 PCBA焊接润湿不良分析
PCBA焊接润湿不良分析
No.1 案例概述
PCBA出现焊接润湿不良,分析剥离的器件与PCB板,推测虚焊发生原因与助焊剂(警惕!电子产品的“隐形杀手”——助焊剂残留)相关性较大。详细分析方案,请浏览文章获知。
No.2 分析过程
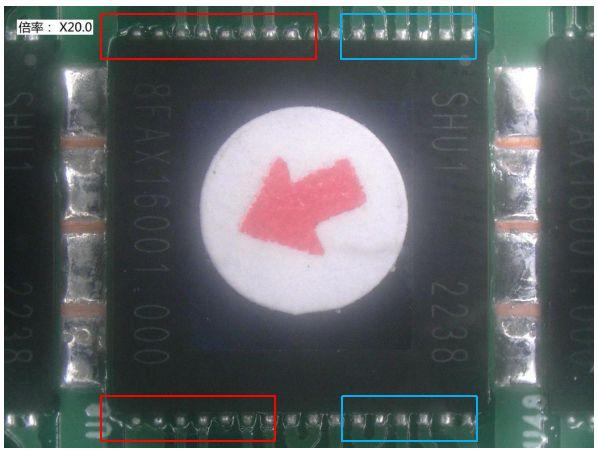
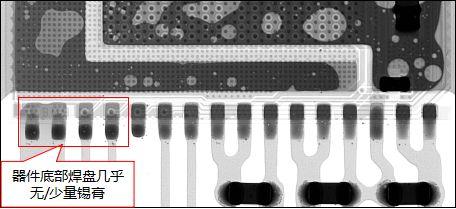
# 1 X-ray 检测
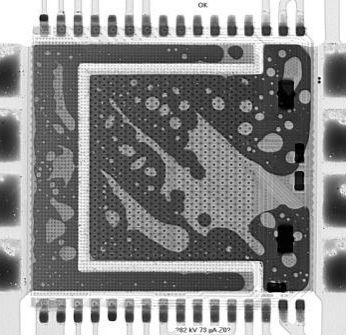
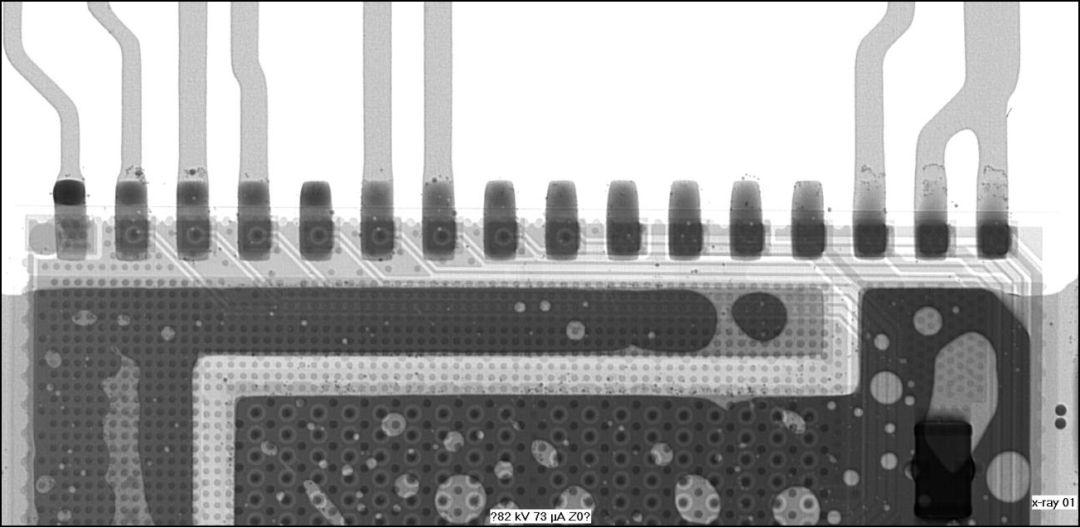
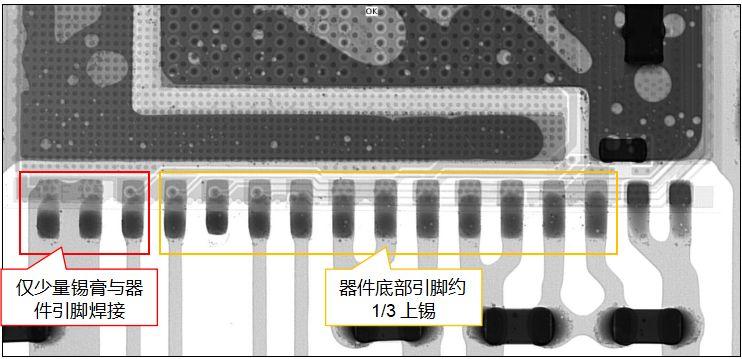
说明:
器件左下角底部焊盘几乎没有或仅少量锡膏焊接,该现象具有方向性。
# 2 外观观察
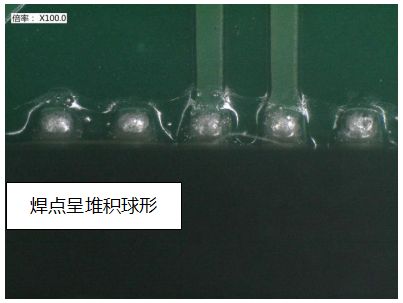
【异常外观】
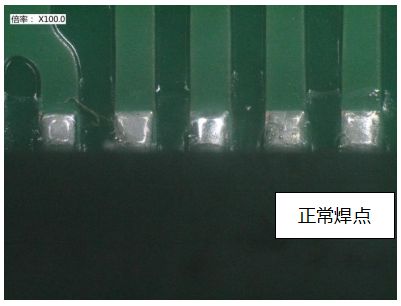
【正常外观】
说明:
器件左侧焊点呈现堆积球形状。
# 3 剥离器件位置分析
1.剥离器件未进行处理时分析
PCB板侧外观观察

器件侧外观观察
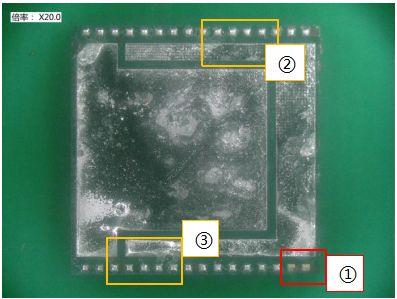
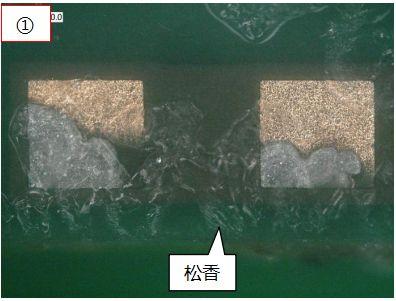
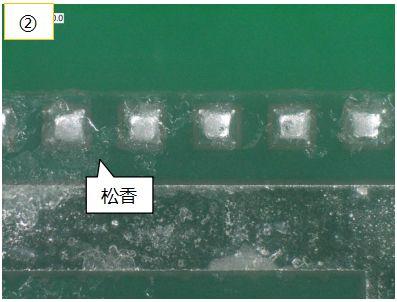
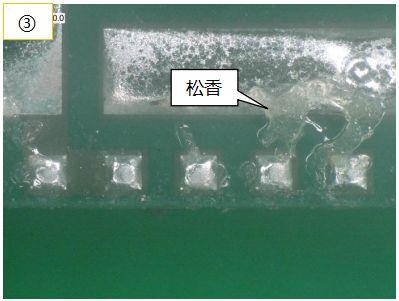
说明:
剥离器件PCB板侧焊盘未被完全润湿,器件侧焊盘仅沾少量锡膏,且两侧较多松香存留。
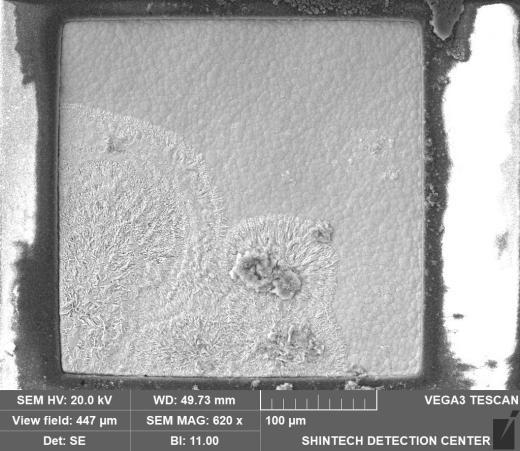
SEM分析
EDS分析

说明:
焊盘表面被松香所覆盖,检出Au、Ni元素,表明该未润湿位置镀层Au未溶蚀。
2.异丙醇清洗去除表面松香后分析
/ 测量方法 /
对剥离的器件使用异丙醇超声清洗后,去除表面松香,对底部焊接不良的两个焊盘进行分析。
金相观察


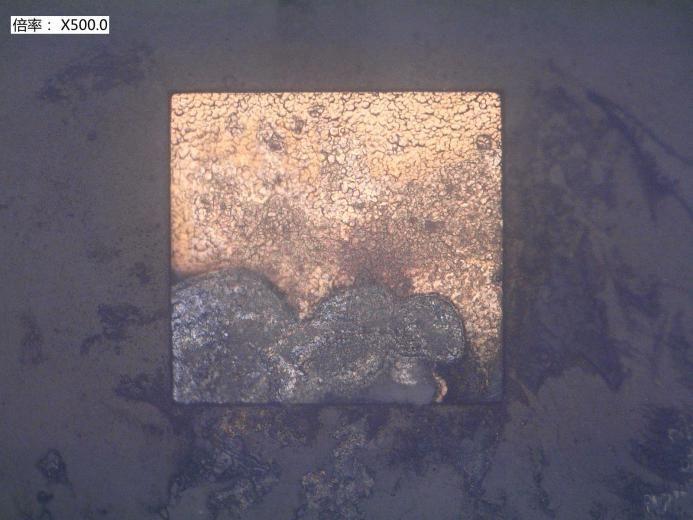
说明:
焊盘未润湿位置局部颜色发暗。
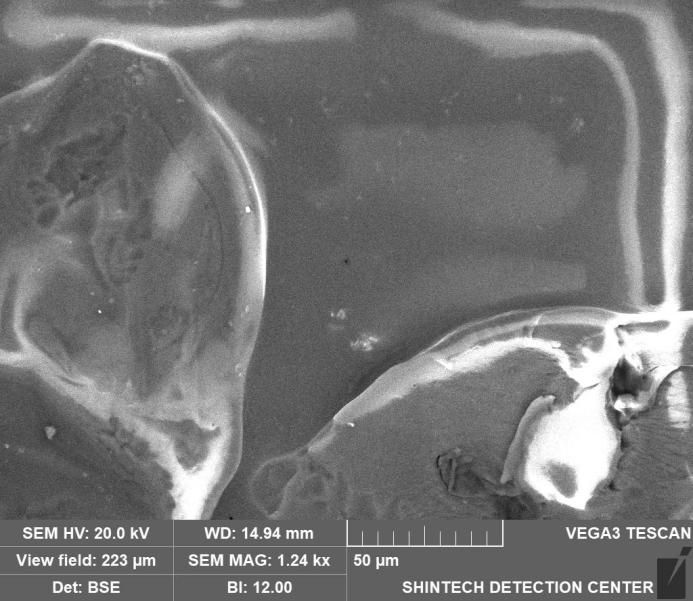
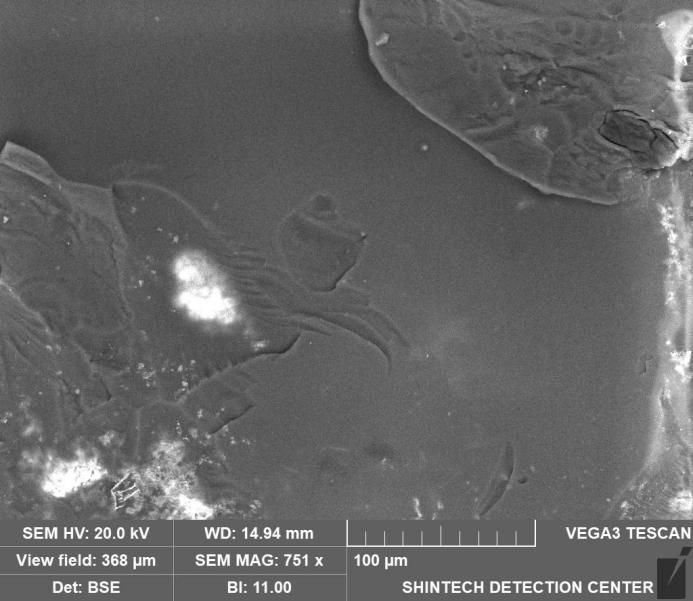
SEM分析
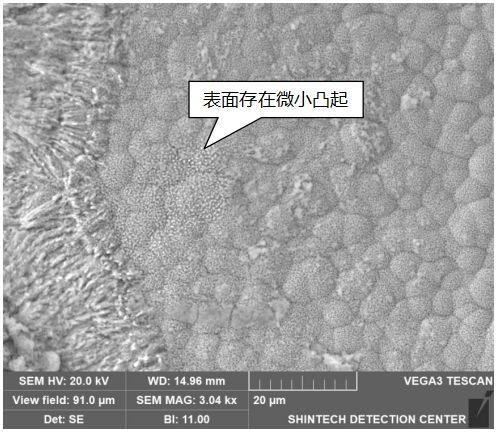
说明:
器件焊盘未润湿位置表面存在密密麻麻微小凸起,晶格形貌无异常。
EDS分析
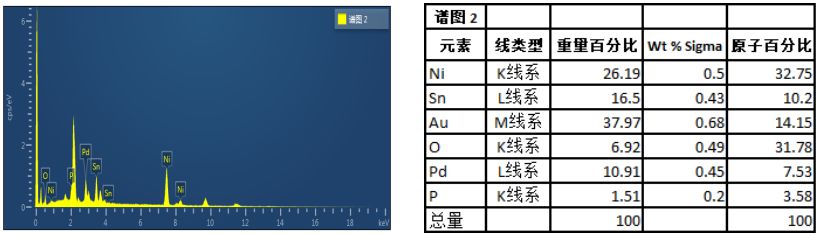
说明:
对焊盘未润湿位置进行EDS分析,检出Ni、Au、Sn、Pd、O、P元素,表明未润湿位置曾有少量Sn附着,但焊盘表面的金镀层仍存在,即该位置在焊接过程中Au层未能熔融。
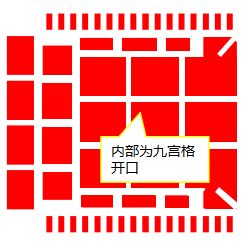
# 4 钢网开口分析
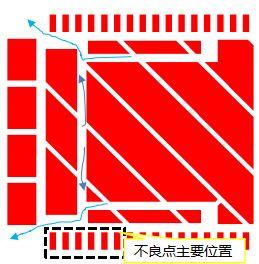
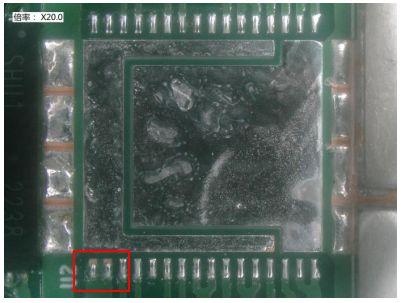
说明:
1.未润湿不良点主要集中于上图所示位置(对向有少部分),该位置是助焊剂挥发气体排出的主要通道;
2.开口隔断仅0.25mm,助焊剂受热后溢出且锡膏熔化汇集,进一步导致该通道的“排气”作用减弱,造成内部气流主要引向图示不良点位,形成“抬起”效应。
No.3分析结果
未润湿失效点位置具有倾向性,基本集中在左下角位置,如下图所示:
未润湿的焊盘表面金层未溶蚀,说明锡膏熔化之后,该焊盘未与液态锡充分接触,进而芯片引脚部位发生翘起,锡膏与焊盘分离;
PCB板材为铝材质,器件封装主要为玻璃材质,二者都不容易发生形变,排除因形变引发的翘起;
通过对钢网开口的分析判断,目前失效点位置是受助焊剂挥发气流影响最大的位置。大量挥发的气体,会将芯片“抬起”,造成图示位置的轻微起翘。
综合以上分析:
推测该焊接不良是由于大量助焊剂气体挥发,其产生的气泡集中由排气孔散出,造成芯片起翘,使芯片焊盘与锡不能充分接触造成虚焊。
No.4 改善方案
建议改善钢网开口方式
1.内部九宫格开口;
2.增加隔断,所有的隔断宽度增加为0.4mm。
新阳检测中心有话说:
本篇文章介绍了PCBA焊接润湿不良分析。如需转载本篇文章,后台私信获取授权即可。若未经授权转载,我们将依法维护法定权利。原创不易,感谢支持!
新阳检测中心将继续分享关于PCB/PCBA、汽车电子及相关电子元器件失效分析、可靠性评价、真伪鉴别等方面的专业知识,点击关注获取更多知识分享与资讯信息。
审核编辑黄宇
-
焊接
+关注
关注
38文章
3308浏览量
60455 -
助焊剂
+关注
关注
3文章
96浏览量
11365 -
失效分析
+关注
关注
18文章
223浏览量
66656 -
PCBA
+关注
关注
24文章
1576浏览量
52452
发布评论请先 登录
相关推荐
PCBA加工常见质量问题揭秘:焊接不良与解决方案
PCBA加工质量控制:如何识别与预防常见缺陷?

PCBA焊接疑难解析:克服常见问题的有效策略
PCBA锡膏加工虚焊和假焊的危害有哪些?

SMT锡膏贴片加工中有哪些焊接不良?

大研智造激光锡球焊接:革新PCBA焊接技术

焊接质量不佳?可能是你忽略了这些PCBA可焊性因素!

PCBA电路板焊接后检测质量的方法
焊接之道:深入剖析PCBA可焊性的四大关键因素

PCBA加工中波峰焊出现透锡不良怎么解决
SMT焊接中常见的不良现象有哪些?

详解电子元件的润湿平衡实验





 工商网监
工商网监
评论