 西门子SMART200端切换触摸屏画面
西门子SMART200端切换触摸屏画面
在现代化生产制造工业中,有一些特殊行业,如造纸,化工,冶金等企业,它们需要一套既美观又可靠的控制系统,这就产生了用PLC上IO点来控制HMI(触摸屏人机)画面切换等。这可以预防触摸屏画面死机后无法切换到其他页面进行控制。
今天我们以西门子Smart200PLC和自家HMI(西门子Smart 1000 V3 IE触摸屏),来分析如何控制。下面我们在PLC上新建一个用于触摸屏演示的程序,如下图:
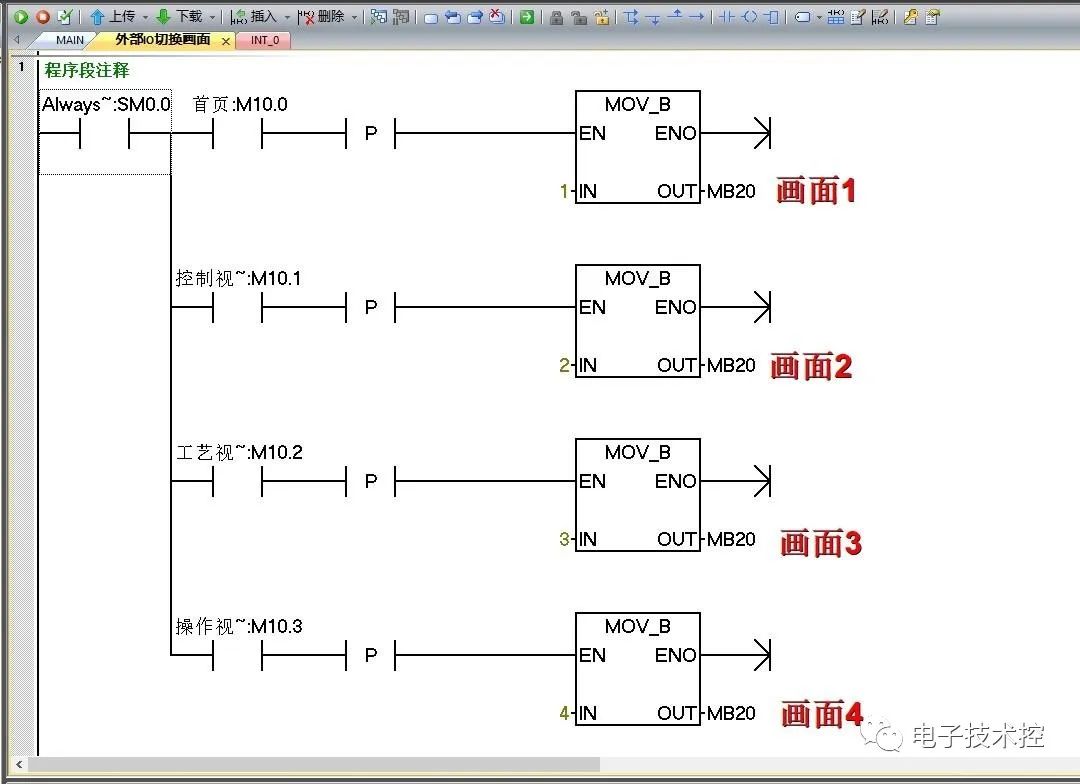
(PLC端程序)
接着我们在西门子WinCC flexible SMART软件上建立一个项目,如下图所示:
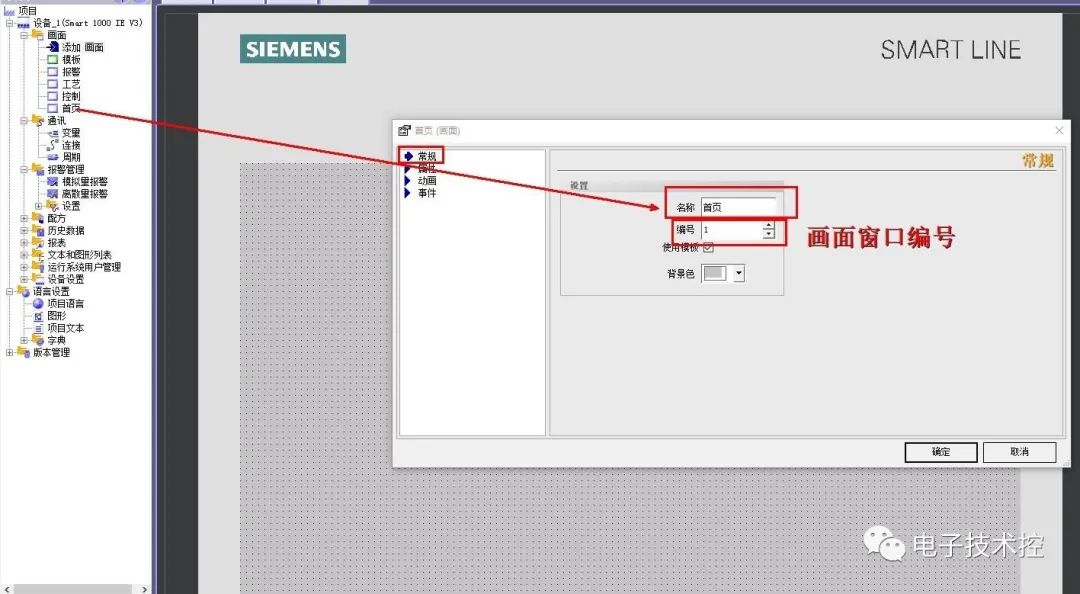
(HMI创建4页画面)
我们添加完成四页画面后,必要的时候可以查看画面窗口编号,如下图所示:
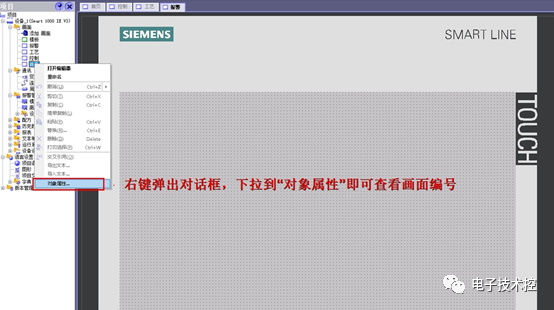
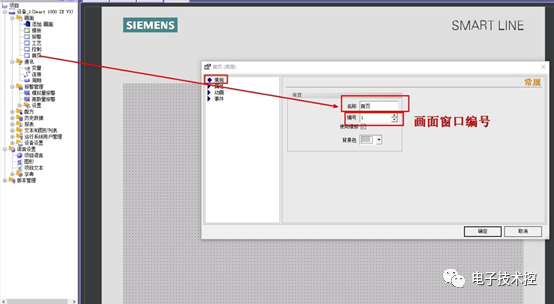
这就是我们查看画面编号的方法。
下面我们添加驱动连接如下:
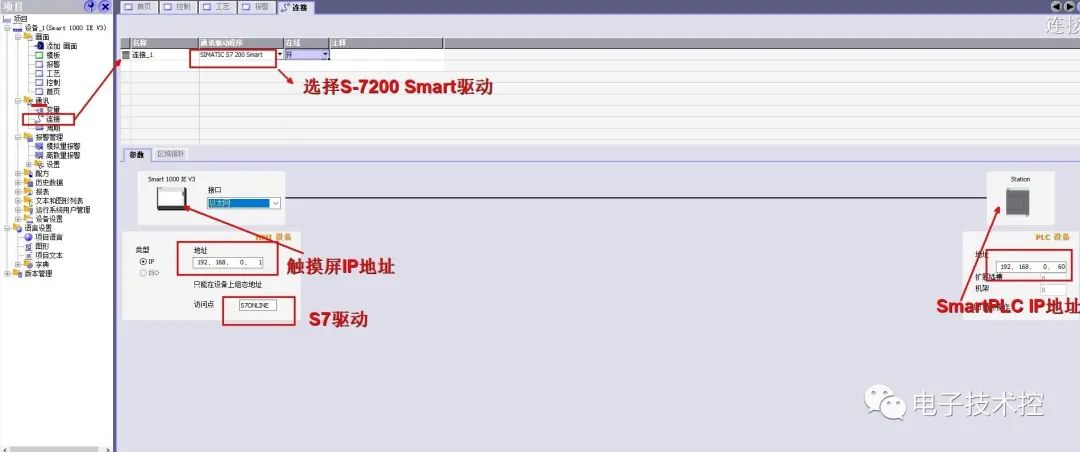
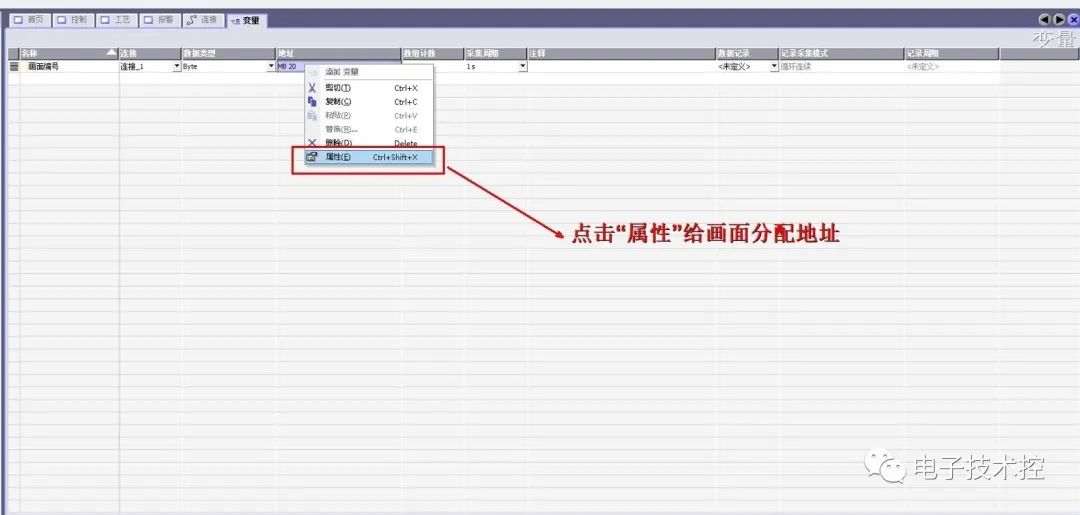
待设置好必要参数后,我们在变量里面添加一个“画面窗口”的变量,如下图所示

添加完成变量并设置成画面打开连接窗口,如下图所示:
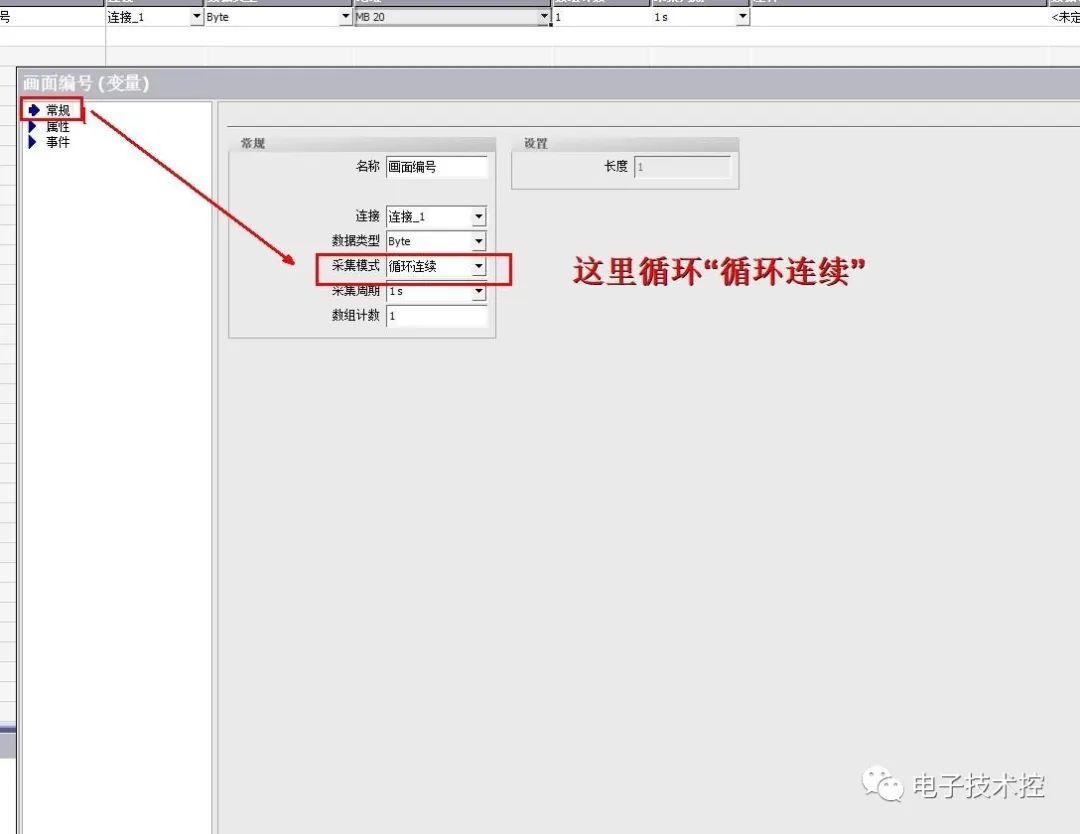
这里设置“属性”右边对话“采集模式”为“循环连续”,其他的不需要设置。
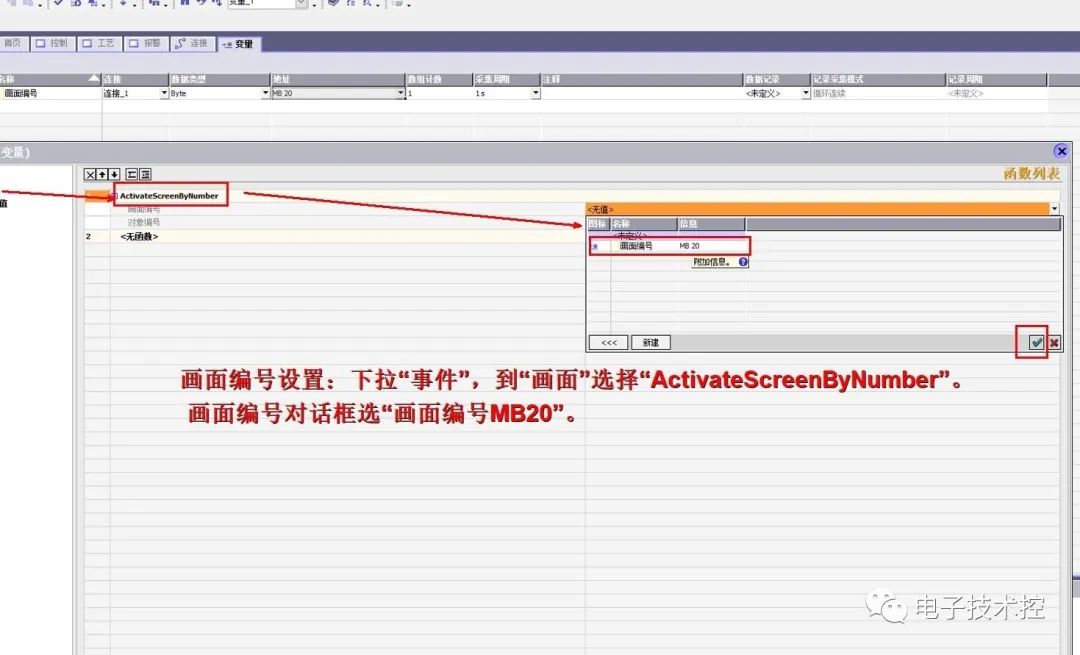
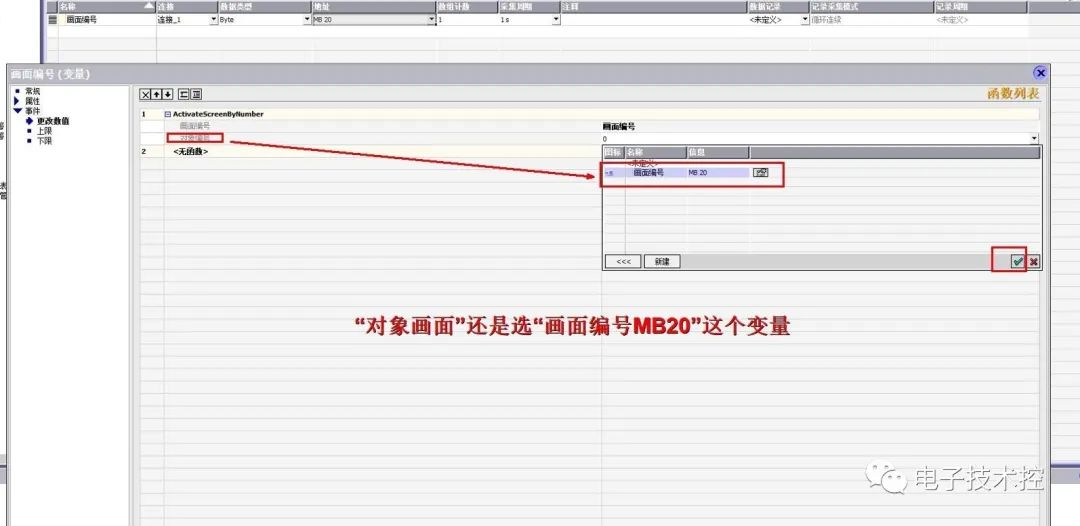
设置方法:在“画面编号”窗口左下角下拉到“事件”,再到“系统函数”下拉到“画面”直至“Activate ScreenByNUmber”,下拉至“画面编号”所连接的变量是我们设置的“画面编号MB20,“对象变化”也是连接我们所建立的“画面窗口MB20。
最后我们连接PLC进行仿真,检查下程序画面是否正确:
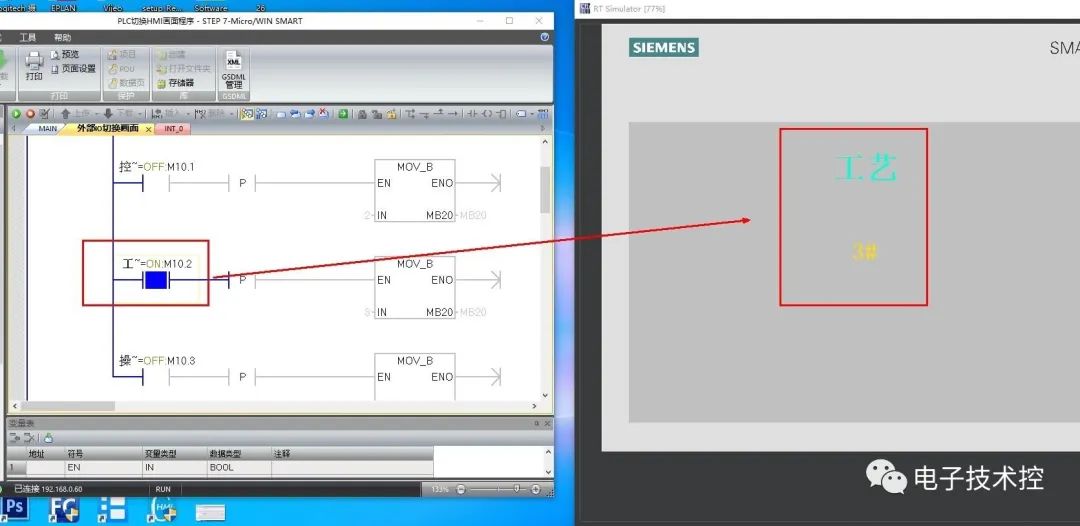
以上简单的介绍PLC端IO控制触摸屏画面切换,案例仅供参考
-
plc
+关注
关注
5008文章
13151浏览量
462067 -
西门子
+关注
关注
93文章
3008浏览量
115636 -
触摸屏
+关注
关注
42文章
2290浏览量
115996 -
SMART
+关注
关注
3文章
224浏览量
44662 -
HMI
+关注
关注
9文章
584浏览量
48456
原文标题:西门子SMART200端切换触摸屏画面
文章出处:【微信号:电子技术控,微信公众号:电子技术控】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
【最新案例】西门子Smart触摸屏与西门子200PLC的无线通讯
如何使用西门子PLC通过以太网模块和触摸屏建立以太网通讯?
西门子的触摸屏出现故障时该怎么解决
S7-200 SMART与西门子触摸屏的RS485通信
西门子触摸屏有哪些常见问题?
触摸屏与S7-200SMART之间无线PPI通信
西门子PLC S7-200 SMART PID控制功能分享
西门子S7-200PLC入门及介绍

西门子S7-200plc和IE700触摸屏进行通信读取电表数据
西门子触摸屏SMART LINE系列控制面板功能
西门子 PLC与威纶通触摸屏通信技术






 工商网监
工商网监
评论