 工业大神进阶之:掌握这种技术,16小时轻松修复双轴桨叶干燥机轴头磨损
工业大神进阶之:掌握这种技术,16小时轻松修复双轴桨叶干燥机轴头磨损
关键词:轴磨损修复,干燥机轴磨损修复,桨叶干燥机磨损修复,双轴桨叶干燥机轴磨损修复
一.前言
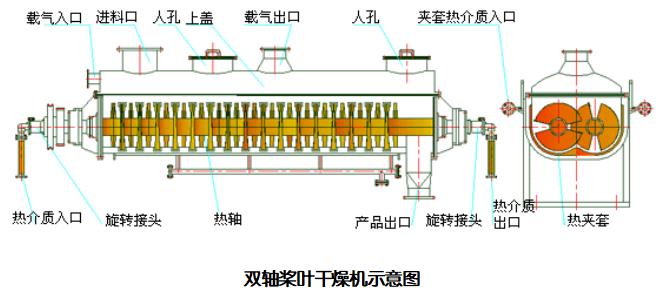
桨叶干燥机桨叶干燥机是一种传导加热的低转速搅拌型干燥机,空心轴上密集排列着楔型中空浆叶,热介质经空心轴流经浆叶。单位有效容积内传热面积很大,热介质温度从-40℃到320℃,可以是水蒸汽,也可以是液体型:如热水、导热油等,间接传导加热,没有携带空气带走热量,热量均用来加热物料,热量损失仅为通过器体保温层向环境的散热,楔型浆叶传热面具有自清洁功能,物料颗粒与楔型面的相对运动产生洗刷作用,能够洗刷掉楔型面上附着物料,使运转中一直保持着清洁的传热面。浆叶干燥机的壳体为Ω型,壳体内一般安排二到四根空心搅拌轴,壳体有密封端盖与上盖,防止物料粉尘外泄而充分发挥作用,传热介质通过旋转接头,流经壳体夹套及空心搅拌轴,空心搅拌轴依据热介质的类型而具有不同的内部结构,以保证传热效果。
二.双轴桨叶干燥机轴头磨损的故障现象和原因分析
由于干燥机的操作介质是蒸汽,轴是空心轴尤其轴头位置安装轴承,倘若预留的轴承游隙过小,很容易运行中轴承过热而抱死轴承,进而导致轴磨损;其次考虑到运行推进物料需要大的推力,轴承除了过盈配合外,轴头还要设计螺纹,并安装螺母进行轴向锁紧,随着设备的长时间运行,以及物料推进不流畅,次数多了,螺母很容易松动,进而轴承与轴头之间出现间隙,而摩擦磨损,像轴承质量较差,以及装配的水平度不够,润滑失效,同样也是轴头磨损的原因。
总的来说双轴桨叶干燥机轴磨损的问题不易察觉,一旦发现了基本上就得停机,严重影响企业的正常生产进度,直接给企业带来经济损失,为此很有必要提高下设备管理人员的在线修复维修能力,应对一些意外停机的突发事件,减少企业的停机时间损失。

三. 修复工艺分析
像传统的补焊机加工工艺,需要用电焊机进行磨损部位补焊,虽然上手容易,但是这样很容易造成局部热应力,操作不当轴易发生变形弯曲,更有甚者还会出现裂纹,这样的轴在后期使用中,有很大的安全隐患的,另外补焊机加工工艺需要拆卸、运输、周期也长,长时间的停机停产的损失也是不可忽略的。
像电刷镀、激光熔覆、制作非标键也都可以修复,但是同样受场地及其他原因限制,更重要的是这些工艺同样不省时,而且不易掌握,操作起来也很复杂,所以一种简单易学的在线修复技术是相当重要的。
而高分子材料在线修复是将高分子复合材料直接涂抹在磨损部位,它具有很好的粘接力,在高分子材料未固化之前而且还具有一定的流动性,很好的使轴承与轴头的磨损间隙得到填充,材料固化后抗压强度极高,修复效果还是维修费用都远胜过堆焊、刷镀等传统修复方法,维修时间快速、工艺简便、费用较低。
四.双轴桨叶干燥机轴头磨损案例分析
2022年某造纸企业的双轴浆叶式干燥机,运行中因物料推进不流畅,锁紧螺母出现了松动,在停机检修期间发现非传动侧的两边的轴承,都出现了磨损,磨损量直径最大值5mm,该设备轴承型号22328,设备工作温度140℃,压力0.4MPa,转速50r/min。
由于企业发现问题早,没有继续带病运行,而是第一时间联系了我们福世蓝公司,为此我们根据企业提供的现场数据,做出了相应的维修方案,由于磨损量较大,所以根据轴上未磨损的前后轴间作为定位基准,设计了一款对开模具,同时在磨损的部位涂抹福世蓝2211F高分子复合材料,该材料未固化之前具有一定的流动性,然后扣上模具,材料可以在模具空腔内进行很好的填充,等该材料固化后,该材料抗压强度可达1600Kg/cm3,干环境耐温260℃,完全可以用于该部位的修复,修复过程仅仅16小时,修复完成后,开机运行,各项指标一切正常,为此得到了该企业的高度认同。
五、在线修复工艺
1、拆卸设备只需露出轴承位即可,同时准备好所需要的修复工具;
2、表面烤油,确保表面干燥无油渍;
3、使用角磨机对磨损的部位进行打磨,打磨至漏出金属原色;
4、将加工好的模具,空试一下,确保各项尺寸无误;’
5、使用无水乙醇清洗打磨后的轴表面,确保干净、干燥;
6.模具内表面涂抹福世蓝803脱模剂,并晾干;
7、按照比例调和福世蓝2211F金属修复材料,至调和无色差;
8、将调和好的材料涂抹在待修复的轴表面,材料厚度要高于磨损尺寸;
9、安装模具,常温并固化12小时,也可加热加快固化;
10、固化完成后,拆卸模具,测量数据,并安装轴承及剩余部件,修复完成。
六、双轴桨叶式干燥机轴磨损修复实例

七、结语
通过此次修复双轴浆叶式干燥机轴磨损的问题,再次证明这种技术可以有效的现场解决此类低转速高温的轴磨损问题,比如造纸行业的烘缸轴,压榨辊等轴类都是完全可以解决的,该福世蓝在线修复工艺可以很好的解决短时间内开机的需求,同时修复效果很好,大大延长了设备使用周期,如果对精度要求较高的轴类磨损问题可以匹配其他修复工艺及应用案例。
-
工业
+关注
关注
3文章
1812浏览量
46467
发布评论请先 登录
相关推荐






 工商网监
工商网监
评论