 KUKA机器人铣削控制
KUKA机器人铣削控制
一般铣削
1.吹扫帽切割器
有三种变量可用于启动“KF吹扫”
变量1:(F330)
吹扫是通过“将旋转接头旋转到工作位置”命令开始的。对于机器人导向钳子,吹扫是根据“关闭钳子”命令开始。
变量2:(F331)
吹扫是通过命令“关闭钳子”开始的。
变量3:(F332)
吹扫是通过命令“打开钳子”开始的。
配置是在宏57中完成的。
示例配置在文档中:
“KS_Part_2_2_01_KS26_ROB-KUKA_project-specific_specifications”
2.铣削过程中调整行程
在开始铣削的基本设置中提供2个冲程。
对于普通铣削,在基本设置中提供行程。
笔划数可以通过Macro57中的技术调用进行更改。(工艺参数P76 pP79和P84 pP91)
第一行程的铣削转数可以单独调节。
第二行程的铣削车削也适用于所有进一步的行程。
正常铣削过程中2冲程的夹紧力也适用于所有进一步的冲程。
铣削机器人导向焊枪
帽盖铣削有两种类型,一种是在更换帽盖后立即进行的“开始铣削”,另一种是取决于铣削间隔的“正常铣削”。
开始铣削也被称为维修顺序!!!
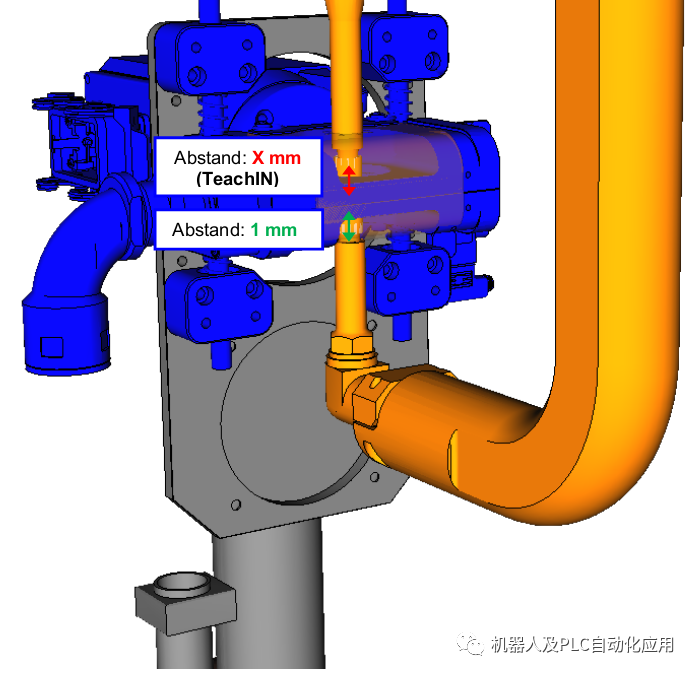
铣削位置的校正(机器人引导)
先决条件
-仅使用新的取消上限进行点校正(必须执行宏上限更改!)
-刀具的攻角必须为90°
程序
-使用单步停止启动铣削位置
-将实心电极与刀片对齐90°,距离为1mm
-用“Koord”接管铣削位置的坐标
-选择句子的简历要点
-执行TeachIN机器人的钳子功能(18,EZ1/KE1)
-使用SingleStep+启动TeachIN机器人序列(这决定了最佳夹具开口尺寸)
-用“Koord”接管Frä位置的坐标
在子程序技术中,用R机器人引导的焊钳可以实现端盖铣削。
对于EZ1/SP1/PZ1/KE1 SZ1,使用子程序101。
对于EZ1/SP1/PZ1/KE1 SZ2,使用子程序102。
对于EZ1/SP1/PZ1/KE1 SZ3,必须使用Unt程序103。
对于EZ1/SP1/PZ1/KE1 SZ4,使用子程序104。
尽可能早地,优化是在条件UP调用之前的一个点,必须对所用的钳子/焊接控制进行相应的Tech ch包调用以更新铣削请求!
TECH1 EZ / SP/KE Steuerung=Nr1 Service EZ/SP - ProgNr=31 Offset =0 [1/10 mm]
Weg=0 [1/10 mm] SK/KE- PktNr =31 Fzg - Typ =0 Techaufruf=EIN ~带EZ/SP 使用焊接控制器
如果在开始成帧之后需要额外的帽组,
因此,在宏83“测量”之后,在UP铣削中将宏87称为“Set 2 caps”(设置2个盖帽)
工作顺序示例:
用SK1在机器人上铣削EZ1/SP1 SZ1
Folgex(开始)
PTP VB=100% VE=0% ACC=100% RobWzg=1 Base=1 SPSTrig=0 [1/100s]
1: FB PSPS = EIN
2: TECH1 EZ /SP/KE Steuerung=Nr1 Serv ice EZ/SP - ProgNr=31 Offset =0 [1/10 mm]Weg=0 [1/10 mm] SK/KE- PktNr =31 Fzg - Typ =0 Techaufruf=EIN ~使用焊接控制器SK
Folge x(完)
X: PTP VB=100% VE=0% ACC=100% RobWzg=1 Base=1 SPSTrig=5 [1/100s]
1: FB PSPS = EIN
2: TECH1 EZ/SP/KE Steuerung=Nr1 Service EZ/SP - ProgNr=31 Offset=0 [1/10 mm] Weg=0 [1/10 mm] SK/KE- PktNr =31 Fzg - Typ =0 Techaufruf=EIN ~使用焊接控制器 SK
UP 101 EZ/SP或KE盖帽切割器
PTP VB=100% VE=0% ACC=100% RobWzg=1 Base=1 SPSTrig=0[1/100s]
1: FB PSPS = EIN
2: TECH1 EZ/SP/KE Steuerung=Nr1 Service EZ/SP - ProgNr=31 Offset=0 [1/10 mm] Weg=0 [1/10 mm] SK/KE- PktNr =31 Fzg - Typ =0 Techaufruf=EIN
铣削位置
技术包中的“铣削”调用激活了机器人更换帽子磨损。
C: PTP VB=100% VE=0% ACC=100% RobWzg=1 Base=1 SPSTrig=5[1/100s]
1: FB PSPS = EIN
2: TECH1 EZ /SP/KE Steuerung=Nr1 Fraesen EZ/SP - ProgNr=31 Offset =0 [1/10 mm]Weg=0 [1/10 mm] SK/KE- PktNr =31 Fzg - Typ =0 Techaufruf=EIN
4: SPS MAKRO82 = EIN ~ Fraesen
5: WARTE BIS E23
6: FB PSPS = M95 & E14 & E24
固定焊钳的铣削
有两种类型的端盖铣削,第一种是在端盖更换后立即进行的“开始铣削”,第二种是取决于铣削间隔的“正常铣削”。
开始铣削也被称为维修顺序!!
如果在开始取景后需要额外的盖帽组,则必须在Macro57中使用Flag335激活“在开始取景之后使用第二个盖帽组”选项。
要铣削的静态钳子的编程开口尺寸必须从程序项目“铣削开始”到程序项目“铣刨结束”相同!!!
如果不是这种情况,并且程序项“铣削端”处的编程开口尺寸与当前开口尺寸的差异大于允许的拖动误差,则将钳子定位在程序项“铣端”处。
这是必须避免的!!!
固定焊钳的端盖铣削有两种变体。
变体A:
机器人的部件处理比固定焊枪的铣削周期更长。
随后,在焊接之后开始铣削,并且在顺序铣削结束时完成铣削。
变体B:
固定焊枪的铣削周期比机器人的部件处理需要更长的时间。
因此,在焊接之后开始铣削,并且在序列的开始处完成铣削。(在连续端上铣削)
将静态EZ1/SP1铣削成SK1或KE 1
请注意,在UP的101 e102中没有对使用固定钳进行ss铣削进行编程。
机器人在EZ/SP/KE的正常程序序列中报告需要正常铣削。旋转装置和铣削循环的控制由机器人步进器执行。
B: PTP VB=100% VE=0% ACC=100% RobWzg=1 Base=1 SPSTrig=0[1/100s]
1: FB PSPS = EIN
2: TECH1 EZ / SP/KE Steuerung=Nr1 Service EZ/SP - ProgNr=31 Offset =0 [1/10 mm] Weg=0 [1/10 mm] SK/KE- PktNr =31 Fzg - T yp=0 Techaufruf=EIN ~使用焊接控制器SK
焊钳前方和旋转装置外侧
X: PTP VB=100% VE=0% ACC=100% RobWzg=1 Base=1 SPSTrig=5[1/100s]
1: FB PSPS = EIN
2: TECH1 EZ / SP/KE Steuerung=Nr1 Service EZ/SP - ProgNr=31 Offset =0 [1/10 mm] Weg=0 [1/10 mm] SK/KE- PktNr =31 Fzg - Typ =0 Techaufruf=EIN
-
机器人
+关注
关注
211文章
28745浏览量
208916 -
铣削机
+关注
关注
0文章
2浏览量
4847
原文标题:VASS06KUKA机器人电焊-铣削控制
文章出处:【微信号:gh_a8b121171b08,微信公众号:机器人及PLC自动化应用】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
工业机器人的末端关节旋转该精确控制?
KUKA机器人问题解答
KUKA库卡机器人伺服驱动器相关型号举例
KUKA焊接机器人伺服电机常见故障及维修处理
工业机器人组成结构相关资料分享
库卡机器人MGV电源模块维修
机器人系统与控制需求简介
没有有前辈用LabVIEW控制kuka机器人c2的经验?通讯是怎么做到的?
KUKA机器人相关分类及型号一览





 工商网监
工商网监
评论