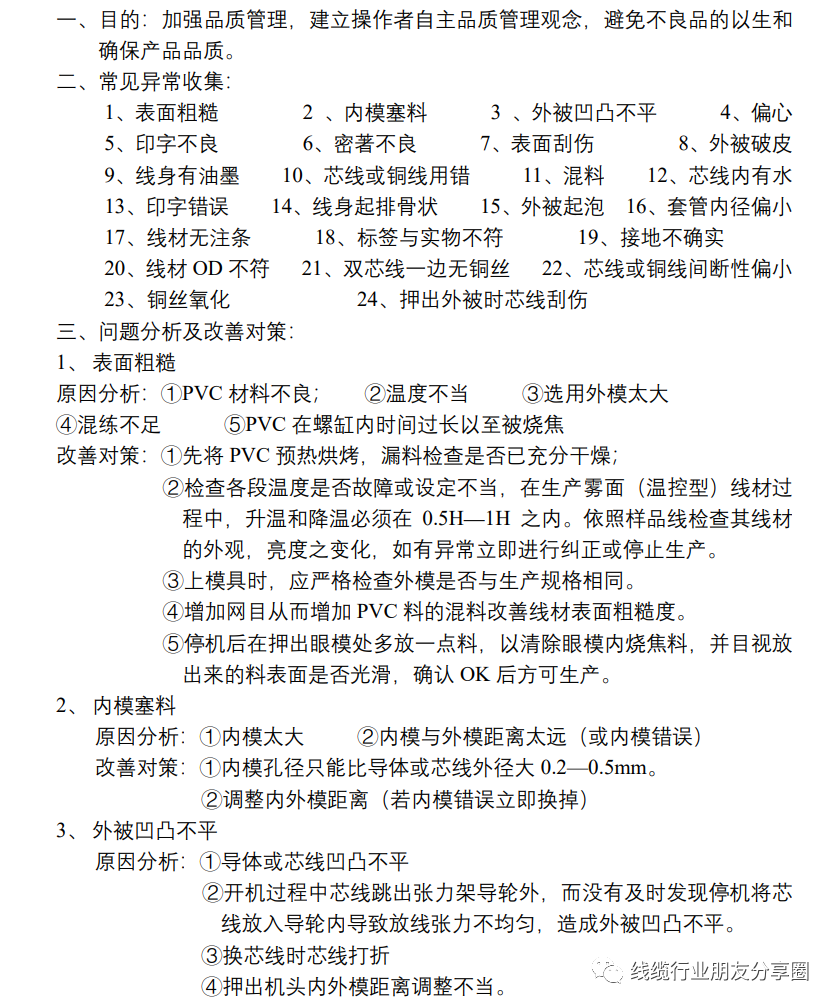
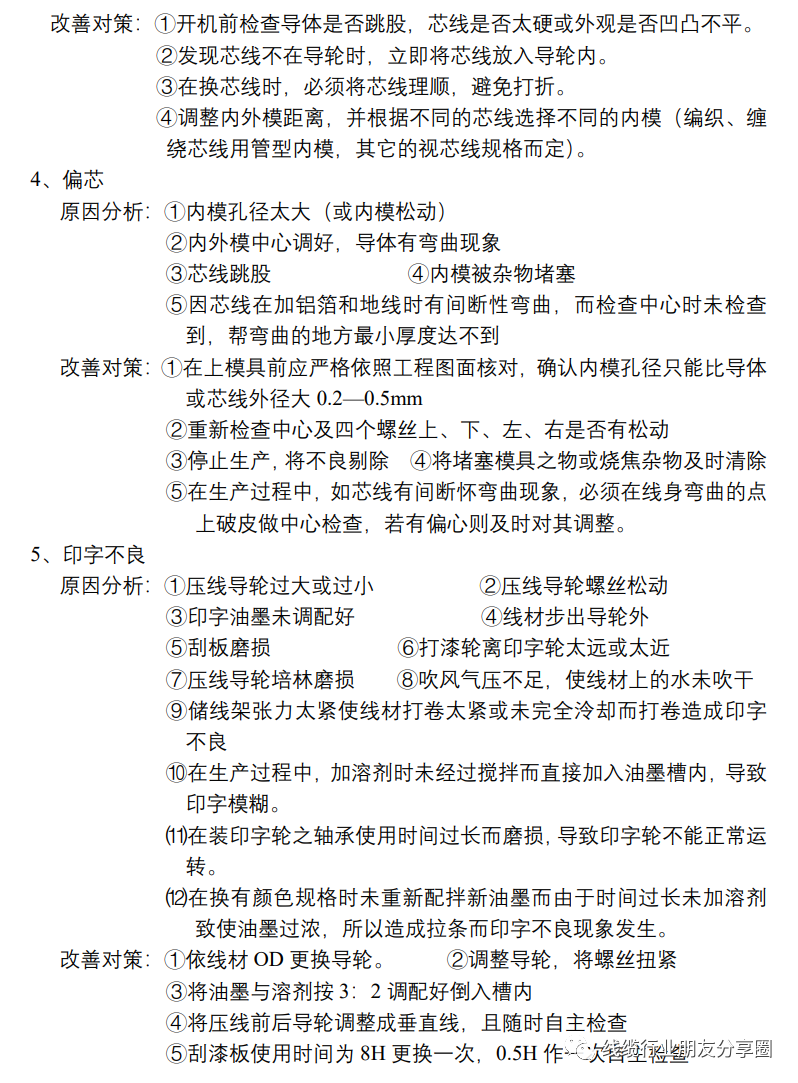
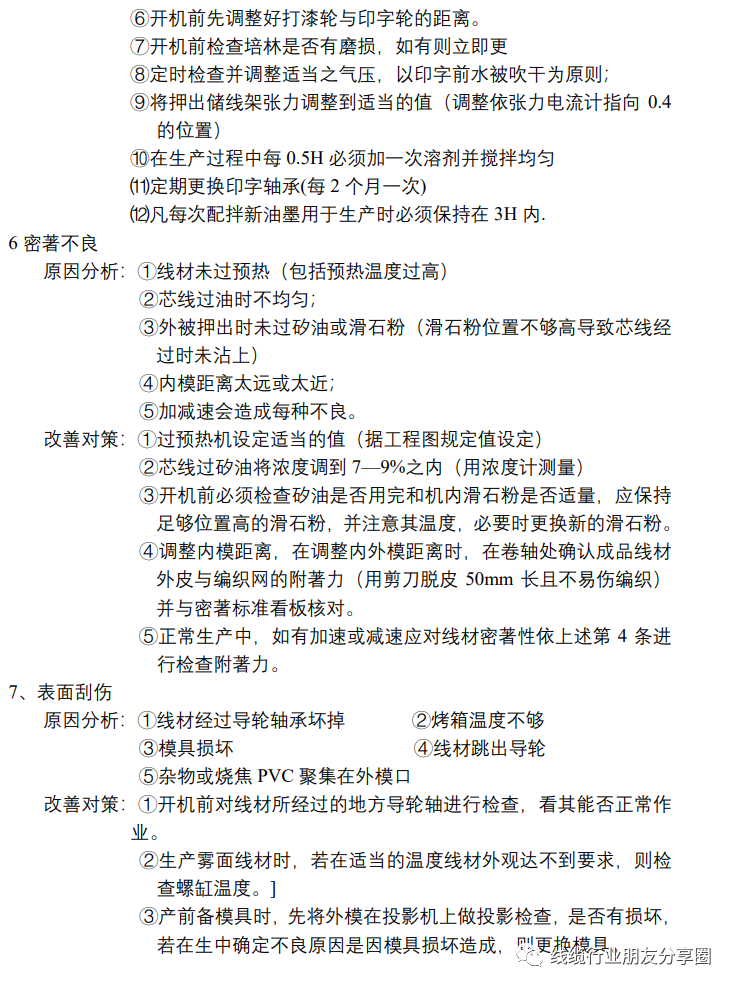
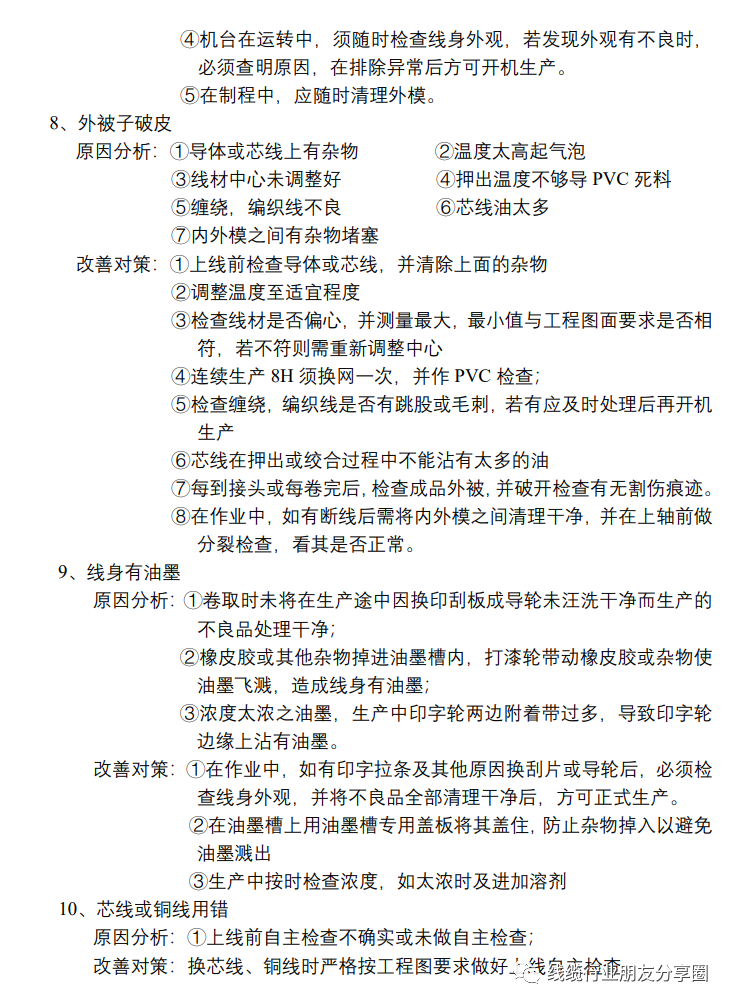
押出常见问题
常见电线押出内外模计算方法
普通电子线类的模具选择
内模:依据铜线绞合外径,再加上0.08-0.2的间隙值确定内模之规格,铜线绞合外径计算公式如下:√N*1.155*d,N:铜线股数,d:单条铜线直径.
外模:依设计卡规定值选择外模也可以放大0.05
普通外被线的模具选择
内模:依半成品绞合或隔离外径值再放大0.15-0.6MM,生产中也可用内模套线的方法选择(线材能轻松从内模中穿过为宜,
外模:根据成型方式的不同进行选择
充实押出时选择比线径大0.1-0.3MM的外模即可,套管押出时外模比线径大0.8-1.5左右;套管押出外模的计算公式为:D=(d+2A)+2b
( D:外模孔径;d:内模的孔径;A:内模的壁厚;d:绝缘厚度)例如:2547#28/2C+S绞合外径1.9M/M,绝缘厚度0.45M/M,内模壁厚为0.5M/M,则D=(1.9+2*0.5)+2*0.45=3.8MM
生产中因脱皮/外观/亮雾度等问题可对模具进行适当调整,通常有下列现象时应对模具进行更换:
押出过于充实造成脱皮不良:此进内模宜选用套管型,外模宜用无廊段型,押出过于充实造成脱皮不良:此进内模宜选用套管型,外模宜用无廊段型
电线押出机的用途、押出工艺、特性、技术特点及标准参数科普
-
机器
+关注
关注
0文章
784浏览量
40757 -
线缆
+关注
关注
5文章
554浏览量
29080
原文标题:线缆押出生产要素科普
文章出处:【微信号:线缆行业朋友分享圈,微信公众号:线缆行业朋友分享圈】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐







 工商网监
工商网监
评论