 石墨烯基导热薄膜的研究进展
石墨烯基导热薄膜的研究进展


来源|材料科学与工艺,中国知网
作者 |曹坤, 王菁潇,董承卫,石倩,田方华,张垠,杨森,宋晓平
单位 |西安交通大学物理学院
摘要:随着现代技术的发展,散热和导热已成为制约芯片器件小型化和大功率制造业发展的关键问题之一。由于传统的金属导热材料存在密度大和易氧化等问题,近年来以石墨烯基材料为代表的非金属碳基材料逐渐成为国内外的研究热点。本文综述了近年国内外石墨烯导热薄膜的制备方法及最新研究成果,分析讨论了热处理工艺、晶粒尺寸、薄膜密度及杂质原子和缺陷等对石墨烯导热薄膜性能的影响和物理机理,并对该领域的发展趋势进行了展望。
关键词:还原氧化石墨烯;石墨烯;导热片;缺陷;热导率
随着 5G 时代的到来,晶体管尺寸一直呈指数级缩小,芯片制造商也不断在增加晶体管数量以实现更高的组件密度和时钟频率。而因晶体管数量和功耗增加所产生的热量已严重影响产品的稳定性和使用寿命,例如危及半导体的结点,损伤电路的连接界面,增加导体的阻值和造成机械应力损伤等。
研究表明,所有电子设备故障中有超过30%是由器件过热而引起的。通常,电子元件的温度较正常工作温度每降低 1℃,故障率可减少 4%;反之若增加 10~20℃,则故障率将会提高 100%。此外,航空、列车、汽车等动力设备运行速度加快,功耗增强,发热量愈发加大,也急需高效率的散热材料或者散热结构。
目前多数电子器件内散热器还是由铜和铝合金构成,其中纯铜和纯铝热导率分别为 402 和 237 W/(m·K)。金属材料是依靠自由电子受热后能量增加、运动加剧来导热的,因此金属的导热性较好。虽然金属材料的延展性很好且易加工,但存在密度大和易氧化等缺点,无法满足电子器件进一步的散热需求。
为此,不少学者开始研发包括金属基复合材料、导热硅胶材料和石墨烯基材料在内的新型导热材料。例如通过改变增强相(碳、陶瓷等)的种类、占比以及工艺方法来调节金属基复合材料的热导率,但此类材料的热导率大多仍不超过 500 W/(m·K)。而石墨烯基薄膜由于具有良好的传热性能以及柔韧性、密度低等特点,成为新型高导热材料的研究热点之一。
石墨烯材料属于非金属材料,与传统导热金属材料不同,石墨烯主要依靠声子作为载体导热。由热传导公式 K=1/3c⋅v⋅l可以得到,声子比热 c、声速 v、平均自由程 l 是影响热导率的因素。
石墨烯是由碳原子以 sp2杂化连接的六角型二维蜂窝状碳纳米材料,每个碳原子通过很强的共价键与其他3个碳原子相连接,这些 C-C 键致使石墨片层具有优异的结构刚性。而石墨烯具有高热导率的原因是其 C-C 键之间的共价键强而碳原子质量小,声子具有较高的声速,所以其热导率较大。
近年来,理论和实验研究表明,石墨烯具有优异面内热导率(室温~5000 W/(m·K))和机械性能(高杨氏模量:约为 1.1×106MPa,断裂强度:1.3×105 MPa),以及高导电率(约为 6×105 S/m)。
由于石墨烯的优异特性,一些研究者将石墨烯作为增强填料加入聚合物基质中以改善热导率。这类材料的热导率虽然会随着负载百分比的提高而升高,但仍会因聚合物基质本身低的热导率以及填料与聚合物之间的界面热阻而受限,而且负载量的增加同时也会导致材料柔韧性降低。
虽然理论上单层石墨烯性能出众,但当将其加工为宏观材料时,导热性能却显著降低。这是由于在制备片状材料过程中的前期反应、组装以及后处理都会引入较多缺陷,导致声子散射严重,热传导受阻。到目前为止,国内外多个研究团队都开展了石墨烯导热材料的制备研究,并取得了重要的研究成果。
本文简要综述了石墨烯基薄片及其复合材料的最新研究进展,总结并讨论了石墨烯晶粒的横向尺寸、缺陷,石墨烯基薄片的厚度和密度以及热处理工艺等影响导热性能的主要因素,最后,对目前制备高导热石墨烯薄膜过程中存在的问题和发展趋势进行了评述,以期为未来石墨烯基热管理材料性能的提高提供指导。
01
石墨烯基导热材料
自 2004 年,英国的曼彻斯特大学的Geim 和 Novoselov首次用透明胶带机械剥离获得了单层的二维石墨烯,关于石墨烯物理化学性能的研究报道便层出不穷,其优异的导电和导热性更是获得越来越多的关注。目前石墨烯基导热材料的制备方法主要包括化学气相沉积(CVD)、真空抽滤、涂覆等。本节将总结目前制备石墨烯基导热材料的主要方法,并分析未来进一步提高性能的主要途径。
1.1 少层石墨烯导热薄膜
CVD 因具有可控、高质量生长石墨烯的优点而引起国内外关注,据报道石墨烯薄膜可在多个衬底上生长,如 Fe、Cu 和 Ni、Pt 等。例如美国莱斯大学的 Lou 和佐治亚理工学院 Zhu 等通过 CVD 方法制备了石墨烯,并对其进行了原位纳米力学测试,发现断裂应力大大低于石墨烯的固有强度。
得克萨斯大学奥斯汀分校的 Ruoff 教授等开发了一种 CVD 工艺,能够在 300 mm 的大尺寸铜膜上生长单层石墨烯。沈阳金属研究所成会明教授等开发了一种分离-吸附CVD(SACVD)方法,利用该方法在 Pt 衬底上实现了石墨烯的成核密度(通过分离)和单层生长(通过表面吸附)同时大幅增加,并在晶粒尺寸为 10 µm 时,热导率达到约5230 W/(m·K),且实现了晶粒尺寸可调。
为了实现工业化,提高生长速率成为研究重点。例如中国科学院谢晓明教授团队实现了 2.5 h 内在 Cu–Ni 合金构成的基底上合成 1.5 英寸的单层石墨烯。同样,俞大鹏院士研究团队的刘开辉研究员与北京大学彭海琳等将铜箔放置在氧化物衬底上,并保持约 15 µm 的间隙,在 CVD 生长期间,氧化物衬底向铜催化剂表面提供连续的氧气供应,显著降低了碳原料分解的能量屏障,使得生长速率达到 60 µm/s,能够在 5 s 内生长横向尺寸为 0.3 mm 的单晶石墨烯畴。
丹麦技术大学的 Shivayogimath 等提出了一种将 CVD 生长的石墨烯从铜箔转移到目标基材上的新方法,该方法具有可扩展、经济、可重复且易于使用的优点。尽管利用 CVD方法能够生产出高质量石墨烯薄膜,但在实际应用中存在制备昂贵、复杂,且产物尺寸较小的问题,限制了其在热管理领域的实际应用。
1.2 还原氧化石墨烯制备导热薄膜
CVD 法生长的薄膜尚存在转移难和尺寸小等问题,无法满足实际散热材料的需求,因此需要寻找新的方法。氧化石墨烯(Graphene Oxide, GO)片具有各种亲水性含氧官能团(羟基、环氧基、羧基),可大幅度提升 GO 在水和有机物等溶剂中的分散能力,这为制备石墨烯基薄膜(Graphene films,GFs)提供了新的思路。
GO 片的制备主要采用以下 3 种方法:Brodie、Staudenmaier 和 Hummers 方法,目前最常用的是 Hummers 及其改良法。再将 GO 片通过超声分散形成均匀分布的 GO水溶 液。基于 GO 水溶液制备氧化石墨烯薄膜的方法主要有以下几种:真空抽滤、湿法纺丝、蒸发、刮涂。如图 1(a)所示,GO 溶液在聚四氟乙烯盘中在 50~60℃干燥 6~10 h 后形成了表面光滑、柔软的 GO片 , 经 2000℃ 退火后热导率为 1100W/(m·K),并具有~30 dB 的电磁屏蔽性能。
查尔默斯理工大学的 Liu 等从晶粒尺寸、薄膜取向、厚度和层间结合能等方面对GFs 的结构进行设计,减少了大量声子散射,最终达到了 3200 W/(m·K)的超高热导率。如图 1(b)所示,浙江大学高超教授等开发了一种自融合的方法,其利用 GO 片在水中浸泡后激活表面官能团形成氢键相互作用,促进了堆叠 GO 片层之间的界面融合。
从图 1(c)中 3 种方式制备的薄膜侧截面 SEM 图中可以看出,相较于直接层压和多次刮涂,自融合方式制备的薄膜有更好的层间取向和更小的层间隙,因而在退火后有更加优良的性能,并且在厚度达到 200 µm 时,仍然具有1224 W/(m·K)的优异热导率。上海大学张勇团队同样采用自组装的方式,经过两步热退火后和机械压缩后制备了高密度 GFs,厚度为 1 µm 的薄膜热导率高达 3826 W/(m·K)。
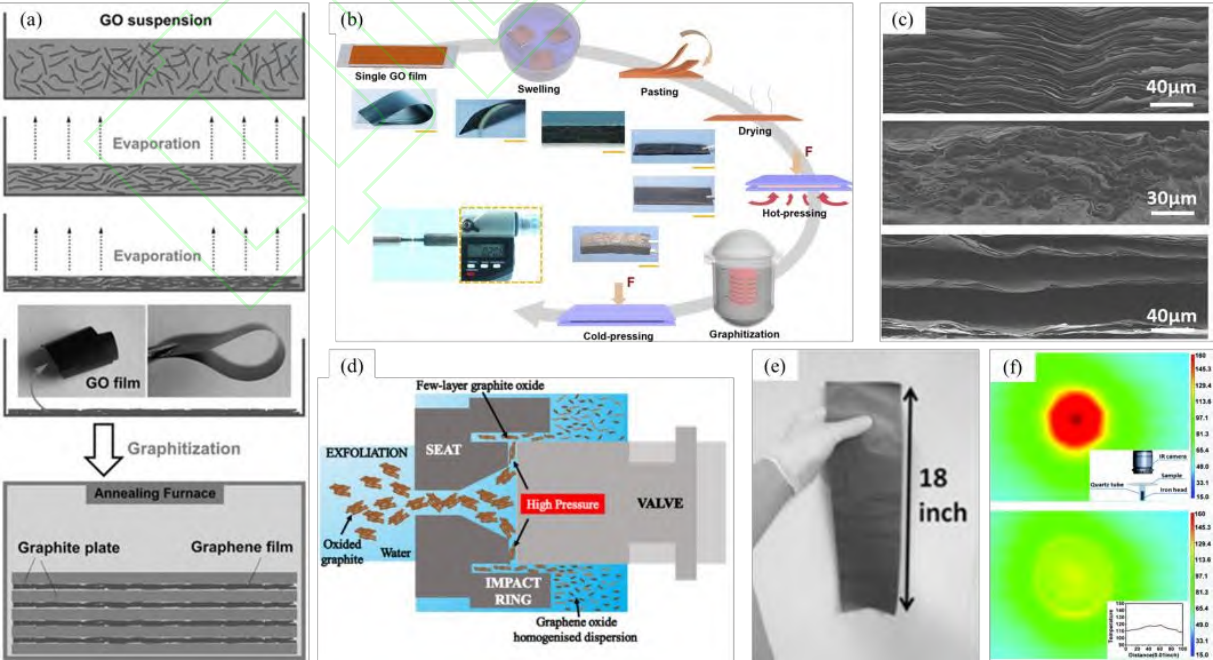
图1 以 rGO 为原料制备薄膜:(a)蒸发法制备 GO 薄膜过程示意图;(b)自融合制备石墨烯片过程示意图;(c)依次为自融合、刮涂、层压制备的石墨烯薄膜侧截面 SEM 图;(d)HPH 制备 GO 悬浮液示意图;(e, f) 电喷雾沉积法制备的石墨烯纸及红外测试图像。
为了提高生产效率,上海大学 Liu 等将商用氧化石墨经过两轮高压均质处理(HPH)(图 1(d))得到了高质量、稳定和高浓度(46 mg/mL)GO 悬浮液,并首次采用多孔织物作为基材进行工业化刮涂得到氧化石墨烯薄膜( Graphene Oxide Films,GOFs),这种制备方式加快了薄膜干燥速度。
如图 1(e)所示,华中科技大学辛国庆教授等在铝箔上通过直接电喷雾沉积(ESD)和
连续辊对辊的方式制备 GOFs,这种方法在实际应用测试中表现出良好导热性能(图1(f)),为商业化提供了思路。除此之外,浙江大学高超教授团队结合卷对卷工艺,通过焦耳加热化学还原氧化石墨烯薄膜实现了连续且快速制备石墨烯薄膜的方法,所制备的石墨烯薄膜的导电率为 4.2×105 S/m,热导率为(1285±20) W/(m·K)。
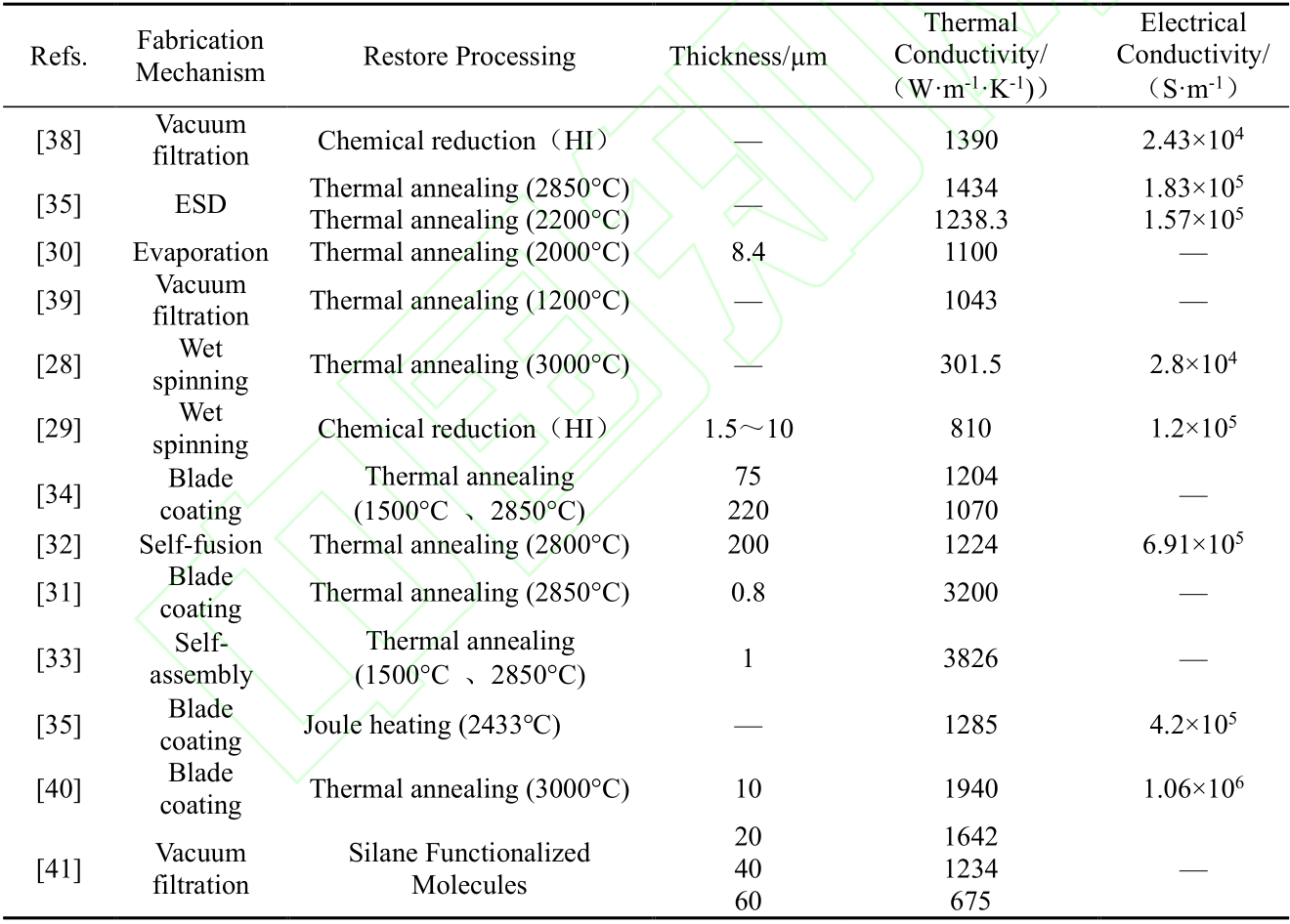
如表 1 中所示,大部分还原氧化石墨烯薄膜(Reduced Graphene Oxide Films, rGO)的热导率在 1200 W/(m·K)左右,远低于块状石墨(2000 W/(m·K))的热导率。这是由于从天然石墨通过 Hummers 方法制备 GO 的过程中,会产生很多官能团和结构缺陷,这些都成为了声子散射中心。虽然经过化学还原或高温石墨化能够将一部分氧化官能团去除,但仍会有部分残留。
表1 以往研究中不同 GO 膜的制备方法、厚度及性能汇总
1.3 多层石墨烯薄膜
各种亲水性含氧官能团使得 GO 有亲水性并进一步赋予了其加工可能性,但也严重破坏了石墨烯的共轭 sp2 网络,使热导率的提高受到限制。因此,人们尝试以石墨为原料直接通过球磨、剪切力剥离、超声剥离等方法制备石墨烯并结合真空抽滤法、涂布法等方式进行组装,这样可以有效地减少制备 GO 过程中缺陷和杂质的引入。例如,加利福尼亚大学的 Malekpour等将石墨烯分散液涂布在聚对苯二甲酸乙二醇酯(PET)上形成膜,进一步压缩后薄膜的厚度为 9~44 µm,热导率为 40~90 W/(m·K)。
上述研究中热导率较低的问题是由于表面活性剂在添加过程中引入了缺陷。石墨烯粉末不同于氧化石墨烯粉末带有各种亲水性含氧官能团,因此石墨烯粉末无法均匀分散于水中,必须添加表面活性剂(如 NMP(N-甲基吡咯烷酮)、PVA(聚乙烯醇)、CMC(羧甲基纤维素)、SDS(十二烷基硫酸钠)等)来改善分散性,以形成均匀的薄膜,但活性剂的加入同样会成为声子散射中心而降低热导率。
因此,在制备石墨烯薄膜时,仍然需要高温退火以去除所加活性剂而引入的官能团。例如,西北密苏里州立大学 Hou 等将市售石墨片在乙醇和氧化酸中剥离生成水分散的石墨烯纳米片,真空抽滤获得厚约为40 µm 薄膜,在氩气下加热至 1060℃退火 2h 后,热导率达到 220 W/(m·K),导电率为8.5×105 S/m。
如图 2(a)所示,北京航天航空大学朱英教授等将通过球磨获得的分散液经过真空抽滤、2800℃退火以及机械压缩制备了导电率为 2.2×105 S/m,热导率为 1529W/(m·K)的石墨烯膜。图 2(b)中的 ID/IG 值升高说明高温退火后仍然存在一些缺陷,缺陷可能包括加入的表面活性剂和球磨机胶囊盖在环境空气中打开时,残余活性碳与空气中的水分之间发生了氧化反应。
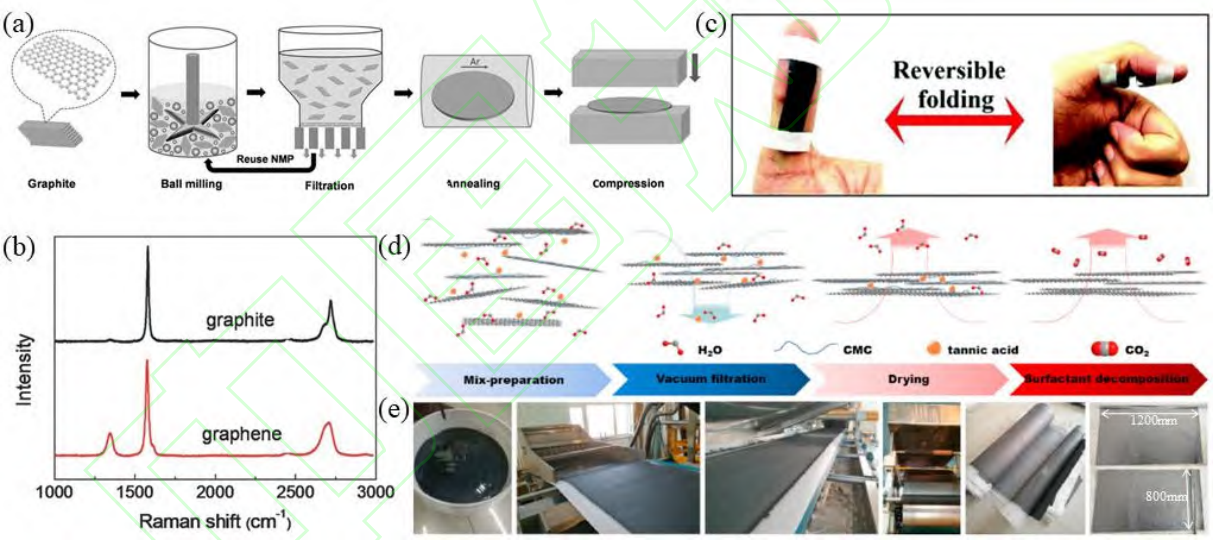
图2 以石墨为原料制备薄膜:(a)石墨制备石墨烯纸的过程示意图;(b)原料石墨和剥离石墨烯的拉曼光谱对比;(c)灵活的 FCGP 可以适应皮肤的复杂弯曲;(d, e)实验制备过程以及机械化生产示意图
宁波材料所余海斌团队采用同样的方法,将表面活性剂更换为木质素磺酸钠(LS),得到了具有优良柔韧性的石墨烯薄膜(见图 3(c)),其热导率为 1324 W/(m·K),导电率为 2.4×105S/m。如图 2(d)所示,广州大学吴同舜教授等根据化学剥离和真空抽滤的方法制得的薄膜在厚度为 65 µm 时,热导率仍保持在975 W/(m·K),并具有优良的导电率(5.3×105S/m)和抗拉强度(20.6 MPa)。其研究团队还基于此自制了机械化设备,可以实现在 8h 内连续生产出 800 mm×100 m 的石墨烯纸(如图 2(e))。
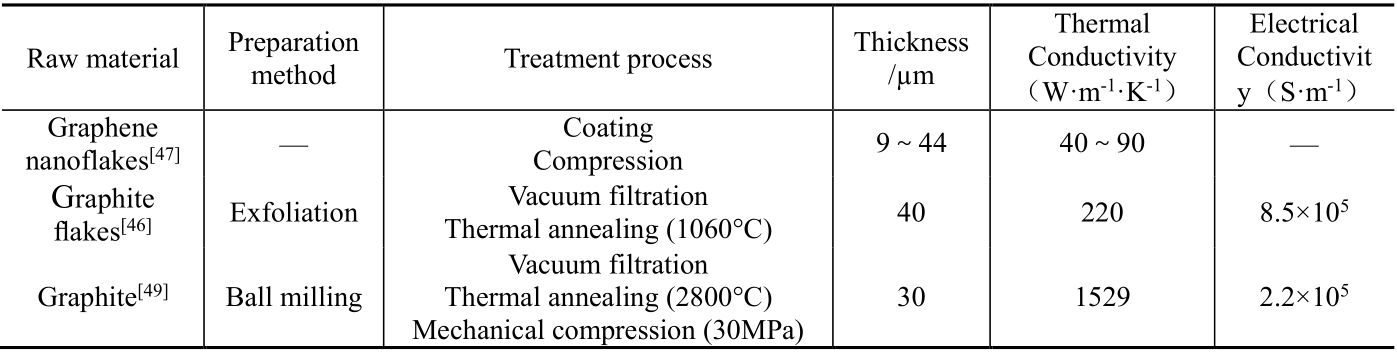
表2总结了以石墨烯为原料直接制备石墨烯薄膜的原料处理方法、制膜的工艺、薄膜厚度及性能的数据,可以看到经过热退火和机械压缩,薄膜的性能有了显著提升,但仍未达到理想的超高热导率。
表2 以往研究中不同 GF 膜的制备方法、厚度及性能汇总

1.4 石墨烯复合膜
在一些采用 GO 作为原材料制备石墨烯薄膜的研究中发现经过化学还原或高温退火后,含氧官能团等会生成气体并导致还原氧化石墨烯薄膜出现气泡,柔韧性降低,如图 3(a)所示。中国台湾清华大学 Pan 等发现经过水热还原的 rGO 膜表面出现很多空隙和裂纹,并导致脆断的出现。
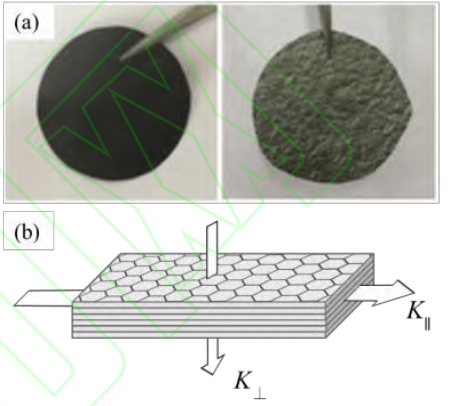
图3 薄膜及热传输示意图:(a) GO 和退火后GO 的图像 ;(b) 石墨烯热传输示意图
此外,如图 3(b)所示,由于石墨烯的二维特性,其热导率具有极大的各向异性:横向热导率(in-plane, K∥)远远优于纵向热导率(through-plane, K⊥)。查尔姆斯理工大学 Liu 教授团队制备的石墨烯薄膜横向热导率高达3200 W/(m·K),而纵向热导率只有 14.8W/(m·K)。因此,为满足实际应用的要求,提高薄膜的纵向热导率和柔韧性都是迫切需要解决的问题。
除石墨烯材料外,碳纳米管(CNT)也是一种具有优异的电学、热学和力学性能的新型碳纳米材料,其热导率在室温下为3000~3500 W/(m·K),抗拉强度为 5×104~2×105 MPa。一些研究报告称,引入少量碳纳米管可以明显改善复合材料的导热性和机械性能。因此,可考虑将两者结合,用碳纳米管做骨架,氧化石墨烯膜做连接,增加接触面积来增强机械性能,同时提高纵向热导率。
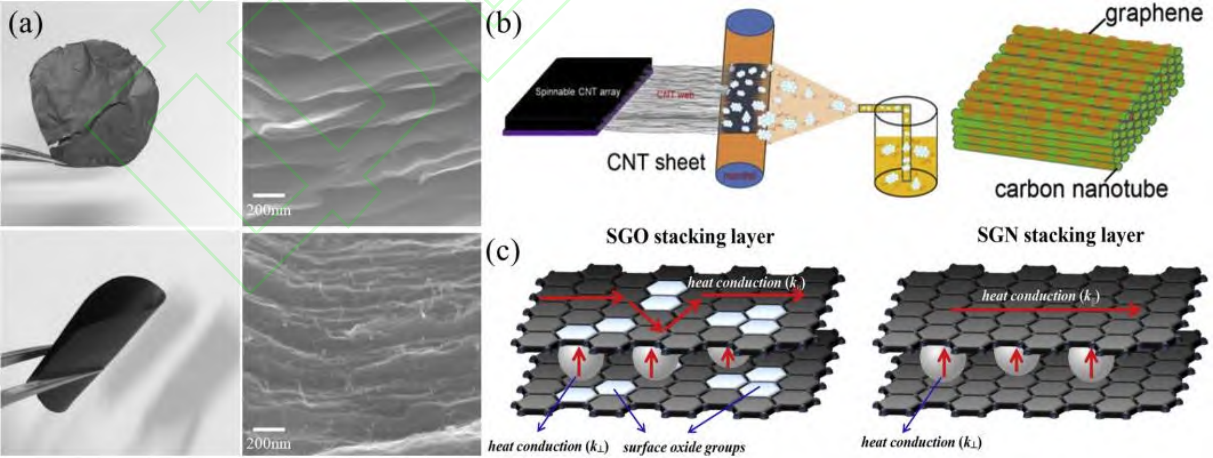
图4 石墨烯基复合膜:(a)rGO 薄膜和 rGO+15 wt.%CNT 复合膜(d=47 mm)及其侧面 SEM 图像;(b)制备 CNT/GO 混合薄膜的喷雾缠绕方法示意图;(c)GN 和 SGN 散热器热传输的示意图
图4(a)所示,rGO 混合了 15 wt.% CNT之后的复合膜相较于纯 rGO 膜具有更好的柔韧性和光滑的表面,通过 SEM 可明显看出 CNT 在 GO 各层之间均匀分散,且当 CNT负载由 5wt.%增加到 35wt.%时,纵向热导率从 0.055 W/(m·K)增加到 0.089 W/(m·K)。另有研究发现,添加1wt.% CNT的rGO/CNT复合膜与纯 rGO 膜相比杨氏模量从 3.3×103MPa 降低到 220 MPa,拉伸强度由 11.86 MPa提高到 19.01 MPa,纵向热导率由 0.105W/(m·K)增加至 0.121 W/(m·K)。
东华大学孙宝忠教授与中国科学院苏州纳米技术与纳米仿生研究所邸江涛教授团队发明了一种喷雾卷绕法(图 4(b)),并制备了具有高机械强度和热导率的 CNT/GO 复合膜,其K∥最大值为1056 W/(m·K),K⊥最大值为 167W/(m·K),导电率为 1.2×105 S/m,抗拉强度和模量分别约为 1000 MPa 和 1.1×105 MPa。
如图4(c)所示,中国台湾元智大学Hsieh等将石墨纳米球(Graphite Nanosphere, GS)插入石墨烯纳米片(Graphene Nanosheet,GN)中,形成用于散热的三配位碳框架。GN悬浮液与 GS 纳米粉末(1:1)均匀混合,加入粘结剂(聚偏二氟乙烯)在 N-甲基吡咯烷酮(NMP)溶剂中充分混合,形成的碳浆料涂布在铜基板上,所制备的复合薄膜(SGN)相较于未添加 GS 的薄膜,横向热导率由 1850 W/(m·K)增加到 2250 W/(m·K),纵 向 热 导 率 由 58 W/(m·K) 增 加 到 95W/(m·K) 。证明了除了添加 CNT 外,加入GS 也是一种提高纵向热导率的有效方法。
02
影响石墨烯基薄膜热导率因素
具有完美晶格结构的石墨烯已被证明具有超高的热导率,但通过各种方法所制备的 GFs 的热导率在 30~3300 W/(m·K)范围内,这是因为在制备、组装和后处理过程中,会引入很多缺陷(空位、晶界、官能团等),如图 5 中所示。石墨烯作为新一代的散热材料,如何提高热导率并实现实际应用仍具有挑战性。本节将总结影响石墨烯及其复合薄膜热性能的几个重要因素。
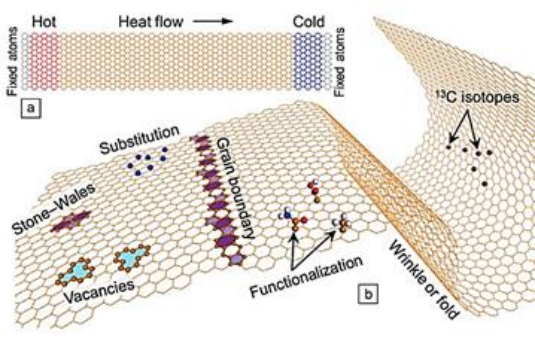
图5 石墨烯晶格中可能存在的缺陷。
2.1 热处理工艺的影响
综上研究成果认为,无论是通过氧化石墨烯还是石墨片制备石墨烯基导热材料,都需要进行还原过程去除官能团等杂质,提高石墨化程度。目前还原处理主要有低温化学还原、高温热退火和高温热压 3 种。
化学还原中,常见的强碱化剂和硼氢化钠等还原剂均会导致 GO 膜柔韧性下降。因此,在还原 GO 膜时多用氢碘酸(HI)。如图 6(a)所示,中国科学院金属研究所成会明教授团队将 GO 薄膜浸入 NaBH4、N2H4、HI 的 3 种还原剂中,在 NaBH4 中 GO 很快破裂,在 N2H4 中同样会产生小气泡,相比于前两种还原剂,在 HI 中的 GO 膜下沉至底部并保持完好。最终在 100℃下还原 1 h后导电率为 3.0×104 S/m。
有研究表明,与化学还原相比,高温热退火后性能更优,且随着退火温度的升高,薄膜的热导率和机械性能会越好。上海大学田应仲教授等研究了rGO/CNTs复合膜在不同退火温度下的性能,研究发现当退火温度由 1100℃增加到 1400℃,横向热导率 从 673.9 W/(m·K) 持续增加到 1052.1W/(m·K)(图 6(b)),杨氏模量从 710 MPa 降低至 220 MPa,拉伸强度由 10.46 MPa 增加到 19.01 MPa,从图 2(d, e, f)可以得出,随着退火温度的升高,含氧官能团逐步被去除,C/O 比例增加,石墨化程度不断提升。性能改善是因为缺陷减少,石墨烯层的有序堆叠逐渐恢复,层间间距减小,层间接触增强。
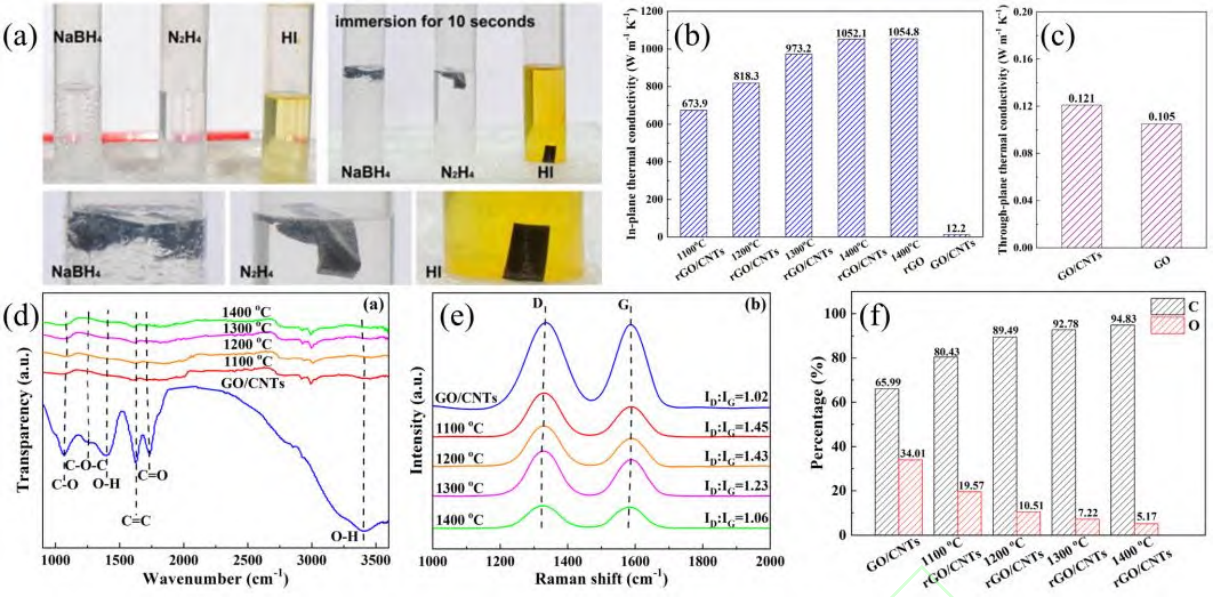
图6 薄膜性能测试结果:(a)GO 薄膜分别在 NaBH4、N2H4、HI 三种还原剂中反应的过程;(b)不同退火温度的 rGO/CNT 复合膜与 1400℃退火后的 rGO 膜的横向热导率对比;(c) GO/CNT 复合膜和 GO 膜的纵向热导率;(d)不同退火温度下 rGO/CNT 复合膜的红外光谱;(e)不同退火温度下 rGO/CNT 复合膜的拉曼光谱;(f)不同退火温度下复合膜中碳和氧的百分比。
除退火温度,退火中的气氛也会对最终性能产生影响。西班牙的 Vallés 等将 GO薄膜分别于氩气和氢气气流下在 700℃热退火 30 min,结果显示在氩气下热处理能够更好地将 sp3结构恢复为 sp2结构,更有利于薄膜导热和导电性能的提高。深圳大学符显珠教授团队将 GO 溶液蒸发得到的薄膜在 900℃、5%的 H2-Ar 混合气体中进行热退火后,热导率高达 1200 W/(m·K),而使用 N2退火得到的热导率只有 61 W/(m·K) 。
以 GO 为原料制备薄膜时,堆叠的 GO片在高温退火过程中由于层间化学键和氢键断裂,同时产生大量气体,会导致薄膜内部出现空隙,完整性被破坏。有研究提出使用热压的方法能够使气体从薄膜水平方向溢出,提高薄膜致密性,促进石墨化。
武汉大学潘春旭教授等将还原氧化石墨烯片经过 500~1500℃,0~40 MPa 热压制备了致密的石墨烯膜,证明了高温热压促进了石墨化,并通过分子动力学模拟证明热压促使 C-C 键和 O-O 键的形成,促进了石墨烯蜂巢结构的恢复,利于薄膜热导率的提高。
2.2 晶粒尺寸的影响
固体热导率可以通过下式计算:
K= 1/3 C⋅v⋅l
式中:K 热导率;C 为比热容;v 为声波在固体中的群速度;l 为声子平均自由程。薄膜中的缺陷会成为声子散射中心,导致 l 降低,进一步降低热导率。如图 7 所示,摩尔多瓦州立大学的 Nika 等通过建立模型,对纵向声学(LA)和横向声学(TA)两携带热量的声子分支进行计算,证明了 K 随晶粒尺寸增加而增加。而当声子在室温下平均自由程大于三声子过程确定的平均自由程,则声子在室温下对于石墨材料的平均微晶尺寸或晶粒尺寸将会变得不敏感。
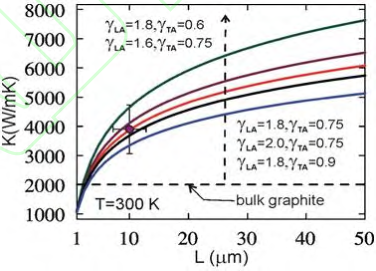
图7 石墨烯薄片的热导率随温度的变化,与薄片的几个线性尺寸 L 有关。
值得一提的是,浙江大学高超课题组通过采用无碎片的大石墨片(dfGO)做为原始材料制备薄膜,其内部随机分散的微褶皱可以伸展并变为各向异性、对齐结构以适应拉伸和弯曲,在经过 6000 次折叠循环,10万次 180°弯曲循环后,仍能保持结构完整性。最终得到厚度为 10 µm 的薄膜(dfGF),其热导率为 1940±113 W/(m·K),导电率为1.06×106 S/m。中南大学黄鹏程等采用电化学氧化插层制备了粒径 18 µm 的 GO 前驱体,经过 3000℃石墨化热处理将热导率提升至 3090 W/(m·K)。
韩国科学技术研究院的 Kumar 等通过多次离心收集了小尺寸 GO(SGO)和大尺寸 GO(LGO)分散液,如图 8(a)和 (b)所示,得到 SGO 和 LGO 单个晶粒面积平均为 1 µm2 和 23 µm2,由图 8(c)可以看出LGO 所制备的石墨烯片(rLGO)的热导率和导电率均优于 rSGO。图 8(d), (e)中,沈阳金属研究所成会明教授等同样生长了不同晶粒尺寸(Ig)的单层石墨烯薄膜,当晶粒尺寸由 200 nm 增加到 10 µm,热导率由610 W/(m·K)增加到 5230 W/(m·K),而导电率也随着晶粒尺寸的增加而缓慢增加。
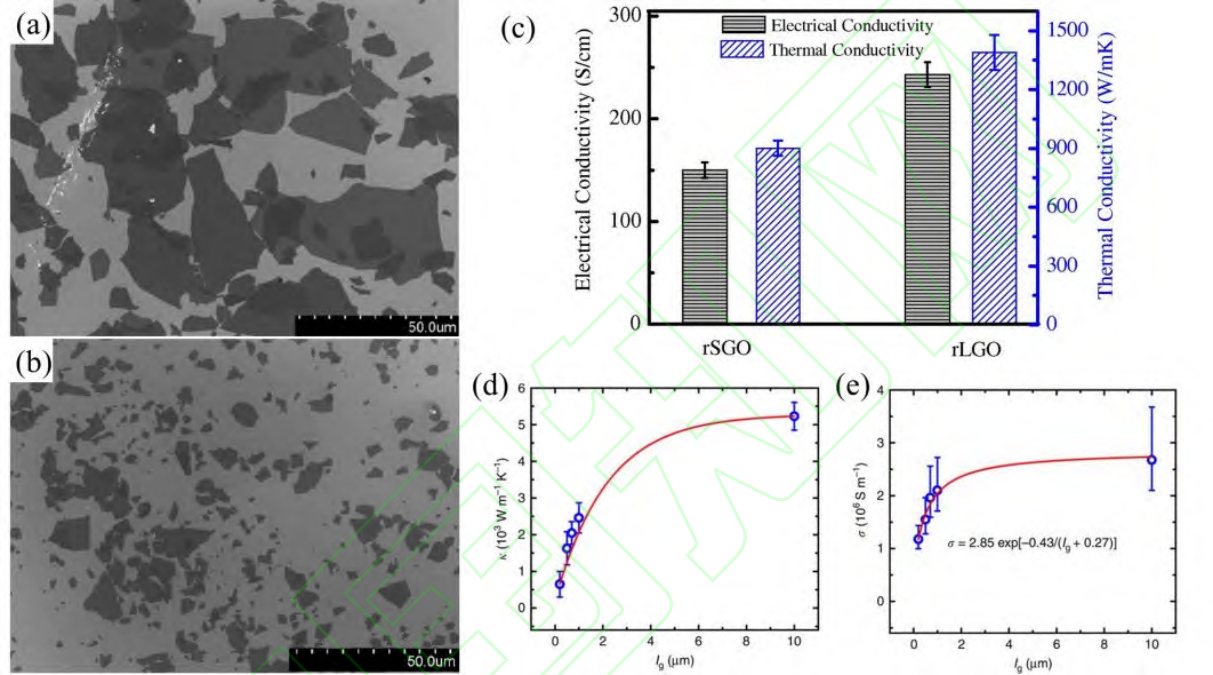
图 8 晶粒尺寸对性能的影响:(a, b) LGO(a)和 SGO(b)的 SEM 显微照片;(c)rSGO 和 rLGO 薄膜的导电性和导热性;(d, e)石墨烯薄膜热导率、导电率与晶粒尺寸的函数。
2.3 导热膜厚度和密度的影响
石墨烯薄膜的厚度和密度对薄膜最终热导率也有重要影响。商业热解石墨片在厚度 为 25 µm 时横向热导率高达 1266W/(m·K),然而随着厚度增加至 100 µm,其热导率下降至 499 W/(m·K)。石墨烯薄膜制备过程中也存在厚度增加,热导率降低的问题,目前热导率超过 3000W/(m·K)的薄膜厚度均不超过 1 µm。文献的研究表明,GF 厚度由 75 µm 增加到 200 µm时,热导率从 1204 W/(m·K)降低到 1070W/(m·K)。图 9(a), (b)中,辛国庆教授等发现在相同退火温度下,随着薄膜密度的增加,薄膜的热导率和导电率都会随之增加。
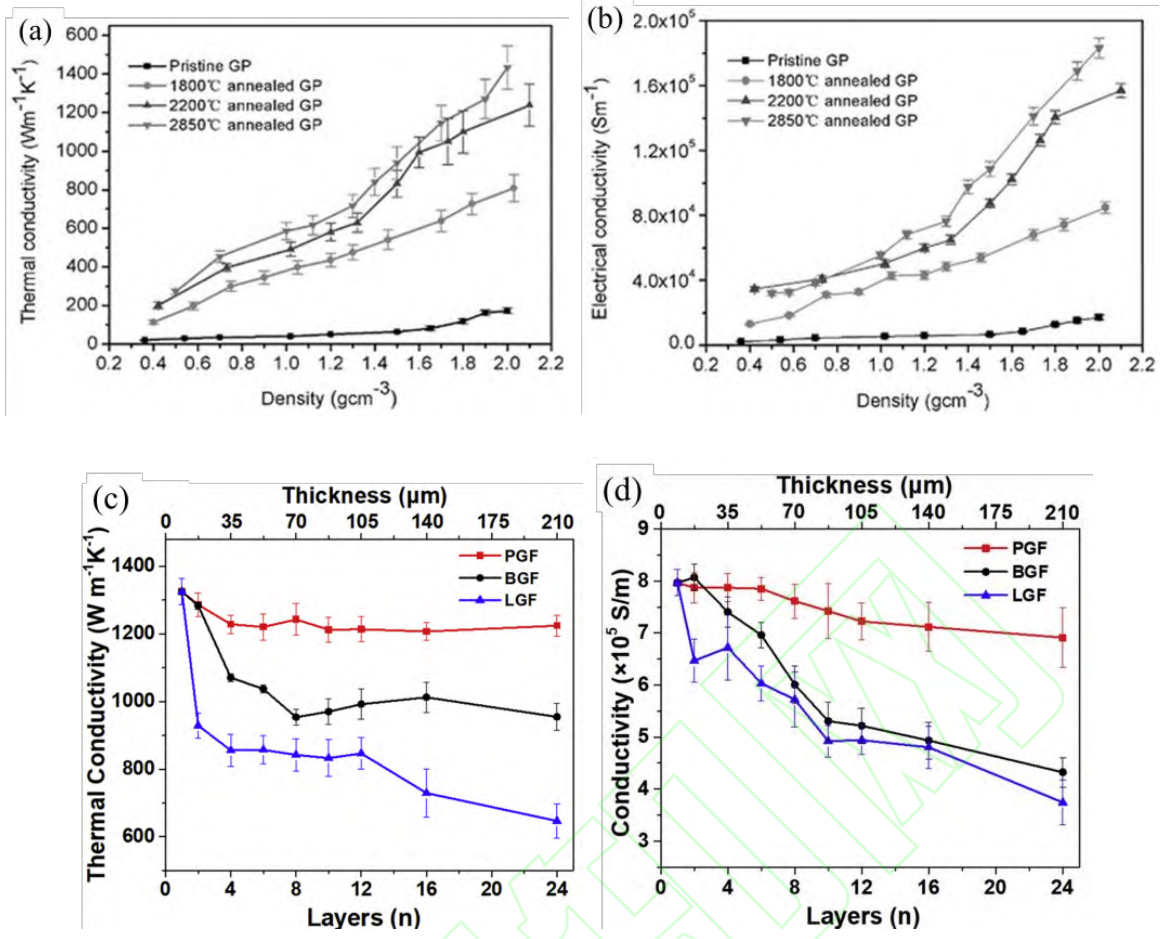
图9 薄膜性能与厚度的关系:(a, b) 在不同温度下退火的 GP 的热导率、导电率与厚度的关系;(c, d)不同制备方法的 3 种薄膜的热导率、导电率与厚度的关系。
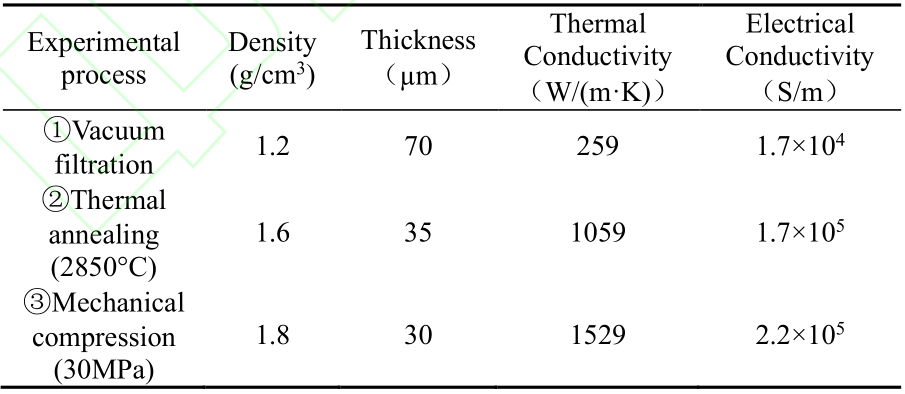
图 9(c), (d)中,浙江大学高超教授团队通过叠加层数来调节膜的厚度,无论是以自融合、刮涂或层压法(PGF、BGF、LGF)制备薄膜,随着厚度增加,其热导率和导电率都会以不同速率降低。而对于 LGF 与 PGF,由于制备方法不同,导致相同层数的薄膜厚度相差 10 µm,使得高密度 PGF 的热导率高于低密度 LGF 约 600 W/(m·K)。如表 3 中所示,朱英教授团队使用真空抽滤制备的薄膜,在经过退火和机械压实后,薄膜的密度不断增加,厚度逐步减少,也促使薄膜的导电率和热导率不断提高。
表3 在不同处理过程后的薄膜性能对比
这是由于厚度增加会造成内部排列混乱,可能存在的缺陷和层间热阻增加,导致声子散射严重,阻碍了热传输。许多研究中选择通过机械压实降低薄膜的厚度,提高密度。如图 10 所示,薄膜经过压缩后厚度降低,密度提高,微观石墨烯层的平整度及层间的有序性排列提高,促进了石墨化。而且低密度的 GFs 层间的孔隙中会充斥着低热导率(0.0264 W/(m·K))的空气。因此提高密度,可以减少空气和空气-石墨烯界面的声子散射,以获得更高的热导率。此外,根据热导率的计算公式K=α∙ρ∙cp,当热扩散系数α和比热容 cp 一定时,密度ρ越大,则热导率 K 越大。
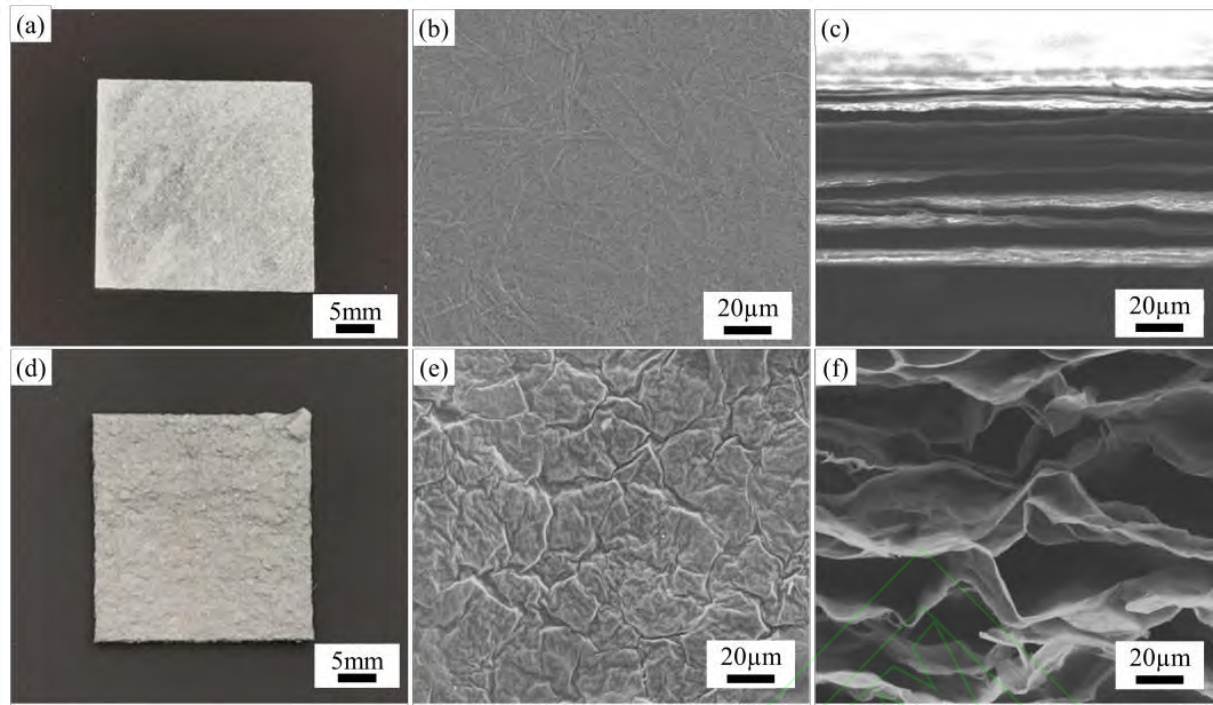
图10 热压前后薄膜对比:薄膜的图片(a),表面形貌(b),横截面形貌(c)及未热压薄膜的图片(d),表面形貌(e),横截面形貌(f)。
2.4 杂质原子和缺陷的影响
具有完美 sp2 结构的石墨烯理论上的热导率极高,但 GO 边缘氧化官能团的存在可能会使碳骨架出现空位缺陷等,导致热导率急剧下降。厦门大学蔡伟伟教授团队通过同位素改性,在 12C 中引入的杂原子 13C 原子 0.01%13C 掺杂后薄膜的热导率为 4120W/(m·K),当掺杂比例上升至 1.1%时,热导率则下降至 2600 W/(m·K)。
除杂质原子会影响声子输运外,晶格中固有的结构缺陷也是声子散射中心,如空位、界面、线缺陷等。如图 11所示,清华大学徐志平教授团队通过分子动力学模拟研究了单原子空位和 Stone-Wales 缺陷(SW)对于石墨烯片热导率和杨氏模量的影响,研究发现:随着单原子空位浓度的增加杨氏模量呈线性降低,而SW缺陷相比于单原子空位,保持了原子间 sp2 键,因此影响较为平稳;在空位浓度低于 1%时,热导率对于缺陷较敏感,当缺陷浓度足够高时,声子平均自由程变化趋于平缓,表明热传导从传播机制过渡到扩散机制。
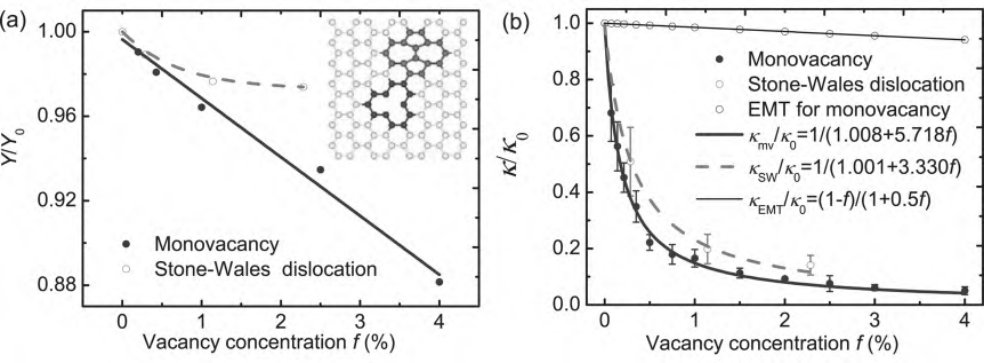
图11 具有单原子空位或 Stone-Wales 位错的单层石墨烯片的性能:(a)杨氏模量,(b)热导率。
综上所述,为了制备性能优异的导热石墨烯薄膜,在以 GO 为原料制备石墨烯薄膜的过程中,微观角度应选取大尺寸的 GO 片,以减少边界热阻。热还原过程选取高温退火(2800℃)结合低温热压工艺或直接使用高温热压,能够有效提高薄膜密度、平整度及石墨化程度。无论是以 GO 还是石墨为原料,尽可能减少杂质的引入,使石墨烯片层无限接近于完美的蜂窝状结构,是实现超高热导率的关键。
03
结论与展望
本文从制备方法和影响导热性能的关键因素两个角度讨论了石墨烯薄膜的最新进展。“自下而上”的 CVD 方法有利于合成具有高质量的石墨烯薄膜,而各种“自上而下”的技术,如真空过滤、直接蒸发和刮涂方法等,更适合制备大面积的独立式石墨烯薄膜。还原氧化石墨烯膜因其良好的加工性而适用于可扩展的工业生产。
但在制备还原氧化石墨烯粉末的过程中会引入大量的缺陷,直接以石墨为原料制备石墨烯薄膜因需要加入表面活性剂而同样会引入杂质。缺陷和杂质都会导致薄膜热导率降低,因此均需要高温退火来去除杂质,以获得高导热性。而退火过程中薄膜会因为气体溢出出现取向性差,柔韧性降低的问题。而且在实际应用中,2800℃以上的高温处理会产生极高的能耗。
为此,研究者通过采用高温热压的方式降低退火所需温度,或通过提高薄膜密度和片层取向度,提高薄膜性能。也有研究中提出添加碳纳米管等方式增加薄膜的柔韧性和纵向热导率,这些方法都能够在一定程度上改善薄膜的性能,但对于热导率的提高仍然较少。
综上所述,石墨烯基薄膜因具有轻质、高导热、力学性能好等优点逐渐成为国内外的研究热点,并已取得了较大突破,目前其相关散热器件已在手机等产品上得到了应用。但高性能石墨烯基薄膜的研发仍存在加工工艺复杂,成本较高,热导率与理论值相差甚远等关键问题。
因此,探索新方法、提高性能、降低成本并进一步推动石墨烯导热薄膜在可穿戴电子设备、电子器件、交通航空等领域的应用和产业化将是未来主要的研究方向。
END
★平台声明
部分素材源自网络,版权归原作者所有。分享目的仅为行业信息传递与交流,不代表本公众号立场和证实其真实性与否。如有不适,请联系我们及时处理。欢迎参与投稿分享!
审核编辑 黄宇
-
薄膜
+关注
关注
1文章
379浏览量
46275 -
散热
+关注
关注
4文章
632浏览量
33388 -
石墨烯
+关注
关注
54文章
1616浏览量
85480 -
热管理
+关注
关注
11文章
633浏览量
23049 -
导热
+关注
关注
0文章
347浏览量
13743
发布评论请先 登录
薄膜锂电池的研究进展
石墨烯技术取得重大突破:能应用于纳米电子元件中
人造皮肤是石墨烯下一个应用方向?
石墨烯发热膜应用
石墨烯旗舰2016年年报,储能领域研究进展不仅仅是石墨烯电池!
平面内微型超级电容器用石墨烯的研究进展与展望
高导热聚酰亚胺电介质薄膜研究进展
电化学法制备石墨烯薄膜及其导热性能研究
石墨烯增强铜基复合材料制备工艺及性能的研究进展

综述 \ 石墨烯基导热薄膜的研究进展

石墨烯基导热薄膜的研究进展情况分析


飞秒激光制备多孔石墨烯研究进展




评论