 光学成像质量评价
光学成像质量评价
1. 理想成像和像差从几何光学的角度看,光学系统只对被成像物体进行放大或缩小,物平面上的一点经过透镜的作用,变成像平面上的一点,称为“点点成像”,或“理想成像”,像和物具有等同的清晰度,分辨率为无限高,相应的系统称为理想光学系统。
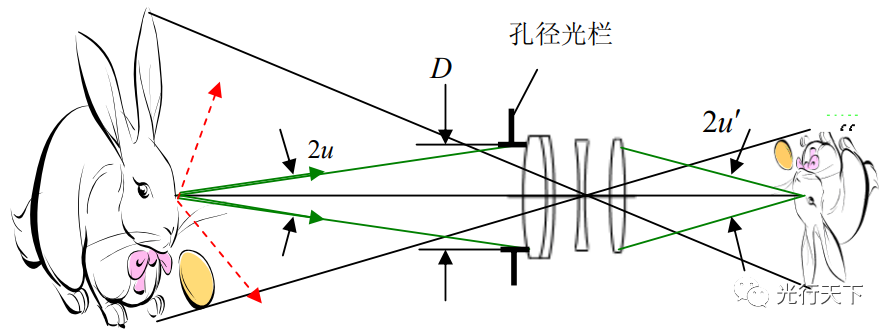
图1. 理想成像和衍射受限
像差和弥散圆:一个物点经过实际成像镜头形成的像不再是点像,具有弥散,称为“像差”。像差的主要原因为:
▷镜头有限孔径光栏( F 数)限制,称为“衍射受限”(diffraction-limited);
▷单色光照射,由设计、材料、加工、调试不完善形成的像差(单色光像差);
▷宽波段光波(多色光)照射形成的像差(色差)。
▷在像差不太严重时,弥散斑近似为圆形,称弥散圆。光学设计软件ZEMAX给出弥散圆的半径( RRMS :RMS radius)
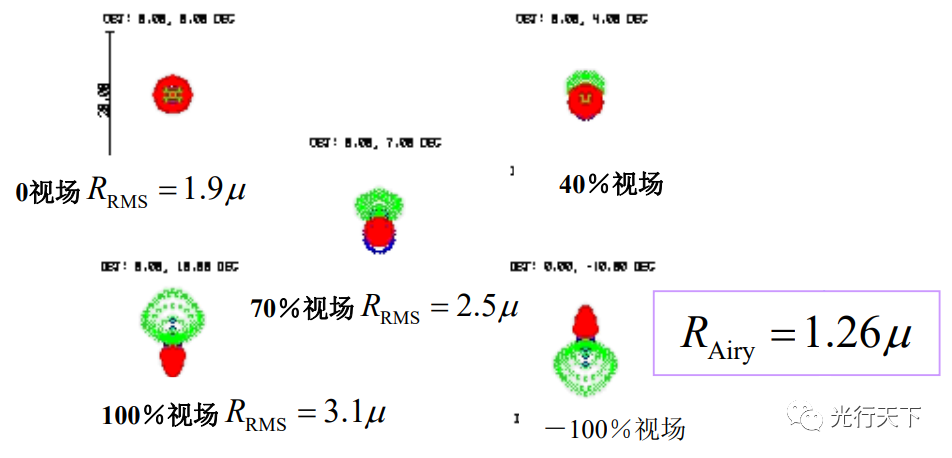
图.2 实际光学系统的弥散斑
2. 衍射受限成像(diffraction limited imaging)
▷从物面上任意一点发出的光波,携带着该物点的信息,本来是向着所有方向发射的,但成像镜头都有孔径光栏,限制了物点发出的光束,只接收孔径角2u 范围内的光束进入系统并传递,参与成像。超出该孔径的光束通不过透镜。
▷从信息论的观点看,有限孔径形成信息的损失,光波在透镜边缘的衍射(又称“绕射”)使波面边缘发生畸变。孔径角2u越小,信息的损失越大。
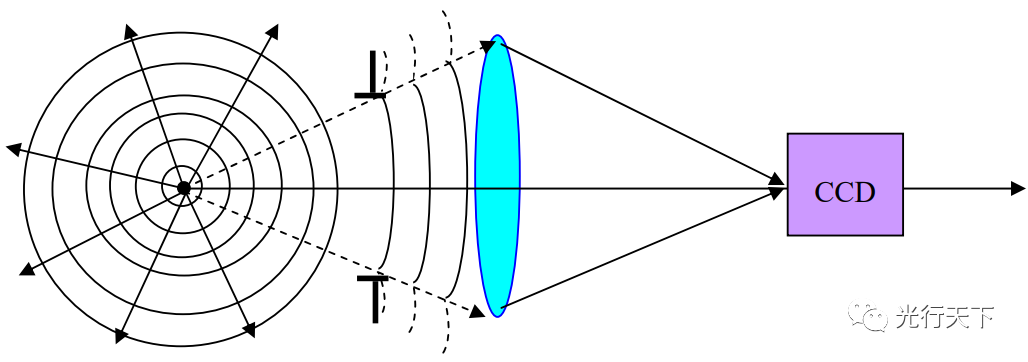
图3. 衍射受限图示
▷一个设计、材料、加工、装配调试都完美的镜头(无像差镜头),仅由于孔径限制形成的像差称“衍射受限”像差。其弥散斑半径为:

其中n为折射率,F为F数,F=f/D , D是入射孔径大小, f为焦距,u为孔径角,相关图形称艾里斑(Airy disk)。该系统称为“衍射受限光学系统”,是实际光学系统的极限。
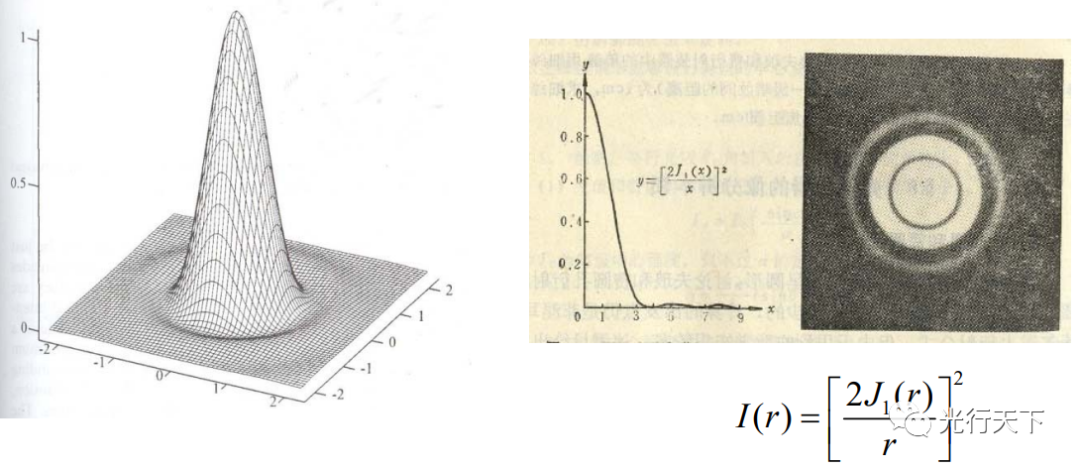
图.4 艾里斑 ▷我们注意到:即使设计加工都完美,透镜仍然实现不了“点点成像”,物点的像是一个艾里斑(图4)。 ▷也正由于设计、材料、加工、装配调试的误差,实际镜头的弥散斑大于甚至远大于艾里斑。只有精密显微物镜、望远物镜、高级光刻制版镜头中心视场(0视场)的弥散圆接近艾里斑。3. 弥散圆和像质评价▷弥散斑表示实际光学系统(像差光学系统)对于衍射受限系统的偏离,常用弥散斑来评价实际光学系统。 ▷对弥散斑的要求是尽可能高的能量集中度,具体来讲,要求: □RRMS 尽量小; □弥散斑尽量接近圆(旋转对称),参见图5。
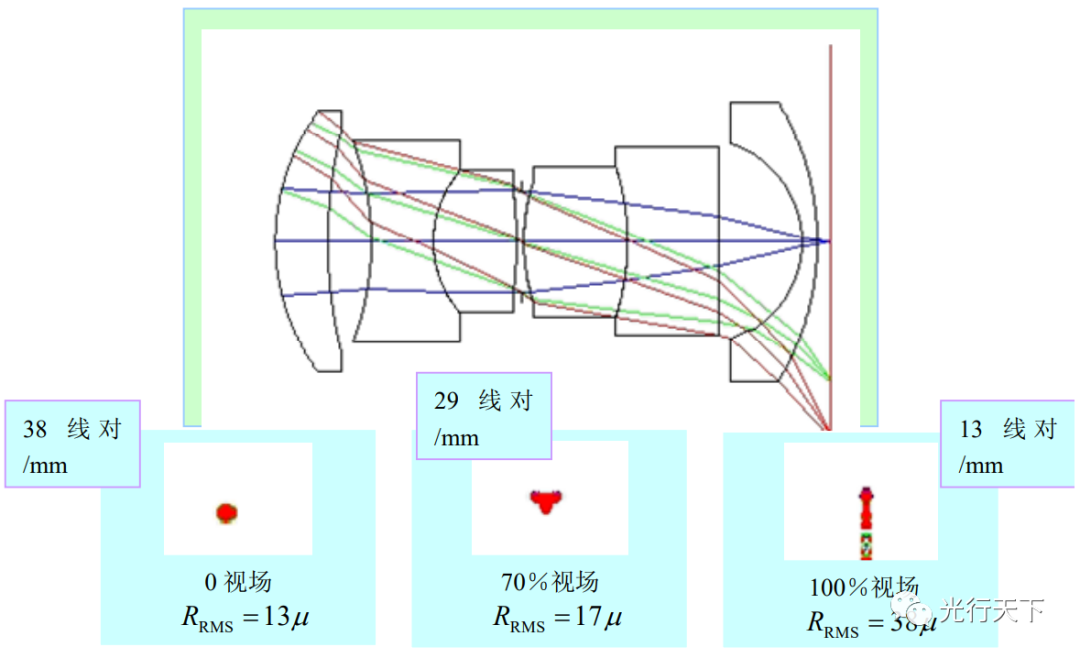
图5. CCD镜头不同视场的弥
▷RRMS 、最小分辨长度、CCD/CMOS像素 □设为探测图像的CCD/CMOS相机的像素尺寸,经验表明:
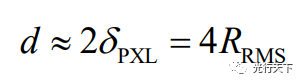
□在能量相对集中,弥散圆比较对称的情况下,最小分辨长度(偏紧估计)
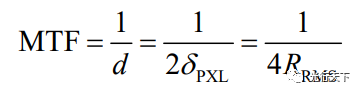
□相应的传递函数为
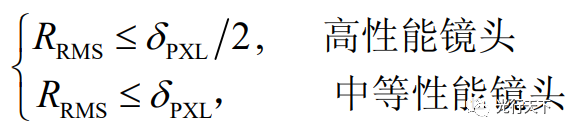
□例如,当像素尺寸 时,高性能镜头要求
时,高性能镜头要求 。中等性能镜头
。中等性能镜头 ,相应传递函数值为50/mm(每毫米50线对)。
,相应传递函数值为50/mm(每毫米50线对)。
□不同视场的弥散圆大小一般不相同,应分别考虑。例如图5。
4. 影响成像质量的因素 ▷影响因素为:设计、材料、加工、装配调试。 ▷设计: □光学设计人员首先必须了解客户提出的技术指标,主要为使用波段、焦距值、孔径、视场、最近物距、放大率、景深、畸变、分辨率等。 □在实际使用过程中对一个光学系统的评价是非常广泛的,不但要求它有理想的成像质量,还需考虑体积、重量、外形、适应性、牢固度、工艺性能、材料选用、造价等等。 □体积、重量等要求,有时直接地影响着实际使用价值。过分追求某一指标而忽略其它指标都是片面的。 □在满足技术指标的前提下,要求尽可能简单、元件数要尽量少,结构要紧凑,采用胶合镜,尽量使用常用玻璃。 □尽量采用已有的典型设计,或略作修改,例如CCD/CMOS镜头:双胶合、三片式、天赛、双高斯及其变形;显微物镜一般就是李斯特型、阿贝型等。一般不鼓励创新。
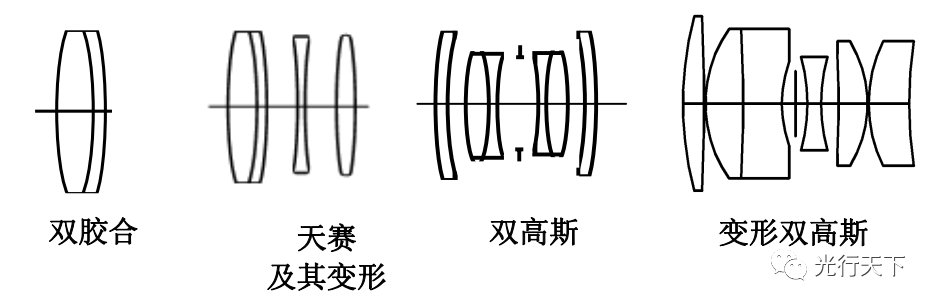
图5. 典型CCD/CMOS物镜

图6.典型显微物镜
□最好的设计指标,如果在工艺上,材料的物理、化学性能上无法保证,也无法批量生产。
□以上要求都不是绝对的,必要时可采用非球面、特种玻璃、大像差等特殊设计。
▷加工:
□近年来,机加工设备自动化程度、加工水平普遍提高,加工达不到指标的情况不多。
□先进光学加工设备虽已使用,但仍有较多传统老设备在使用。在一些小厂,和一些小批加工订单,传统工艺仍在大量使用,检验不严格。
□机加工的公差带已提升1到2级,光学加工仍在沿用原来的公差带。
□对镜头成像质量影响,依次为:镜框跳动、镜片安装倾斜、外 圆 直 径 (外圆和镜框的间隙)、透镜中心偏(concentricity)、厚度、光圈、光洁度。
▷装配调试:
□装配调试是镜头生产的最后一道工序,要求:
☆环境洁净;
☆装配工具工装(旋转台、镜片承载台、小镜片的吸盘、自动改锥、压圈旋紧器);
☆近代批量装配的概念为:镜片、镜框公差恰当,原则上镜头不需调试,只需检测;
☆装配用胶软硬恰到好处、不产生应力。
□目前的问题为:
☆缺少合理的装配工艺,缺乏装配工艺工程师。
☆装配的一致性较差;
☆镜片松紧程度不一致,过松不能用,过紧产生应力。
☆装配用胶不一定合适;
☆洁净度差距大。
□目前水平,基本上不能承担偏振要求高的产品装配,以及高分辨率镜头,例如:
☆偏振显微镜物镜;
☆ 的CCD/CMOS物镜;
的CCD/CMOS物镜;
☆半导体检测镜头(光刻、制版镜头)。
▷材料:折射率、阿贝数偏差
□折射率误差引起焦距相对误差:
在折射率低的玻璃、镜片数较多时这个问题相对突出。
5. 高品质成像:
分辨率足够高、反差适中、层次丰富、杂光少、彩色还原正确、畸变符合要求(一般≤5%,高性能≤1%)、画面中各处照度均匀、画面的“调子”软硬恰当、景深够用、景物质感强,适合批量生产,就是高品质的成像物镜。
-
透镜
+关注
关注
0文章
62浏览量
17944 -
光学系统
+关注
关注
4文章
243浏览量
18315 -
光学成像
+关注
关注
0文章
87浏览量
10085
原文标题:光学成像质量评价
文章出处:【微信号:光行天下,微信公众号:光行天下】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
不同医学成像方法电子设计的挑战
光学成像与激光散斑成像技术的介绍
最创新的近红外二区荧光/生物发光双模式光学成像技术
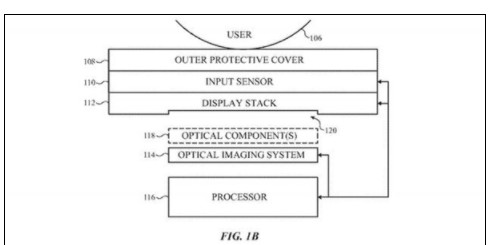
苹果提出利用短波红外光学成像来进行指纹识别
基于深度学习的光学成像算法综述
光学成像技术的了解与研究
计算光学成像技术的基本概念、内涵和优势
计算光学成像:何来,何处,何去,何从?
计算光学成像:突破传统光学成像极限
为什么跨尺度光学成像的意义至关重要呢?
基于光学成像的物体三维重建技术研究
计算光学成像如何突破传统光学成像极限
浅谈超分辨光学成像

工业镜头光学系统的成像质量客观评价
光学成像的关键技术和工艺






 工商网监
工商网监
评论