 尺寸链计算与公差分析的目的
尺寸链计算与公差分析的目的
尺寸链计算与公差分析的目的
获得合理的工序公差,保证产品加工质量;
检查工艺漏洞,提前优化,避免试生产造成的资源及时间浪费;
优化零件加工工艺路线,避免累计误差;
减少装配现场的修锉调整;
降低产品的返修率,帮助企业节约成本。
尺寸链的定义和分类
尺寸链的定义
尺寸链是由一组相互连接的尺寸形成的封闭尺寸组。在工程设计和制造中经常用尺寸链来进行工艺尺寸换算,控制关键尺寸的公差,从而保证产品的制造精度。
尺寸链的分类
◆按其空间位置的构成可以分为:线性尺寸链(一维)、平面尺寸链(二维)和空间尺寸链(三维)。
◆按其功能可以分为:装配尺寸链、零件尺寸链和工艺尺寸链。
工艺尺寸链的定义和换算
工艺尺寸链的定义
在零件的加工过程中,决定各个工序要素间相互关系的尺寸通常可用彼此相联系的点、线、面按一定顺序排列,形成一个封闭的尺寸系统,这个尺寸系统就称为工艺尺寸链。
工艺尺寸链的分析与计算(换算形式)
由于产品的复杂性,产品制造需要很多工序才能完成。由于加工基准的转换,使工艺尺寸换算在工艺设计过程中占有非常重要的地位。尺寸换算主要有以下几种形式:
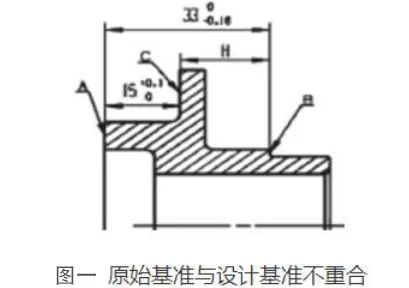
原始基准与设计基准不重合
图1中A为设计基准,B为加工面,C为原始基准,尺寸H必须通过换算后求出。
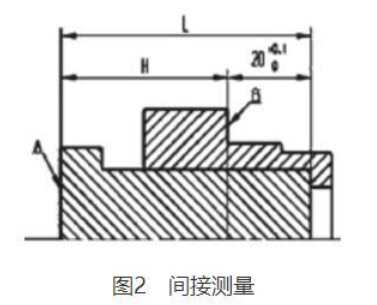
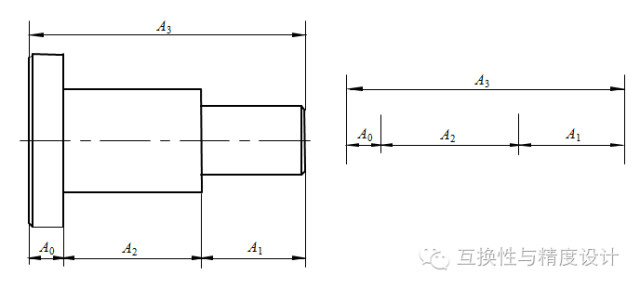
设计基准与测量基准不重合时的尺寸换算
图2中工序原始尺寸为20,B为加工面。若要对该尺寸直接测量比较困难,因此将一个芯轴安装在零件上,与零件内部的定位面接触,借助基准A进行间接测量。尺寸L为固定长度,因此可以通过测量H来间接保证工序尺寸为20。
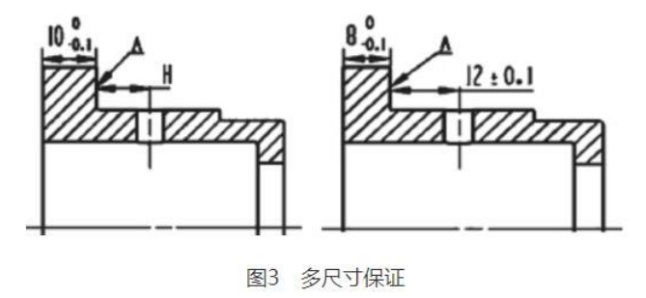
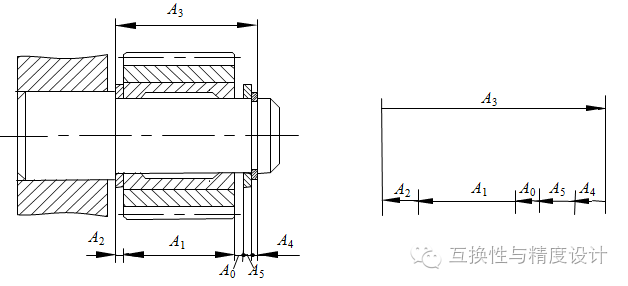
多尺寸保证
图3中小孔在粗加工阶段已经加工完成,主设计基准A在最后面加工保证,与主设计基准有关的尺寸有4个:10、H、8、12。两个工序中,小孔中心与左端面的距离不变,因此H值由10、8、12 三个尺寸共同来保证。
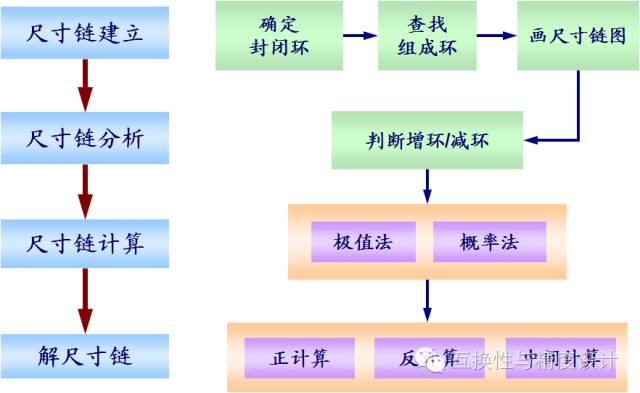
工艺尺寸链的解算步骤由上所述,要利用尺寸链原理来分析相互关联的工序尺寸及余量的变化规律。首先要由零件工序图画出尺寸链图,然后找出封闭环、增环、减环等进行解算。解算关键在于能否正确地画出尺寸链,判断封闭环。对于在生产实践中已出现和未出现的复杂尺寸链解算问题,都需要根据尺寸链的定义及工艺目的进行准确把握,再根据实际情况来进行解算。
一、尺寸链的定义与相关术语
尺寸链的定义:由产品设计或工艺要求所确定的某一尺寸和对该尺寸有直接影响的全部尺寸,连接形成的封闭尺寸组。
尺寸链具有封闭性和相关性:尺寸链一定是封闭的,尺寸链中各尺寸一定具有相互联系。
环:尺寸链中每一个尺寸都叫做一环。
封闭环:加工或装配过程中最后自然形成的尺寸叫做封闭还。封闭环常用下标为“0”的字母表示。一个尺寸链中只有一个封闭环。判断封闭坏是尺寸链分析的最重要一步。
组成环:除封闭环以外的其他环叫做组成环。组成环通常用下标为“1,2,3,…”的字母表示。根据对封闭环的影响不同,组成环分为增环和减环。
增环:与封闭环同向变动的组成环称为增环。即其他组成环不变,该组成环尺寸增大(或减小),封闭环尺寸随之增大(或减小)。
减环:与封闭环反向变动的组成环称为减环。即其他组成环不变,该组成环尺寸增大(或减小),封闭环尺寸随之减小(或增大)。
二、尺寸链的分类
1. 按照形成原因
按照形成原因,尺寸链分为装配尺寸链、零件尺寸链和工艺尺寸链。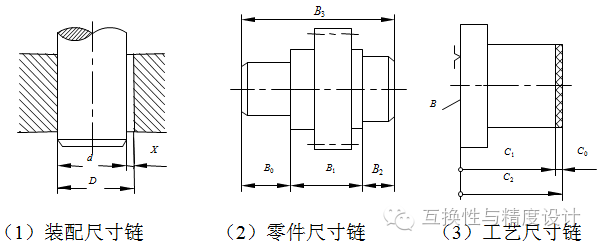
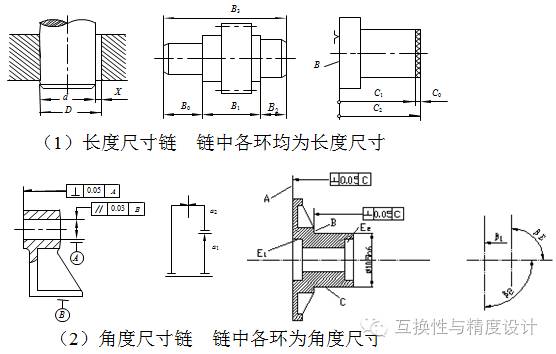
2. 按照尺寸特征
按照尺寸特征,尺寸链分为长度尺寸链和角度尺寸链。
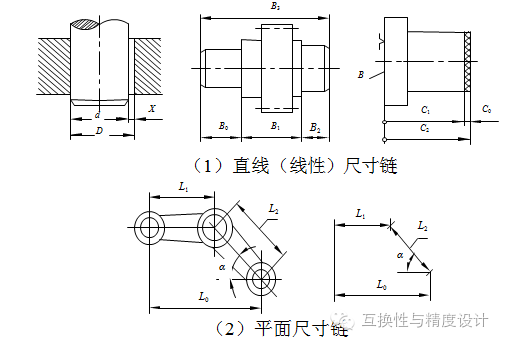
3. 按照空间布置
按照空间布置,尺寸链分为直线尺寸链、平面尺寸链和空间尺寸链。
二、尺寸链的分析计算
1.极值法和概率法的不同
(1) 试切法和调整法加工的不同
试切法是指操作工人在每个工步或走刀前进行对刀,然后切出一小段,测量其尺寸是否合适,如果不合适,将刀具的位置调整一下,再试切一小段,直至达到尺寸要求后才加工全部表面。通过试切—测量尺寸—调整刀具的吃刀量—走刀切削—再试切,如此反复直至达到所需尺寸。此法主要用于单件小批生产。
调整法是一种加工前按规定的尺寸调整好刀具与工件相对位置及进给行程,从而保证在加工时自动获得所需距离尺寸精度的加工方法。这种加工方法在加工时不再试切。生产率高,其加工精度决定于机床、夹具的精度和调整误差,用于大批量生产。
(2) 极值法和概率法和调整法的不同
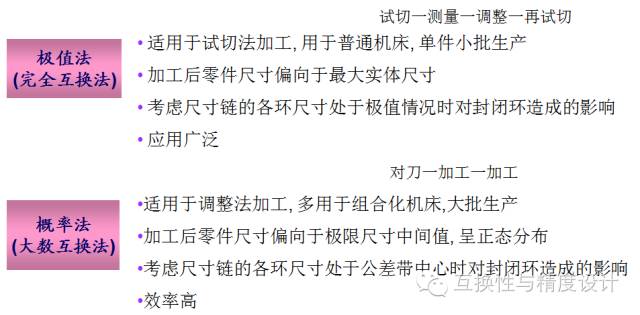
极值法适用于试切法加工,加工后的工件尺寸偏向于最大实体尺寸,极值法考虑工件处于极限偏差时对封闭环造成的影响。
概率法适用于调整法加工,加工后的工件尺寸以公差带为中心呈正态分布,概率发考虑工件处于公差带中心时对封闭环造成的影响。
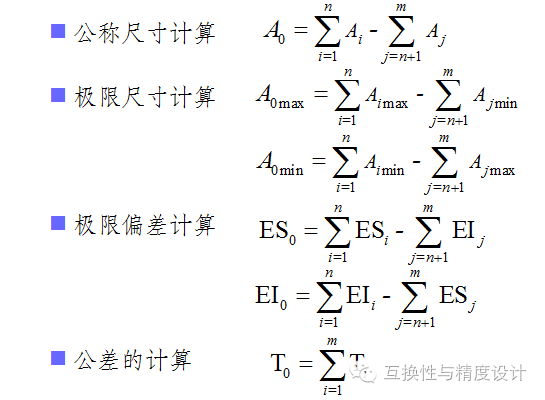
2. 极值法解尺寸链的计算公式
极值法解尺寸链的计算公式
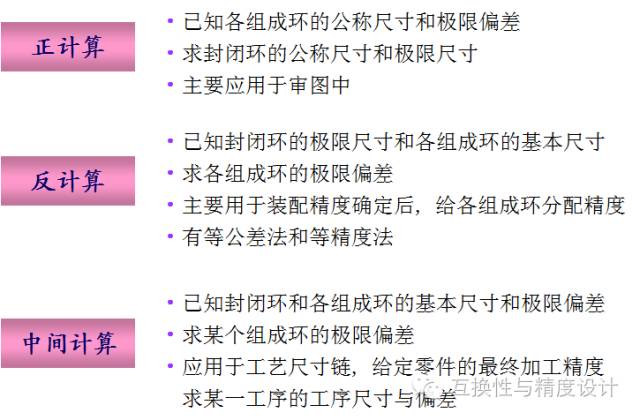
3. 正计算、反计算和中间计算
三、尺寸链分析计算实例
1. 正计算(校核计算)
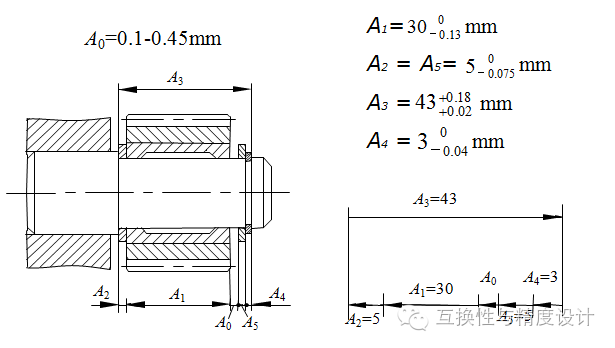
例1. 已知如下图所示的齿轮部件装配,轴是固定不动的,齿轮在轴上回转,要求齿轮与挡圈的轴向间隙为0.1-0.45 mm。试采用完全互换法装配,试确定各组成环公差和极限偏差。
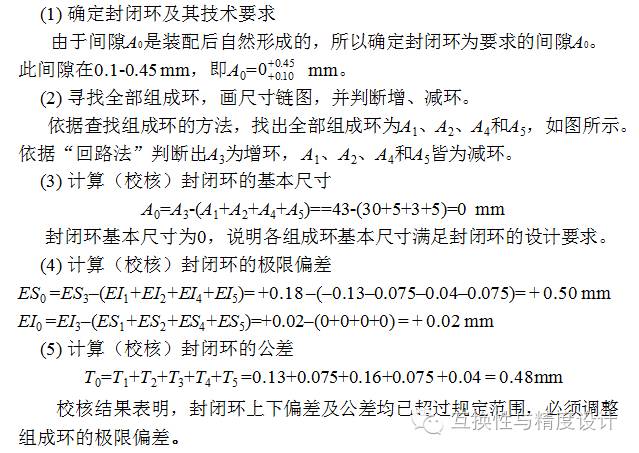
解:
2. 中间计算(工艺设计)
-
工程设计
+关注
关注
0文章
19浏览量
11256 -
工序
+关注
关注
0文章
9浏览量
6733
原文标题:尺寸链计算及公差分析
文章出处:【微信号:线束专家,微信公众号:线束专家】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
【探讨】DTAS尺寸公差分析与尺寸链计算邀您探索单孔销浮动之奥秘(二),快来围观吧!

公差的等级及应用领域
AutoCAD中尺寸公差的自动标注
在AutoCAD中实现尺寸公差自动标注的探讨
轴承与公差关联的尺寸
尺寸链计算和公差叠加研讨会
浅谈线性公差分析
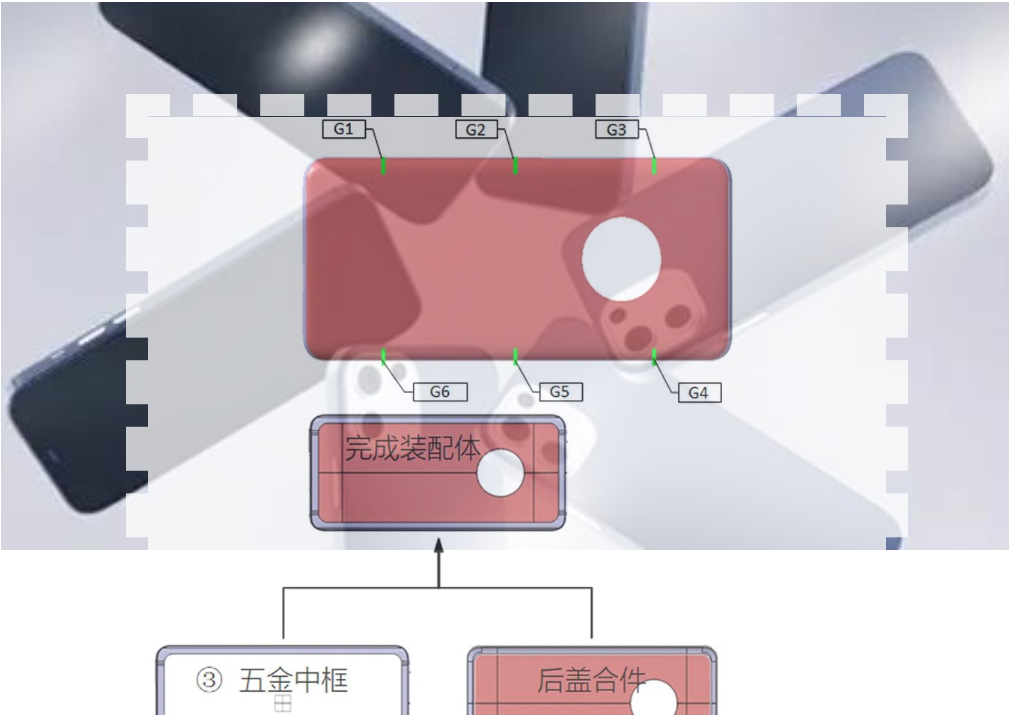
DTAS尺寸公差分析与尺寸链计算软件&手机装配案例
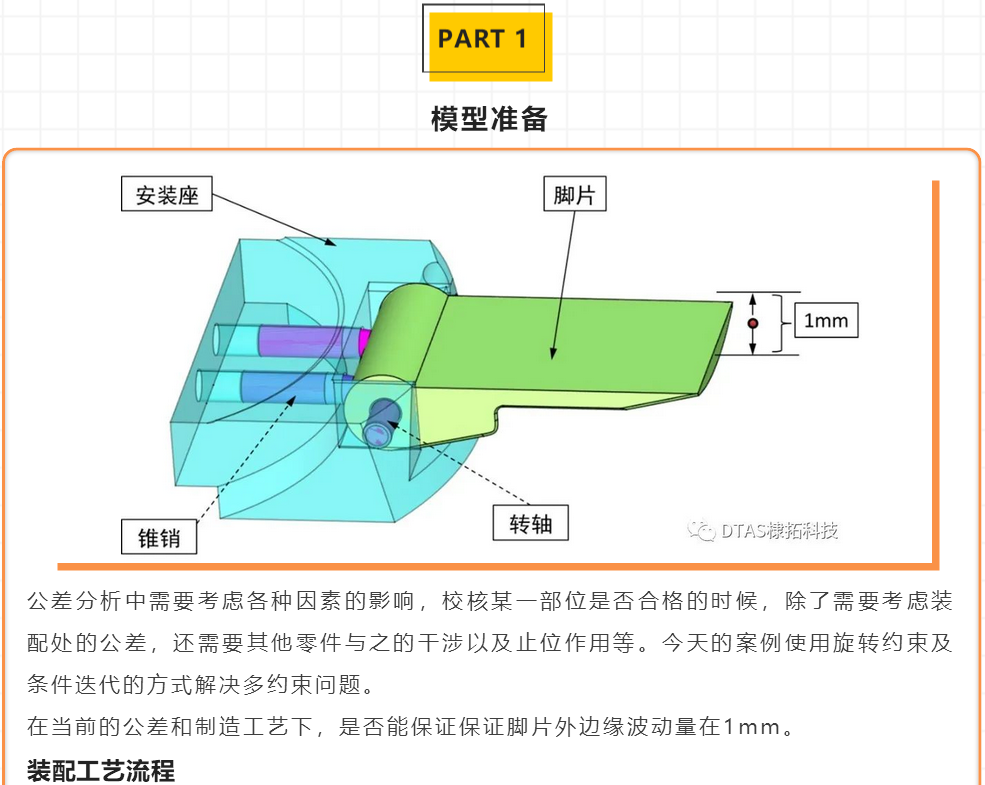
尺寸公差分析VS尺寸工程-迭代装配解决多约束问题-DTAS软件





 工商网监
工商网监
评论