 KUKA机器人点焊控制中F130两次铣削的应用
KUKA机器人点焊控制中F130两次铣削的应用
F560激活技术包中的SK1
F129、EZ1/SP1选择,无需开始铣削
F130.EZ1/SP1普通铣削选择2冲程
F530~EZ1/SP1机器人导向钳安装在机器人上。
(如果未设置此标志,并且存在EZ1/SP1,则声明为静态钳子)
F314 ~ EZ1/SP1 Vorw. 快换头使用钳1
F315 ~ EZ1/SP1 Vorw.快换头使用钳2
F316 ~ EZ1/SP1 Vorw.快换头使用钳3
F317 ~ EZ1/SP1 Vorw.快换头使用钳4
F130 用于伺服焊钳的二次夹紧铣削使用. 要配合I43一起使用!
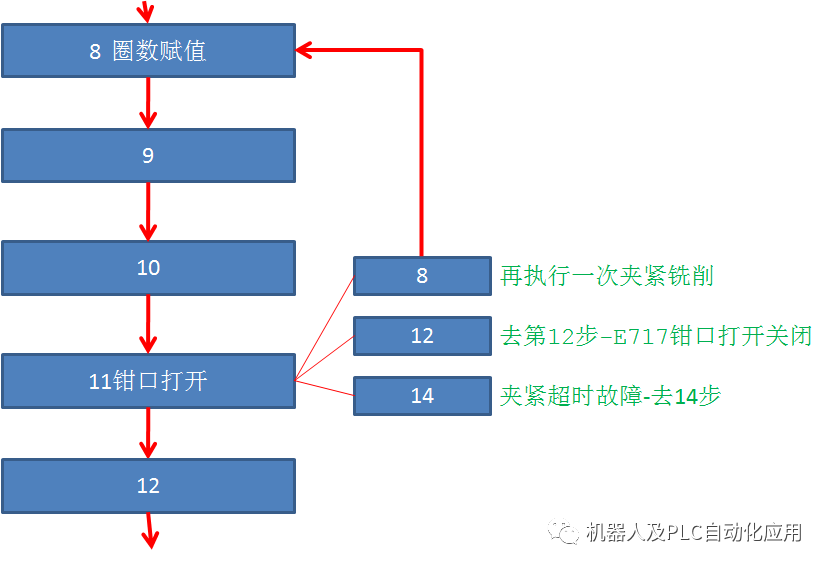
SCHRITT 8 -- ROB EZ1/SP1/KE1 SZ1 --
F312 = AUS -关闭检测提示-
F313 = AUS –关闭计数提示-
i45 ( EIN ) = i4 -I4=3正常铣削圈数-
i4 ( F99 ) = i43 -如果上次测试i4 = i1-有F99 /
i43=0,将I4值0
i1 ( EIN ) = 0 -I1计数器清零-
T9 ( EIN ) = -40[1/10Sek]-焊钳关闭超时-
T7 ( EIN ) = -40[1/10Sek]
Schritt 9 = A4039
SCHRITT 9 -- ROB EZ1/SP1 SZ1 --
A835 = (F330 + F331 + !F330 & !F331 & !F332) & !F289 -再次吹气-
A859 = (F330 + F331 + !F330 & !F331 & !F332) & F289 -(没用)-
A717 = AUS
A718 = EIN -焊钳夹紧-
Schritt 10 = (!E717 & E718 + T9) & A4039 -检测是否夹紧到位-或是超时-
SCHRITT 10 -- ROB EZ1/SP1/KE1 SZ1 --
T9 ( EIN ) = STOP
F325 = T9
A834 = !T7 & !T9 & !F289 -没有超时故障继续旋转-
A858 = !T7 & !T9 & F289 (没用)
A835 = (F330 + F331 + !F330 &!F331 & !F332) & !T9 & !F289 - 吹气-
A859 = (F330 + F331 + !F330 &!F331 & !F332) & !T9 & F289
Schritt 11 = (F79 & F98 + F78& F94 & !F287 + F78 & F96 & F287 + T7 + T9) & A4039
-F79正常铣削,F98正常铣削数量到达-F78首次铣削,F94第一次夹圈数满足-F96第2次夹圈数满足
SCHRITT 11 -- ROB EZ1/SP1/KE1 SZ1 --
F334 = AUS
t7 ( EIN ) = STOP
A719 = AUS
A718 = AUS
A717 = EIN -焊钳口打开-
A835 = (F330 + F331 + F332 + !F330& !F331 & !F332) & !F289 -继续吹-
A859 = (F330 + F331 + F332 + !F330& !F331 & !F332) & F289
F736 = EIN
F329 = T7 + T9 -超时故障-
F96 = (F96 & F78 + F98 &F79) & F287
-F287铣削两次使用- 首次铣F96第2次夹检测圈数满足-F79正常铣削圈数满足(正常铣削要是激活F130进行2次铣削圈数也是F98=I4=I1)
F98 = !F130 & F98 + F130 &F287 & F98
-F98正常铣削圈数满足-!F130 & F98只铣一次- F130 &F287 & F98正常铣第2次铣
-F 130正常铣削,铣2次功能-
F287 = F78 + F79 & F130
-F287用于铣削铣第2次用-F78首次铣必须会触发F287-F79正常铣需要和F130一起使用。
bin3 ( F130 ) = 36
i4 ( F96 ) = i45
Schritt 8 = E717 & !E718 &(F78 & !F96 + F79 & F130 & !F96) & !F329 & A4039
去第8步再夹第2次-E717钳口开-首次铣削还没有F96第2次夹检测圈数-正常铣削的铣2次功能激活,没有第二次铣削检测F96-没有超时故障-
Schritt 12 = E717 & !E718 &(F79 & F98 & (!F130 + F96) + F78 & F96 + F329) & A4039
去第12步-E717钳口开-正常铣削F79-F98第1次检测圈数正常-没有2次铣削-或用了2次铣削F96第2次圈数满足-超时故障
Schritt 14 = F325 & (E26 + E27) & A4039 有F325夹紧超时故障-去14步
-
机器人
+关注
关注
210文章
28170浏览量
206211 -
计数器
+关注
关注
32文章
2253浏览量
94333 -
KUKA
+关注
关注
3文章
217浏览量
16482
原文标题:大众VASS05 KUKA机器人点焊控制中F130两次铣削的应用
文章出处:【微信号:gh_a8b121171b08,微信公众号:机器人及PLC自动化应用】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
KUKA机器人问题解答
KUKA库卡机器人伺服驱动器相关型号举例
KUKA焊接机器人伺服电机常见故障及维修处理
库卡机器人MGV电源模块维修
机器人系统与控制需求简介
没有有前辈用LabVIEW控制kuka机器人c2的经验?通讯是怎么做到的?
KUKA机器人焊钳铣削清零方式
点焊机器人的工作原理及应用
KUKA机器人程序中铣削清零方式
KUKA机器人铣削控制





 工商网监
工商网监
评论