 锂电池常规结构解析指南
锂电池常规结构解析指南
一、IIT结构
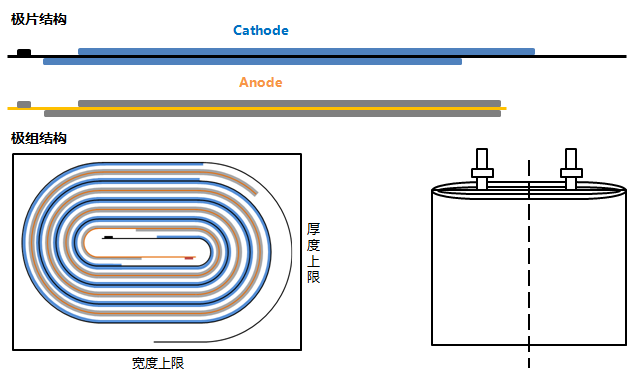
IIT(In-In-Tab)结构的卷芯,正负极耳均焊接在头部,极片入料时可以较好地控制极耳位置,通常极耳中心距和边距不良的情况较少。
附图1:IIT结构极片及极组示意图
附表1:IIT结构试卷问题及解决措施

二、MIT结构
MIT(Mid-In-Tab)结构的卷芯,正极耳焊接在极片中间,而负极耳焊接在头部,相比IIT结构,中心距和边距更难控制。
附图2:MIT结构极片及极组示意图

附表2:MIT结构试卷问题及解决措施

三、IMT结构
IMT(In-Mid-Tab)结构的卷芯,负极耳焊接在极片中间,而正极耳焊接在头部,与MIT结构类似。
附图3:IMT结构极片及极组示意图

附表3:IMT结构试卷问题及解决措施

四、MMT结构
MMT(Mid-Mid-Tab)结构的卷芯,正负极耳均焊接在极片中间,中心距和边距较难控制。
附图4:MMT结构极片及极组示意图

附表4:MMT结构试卷问题及解决措施

五、OOT结构
OOT(Out-Out-Tab)结构的卷芯,正负极耳均焊接在极片尾部,卷绕完成后才能确定极耳位置,与极片一致性关系较大,中心距和边距最难控制。
附图5:OOT结构极片及极组示意图

附表5:OOT结构试卷问题及解决措施

需要注意的是,卷芯尺寸、包覆情况等之间相互存在关联性,如MMT结构卷芯,正极片入料增加后,极耳中心距和正极耳边距都会减小,而负极片入料增加后,极耳边距会减小,而中心距会增大,因此,在调整极片尺寸或极耳位置时,切不可顾此失彼。
如此多的卷绕结构是基于电芯性能和制造工艺难易程度决定的,通过理论计算说明了极耳中置将会降低75%的集流体内阻,从而提高倍率性能。且有相关文献(高倍率锂电池极耳研究)研究了极耳焊接在不同位置的内阻和倍率性能,结果证实了极耳焊接越靠近极片中心,全电池内阻越小,倍率性能越好。
附图6:几种卷芯结构极耳焊接位置示意图

附图7:几种卷芯结构性能对比

由此可见,IIT结构的内阻最大,倍率性能差,MMT结构内阻最小,倍率性能最好,而MIT和ITM介于二者之间,并且负极耳中置的大倍率放电性能比正极耳中置更好。
总 结
1、极耳中置缩短了电子运动路径,可以有效降低全电池欧姆内阻,降低极化,减小温升,提高倍率性能,但增加了工艺复杂度,极耳中心距和边距控制难度增加。
2、IIT结构的电池和OOT结构内阻相差不大,但OOT结构极耳在卷芯外层,因此特别适合窄条形但中心距要求大的电芯,能大大降低正负极耳触碰短路的风险。
-
锂电池
+关注
关注
260文章
8200浏览量
172170 -
MIT
+关注
关注
3文章
253浏览量
23529 -
电池放电
+关注
关注
0文章
79浏览量
10186
发布评论请先 登录
相关推荐
动力型锂电池与普通锂电池的差别
锂电池保护板常见问题
温度对于锂电池包有什么影响?
3.7v锂电池充电电路图
相机充电电池购买指南----锂电池的选购
锂电池的寿命是几年?锂电池的保养方法






 工商网监
工商网监
评论