 变频器在注塑机上的应用
变频器在注塑机上的应用
近几年塑料行业发展越来越迅速,其中注塑行业也正迎来一个飞速发展的机遇。但同时行业内的竞争也日渐激烈,各厂家除了重视产品质量和品牌外,也越来越重视生产成本的控制。
从注塑机工艺过程知道,在注塑成型产品成本中,电能消耗成本占了很大的比例,因而能否有效减少电能损耗,受到了各注塑机厂家和用户的关注。随着变频调速技术的推广,变频调速在传动控制和节能领域已日渐得到了广泛应用,尤其在泵类负载场合采用变频控制节能效果显著。本文以四方V560系列变频器为例,介绍了注塑机行业的一种变频控制应用方案。
一、工艺介绍
普通注塑机通常采用液压传动,其结构如图1所示,主要包括注射装置、开合模装置、液压传动装置和电气控制装置等。
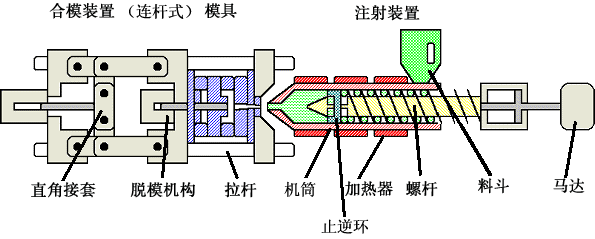
图1
注塑机成型工艺是一个按照预定周期动作的过程,即以合模-锁模-射嘴前进-射胶-保压-冷却-预塑-射台后退-开模-取出制品等加工工序达到某件产品成型。
普通注塑工艺中的损耗主要来自于以下几点:
1.溢流损耗。随产品及加工工序不同,各工序所需液压、流量、压力不同。所以对于油泵马达而言,注塑机注塑过程中的负载是处于变化状态的。而泵的流量是按照所需的最大流量来设计的,油泵工作时以恒定的转速提供的液压流量,当注塑机所需的流量小于最大流量时,多余的液压将通过溢流阀回流,这一部分能量就损耗掉了。
2.节流损耗。当液压油流经阀的节流口时会有一定的压降,这就是节流损耗。由于方向阀的节流面积比较大,所以大部分的节流损耗发生在比例阀上。同时由于液压长期全速循环流动与液压件机械剧烈磨擦,造成油温过高,噪音过大,机械寿命缩短等不良现象。
3.设计余量损耗。通常在设计中,一般会考虑到共用性,设计时以最大容量为基础,因此用户油泵电机设计的容量比实际需要高出很多,存在“大马拉小车”的现象,造成电能的大量浪费。
二、控制方案
针对注塑机的成型工序及工艺特点,设计了四方V560系列变频器搭载专用扩展卡的方案,系统构成如图1所示,具体如下:
1.专用扩展卡集成四路模拟量输入通道,两路电压型,两路电流型,为不同类型的流量及压力指令提供输入接口;
2.集成多段速控制,可与流量、压力设定信号叠加后再给定变频器的运行频率;
3.可设置底流,提高系统的响应速度及稳定性。
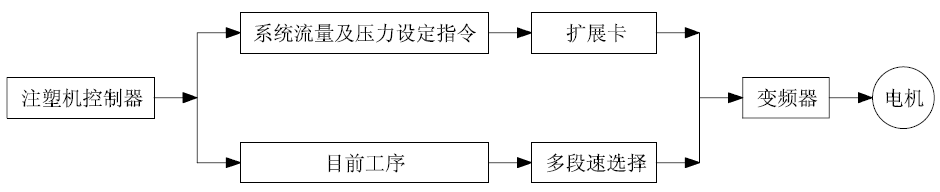
图2
三、系统接线及主要参数设定
系统接线图如图3所示:
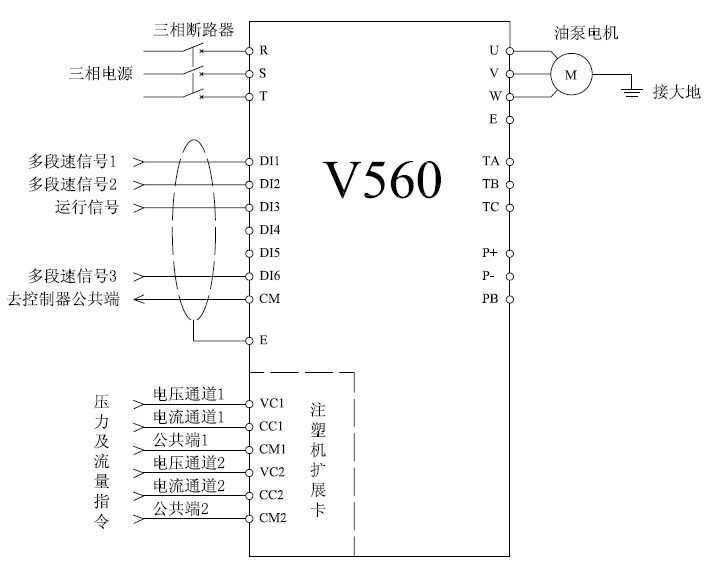
图3
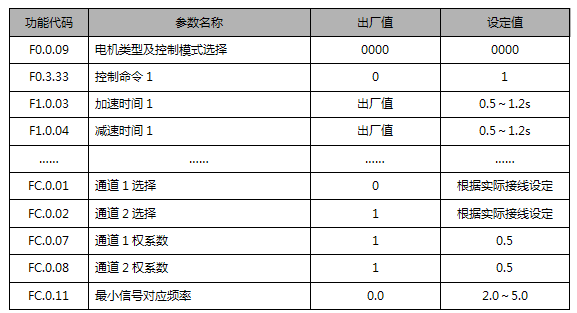
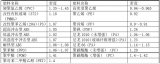
主要设定参数
四、方案优势:
1.具有注塑机专用的运行频率给定通道,加减速时间短,系统响应迅速;
2.系统电流抑制能力强,有效避免过流等故障的出现,系统运行稳定;
3.多段速与流量、压力指令叠加的功能便于实现不同工序对运行频率的要求;
4.注塑机液压油温升明显降低,有效延长了液压油的使用寿命;
5.系统节能效果显著,普遍可达20%~50%。
结束语
本文介绍了一种基于四方V560变频器的注塑机驱动方案,该方案具有加减速时间短、系统响应迅速、系统运行稳定的优势,系统技能效果显著,注塑机液压油温升明显降低,有效延长了液压油的使用寿命。目前已成功地应用于多个注塑机节能改造现场。
审核编辑:汤梓红
-
工艺
+关注
关注
4文章
572浏览量
28742 -
变频器
+关注
关注
251文章
6473浏览量
144126 -
注塑机
+关注
关注
3文章
71浏览量
14266 -
传动控制
+关注
关注
0文章
6浏览量
6744
原文标题:应用案例 | 变频器在注塑机上的应用
文章出处:【微信号:变频器世界,微信公众号:变频器世界】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
回收注塑机回收卧式注塑机回收立式注塑机
镇江回收贴片机——镇江回收注塑机
注塑机的PCC控制系统


注塑机怎么选择?
基于四方V560变频器的注塑机驱动方案





 工商网监
工商网监
评论