 一文读懂|国内有机废气(VOCs)治理的几种方式
一文读懂|国内有机废气(VOCs)治理的几种方式
(关键词:有机废气治理、冷凝回收有机废气、液氮冷凝回收有机废气)
随着我国工业化程度的不断提高,环境污染也面临巨大的压力。近几年国家环保政策愈加严厉,尤其对有机废气的排放控制更加重视。当前,VOCs有机废气治理主要有两类,一类是冷凝回收工艺,另一类是焚烧销毁工艺,还有几种配合辅助工艺,具体如下:

1、蓄热焚烧工艺(RTO)
有机废气在一定温度下与氧气发生反应,生成CO2和H2O,并放出一定热量的氧化反应过程,RTO是把废气加热到780℃以上,使废气中的VOC氧化分解为CO2和H2O,氧化产生的高温气体流经陶瓷蓄热体,使之升温“蓄热”,并用来预热后续进入的有机废气,从而节省废气升温燃料消耗的处理技术。该工艺也是国内废气治理的主流工艺,但其安全性要求高、并具有高耗能及在某些行业带来二次污染。
2、直接燃烧工艺
直接燃烧法就是利用燃气等辅助性材料将废气点燃,促使其中的有害物质在高温燃烧下转变成无害物质。该方法投资小,操作简单,适用于浓度高、风量小的废气,但其更高耗能及更高的安全技术要求,同时也带来二次污染问题。
3、吸附工艺
利用活性炭对有机废气进行吸附净化处理,净化率可达95%以上。该方法设备简单、前期投资较少,但需要经常更换活性炭,频繁的装卸、更换等程序增加运行费用,并且更换的活性炭还是危废,需要有危废资质的处理公司进行处理,增加后期运行成本。此外活性炭吸附单一工艺治理有机废气很难达标排放,所以国家也明令禁止使用单一活性炭吸附方式治理有机废气。
4、吸收工艺
有机废气中含易溶于水或酸性及碱性物质多采用物理吸收法,就是将废气引入吸收液中进行吸收净化,如配备水洗、碱洗及酸洗塔等设备。在浓度低、温度低、风量大的情况下可采取吸收法,但需要配备加热解析回收装置,投资额大,也不能单独做处理工艺使用,必须配合冷凝或焚烧工艺处理。
5、冷凝回收工艺
冷凝法就是将有机废气直接引入到冷凝器中,当有机废气达到熔点温度,使其冷凝呈液态,达到回收目的,并使废气达到排放标准。当有机废气浓度高、风量较小时,可采用冷凝法进行净化处理,一般应用于医药化工、精细化工及石化企业油气回收。冷凝制冷方式分为机械式制冷及液氮制冷,国内做的比较多的还是压缩机分段冷凝方式,应用在石化企业油气回收行业比较多,但其冷凝温度最大能到零下75℃左右,很难满足部分熔点更低的有机废气的冷凝回收,但其具有高耗电,安全性要求高的缺点。
近期山东福世蓝环保科技有限公司成功引进国外科技公司液氮冷凝VOCs治理技术,该公司是高性能低温冷凝系统的先驱者、领导者,为复杂应用开发了高效和可靠的技术,最大限度地利用了低温处理的巨大潜力。其技术具有以下多种优势:

● 冷凝温度达能到-150℃左右,废气排放治理更干净,是现行国标的几倍;
● 工艺产品成熟,已在全球300多家工业企业中成功应用;
● 运行安全,因整个系统不涉及电加热及焚烧等危险因素,所以设备在易燃易爆场合运行更安全。
● 更经济实用,冷凝器中蒸发的液氮以气体的形式被回收重新使用在生产工艺中,在生产工艺需要氮气的企业运行要更经济,更实用。
国内许多企业一直有液氮冷凝在运行费用上太高的误区,如山东某精细化工企业在设备选型时因对液氮冷凝工艺不了解,而选用焚烧工艺处理,因其废气中含有二氯甲烷,如果回收会带来额外价值,若焚烧还产生二噁英,需要投资设备进一步处理,得不偿失。后期在与厂家沟通中获悉每月设备运行费用高达20多万,其生产工艺中本身还需要大量氮气,所以当时如果选用液氮冷凝工艺对其是更合适的。
发布评论请先 登录
相关推荐


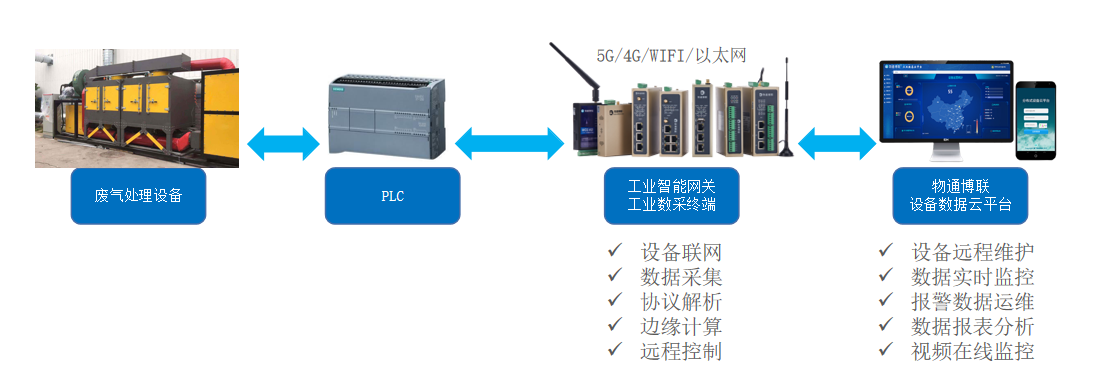
废气监测数据对接到环保局平台(HJ212传输)解决方案
涂装工业废气监测(HJ212数据采集)解决方案

干货 | 一文读懂国内外传感器技术及差距
红外热成像VOCs泄漏成像检测






 工商网监
工商网监
评论