 变频器在高速弹力丝机上的应用
变频器在高速弹力丝机上的应用
经过多年的研究开发后,高速弹力丝机产丝速度快,纺丝品种多,产量大,自动化程度高,对变频控制系统的可靠性和控制精度要求较高,本文以杭州三科变频技术有限公司研制的SKI800工业专用变频器为例,说明了高速弹力丝机产丝变频控制系统的特点。
一、引言
高速弹力丝机也叫假捻机。如图1所示,普通涤纶长丝在假捻器上加捻和退捻,不断向前运动。最后,在设定一定温度后,丝绸被固定。这种假捻保持一定的捻度,保持卷曲拉伸的弹性。绸缎织成的丝条有一定的花纹,可与双绉丝相比,色牢度优于丝绸制品。不仅进入了高档产品系列,每米销售价格可提高30%以上,产品附加值提高。正因为如此,自1971年国际纺织机械展览会上展出摩擦盘假捻器以来,高速弹力丝机在生产速度、适用的纺纱品种、数量和自动化程度等方面都取得了不寻常的发展。
由于生产工艺的需要,高速弹力丝机对电气传动系统的稳定性、可靠性以及控制精度都具有非常高的要求,变频器作为电气传动系统中核心的执行器件,在控制性能与稳定性、可靠性等方面都需要经过严格的考验。
本文以杭州三科变频技术有限公司的工业专用SKI800变频器在浙江某纺织企业高速弹力丝机上的应用,说明高速弹力丝机的变频控制系统的特点。
二、高速弹力丝机电气控制系统
该型高速弹力丝机的电气传动系统拓扑图1所示。
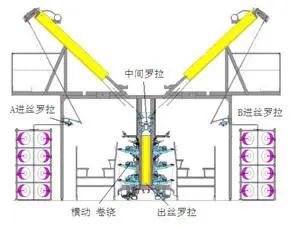
图1电气传动系统
电气传动主要由A、B进丝罗拉、中间罗拉、出丝罗拉、横动、卷绕等传动部分组成,此外还有上油传动部分。高速弹力丝机的控制系统拓扑图2所示:
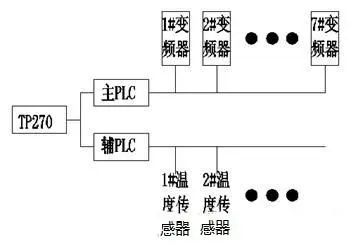
图2控制系统
该系统主要由一台触摸屏、两台PLC、7台工业专用SKI800变频器,以及其它温度传感器、长度计数器等组成,触摸屏与两台PLC之间进行数据交换,作为整台设备的控制与监控中心;主PLC通过MODUBUS协议向7台变频器发送加减速时间、运行频率等命令,变频器启停命令通过端子给定;辅PLC采集温度等其它数据信息,将数据发送至触摸屏,同时接受触摸屏数据,对加热设备与切丝器等其它设备准确的控制;7台变频器分别控制A进丝罗拉、B进丝罗拉、中间罗拉、出丝罗拉、横动、绕卷、上油等传动系统。
由于不同丝种的生产工艺对应不同的生产速度,所以电气系统对变频器的运行频率是需要通过触摸屏而改变的,所以控制A进丝罗拉、B进丝罗拉、中间罗拉、出丝罗拉、绕卷、上油等变频部门的变频器频率由通讯给定。
为防止纺织在卷绕过程中出现叠丝现象,横动传动部分通过摆频实现,同时在摆频过程中增加了干扰波,变频器频率给定设置为多段速控制,多段速频率由PLC自动计算后通过MODUBUS协议给定,变频器多段速之间的切换通过PLC输出端子给定,由于生产过程中需要加减速时间实时改变,所以该台变频器的加减速时间在经过PLC计算后通过通讯给定。
同时为保证整套系统的安全运行,7台变频器的故障输出端全部串联后再与其它仪器的故障输出串联,当设备中发生任何故障时,所有变频器均自由停机,同时在触摸屏上显示具体故障信息。
三、系统调试
由于电气传动系统中除上油电气传动部分外,对变频器的转速精度和响应速度都非常高,同时为保证整套设备的高可靠性,所有变频器运行模式均选择V/F控制模式,该模式具有矢量控制性能,同时具有很高的响应速度。
四、结束语
杭州三科变频技术有限公司研制的SKI800变频器具有高可靠性和高速度精度的特点,保证了高速弹力丝线机电气传动系统的可靠性和稳定性,提高了整机的性价比。
审核编辑:汤梓红
-
控制系统
+关注
关注
41文章
6618浏览量
110603 -
plc
+关注
关注
5011文章
13297浏览量
463288 -
变频器
+关注
关注
251文章
6555浏览量
144682 -
变频技术
+关注
关注
0文章
69浏览量
15610
原文标题:应用案例 | 高速弹力丝机上应用变频器改造方案
文章出处:【微信号:变频器世界,微信公众号:变频器世界】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
变频器在冷却塔风机上的应用-Application of I

科陆CL2700高压变频器在罗茨风机上的设计应用


MCGS组态软件的简介及其在断丝检测中的应用






 工商网监
工商网监
评论