 激光焊接和电子束焊接:两种焊接技术的并用
激光焊接和电子束焊接:两种焊接技术的并用
虽然激光焊接(LBW)以及电子束焊接(EBW)的拥护者们分别对其青睐的技术大加赞扬,但在许多情况下用户的最佳选择可能是同时采用这两种技术,尤其是在焊接复杂结构以及满足高品质冶金需要的情况下更是如此。
如果元件在设计时就考虑到要使用激光焊接和电子束焊接这两种焊接技术,那么在单个加工厂内采用激光焊接和电子束焊接技术则可以简化加工过程,例如焊接传感器、医疗装置以及成品中需要真空密封的产品。
通常在以下情况中需要使用这两种焊接技术:最终的配件尺寸对于现有的电子束焊接室而言太大,配件中的某些部件不适合真空处理(例如液体);或者焊接深度较浅并且非关键,因而不必采用较为昂贵的电子束焊接。
激光焊接
激光焊接采用连续激光(CW)或者脉冲激光,其优点是能提供更简单的焊接工具和更短的焊接时间。如果采用连续激光系统,输出功率是连续的;脉冲激光系统通过调制输出激光脉冲序列。不论使用连续光源还是脉冲光源,焊接时都要将激光束聚焦到待焊工件表面。
激光束的高能量密度使得材料表面更快达到液化温度,从而获得更短的光束作用时间。因此,激光能量耗散到材料内部的时间更短,这便可以获得更小的热影响区和更小元件的疲劳值(fatigue debit)。可以对光束能量进行操控以产生所需的脉冲形状。通过重叠单个脉冲可以产生焊缝。由于在脉冲间存在短暂的冷却周期,这可以减小热输入,这对于焊接热敏感材料而言是一大优点。
连续激光的穿透深度可以超过0.5英寸,而脉冲激光则仅能达到0.030~0.045英寸。穿透深度可能会随激光系统的不同而有所变化,并且将在很大程度上取决于加工参数的选择和焊口设计。
由于这类焊接过程的热源是光能,因此需要考虑焊接材料的反射率。例如金、银、铜以及铝需要更强的能量输入。一旦材料熔化,其反射率就会下降,并且该过程的热导将导致向下穿透。
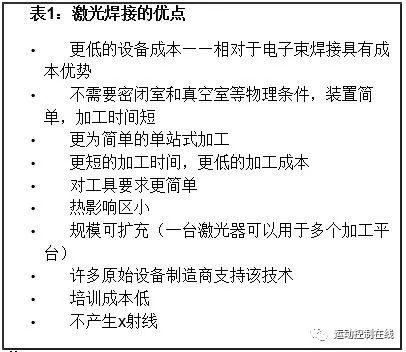
如上所述,由于激光具有较高的功率密度,因此其热影响区小,从而确保了关键元件不会受到损伤。因此,激光焊接这对于医疗设备、电子元件、传感器以及其他精密设备而言更具优势。激光焊接会不产生任何x射线,并且可以通过自动化和机器人很方便的进行控制。通常激光焊接对工具的需求也非常简单,而且不需要密闭室或真空室等物理条件。较短的作用周期意味着成本优势,并且不会牺牲焊接质量。表1列出了连续激光和脉冲激光焊接的优点。
电子束焊接
电子束焊接由于具备更深的穿透深度、不存在污染等优势,已经被很多行业广为采用。电子束焊接可以焊接其他方法无法实现的耐高温材料和各种金属材料。图1显示了用高速电子束聚焦后轰击工件。电子束的动能转化为热能,成为熔合工件的驱动力。电子束焊接不需要额外的过滤材料,并且变形最小。利用超高能量密度能够获得较高的穿透深度和较高的径深比,真空环境确保焊接过程无污染。对于焊接含钛和含镍的超合金而言,真空环境至关重要。
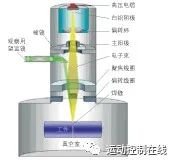 |
| 图1:电子束焊接 |
然而,真空条件下工作的主要优点是能够精确地控制电子束。电子与空气分子相互作用时会发生散射,而真空条件能够降低周围气压,从而能够更加精确地控制电子束。
现在的真空室配备先进的密封层、真空传感器以及高性能的气泵系统,以实现快速抽真空,并能加快处理时间。这一优势使得真空室中的电子束可以聚焦到0.3~0.8mm的直径。
通过引入用于高级部件控制的最新微处理控制和系统监控功能,可以将各种尺寸和各种体积的部件焊接在一起,而且不会引起更小元件的过多熔化。通过精密控制电子束直径和传输速度,可以焊接厚度从0.001英寸到几英寸的材料。以上这些优势使得电子束焊接成为了一项极为可靠的焊接技术。
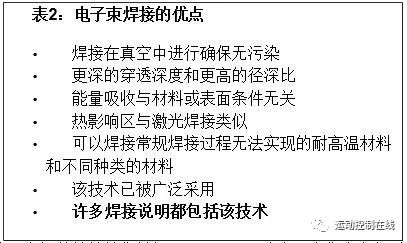
电子束焊接过程对工件产生少量的热沉积,以保证最小的变形,因此无需再对成品部件进行额外处理。表2列出了电子束焊接的主要优点。
人们会在长时间内使用电子束焊接技术。由于大多数电子束焊接都是在真空室中进行的,因此该技术特别适用于焊接一些先进的材料,例如用于航空、发电、医疗以及核工业中的材料。这些材料均需要在真空中制造加工,以避免受到开放环境中的氧气和氮气的影响。
电子束焊接中,用户不需要担心焊接环境的清洁程度。除了提供理想的焊接环境外,新的电子束焊接控制可以使电子束产生更快的电磁偏转,以便调整焊接区以及周围区域的热量输入,从而获得最佳的材料性质。
例如,仅仅通过快速调整电子束位置、焦点以及功率,快速偏转技术能够同时实现预热、焊接以及焊后加热。这使得焊接“过去难以焊接、甚至是不可能焊接”的合金成为可能。
在用于柴油机引擎中的涡轮增压机制造中,电子束焊接的应用正日趋增长,这是主要是因为该技术能够提高涡轮增压机的能效。涡轮增压机的作用是对进入柴油机引擎的燃料和空气混合物增压。
目前许多客车以及商用车的引擎都配备了涡轮增压机。通常涡轮增压机的制造商们采用常规的惯性摩擦焊接技术,将熔模Inconel轮焊接到碳钢轴上。尽管这种焊接方法能够产生强度足够大的焊点,但是焊接后期的加工、打磨以及热处理操作成本高昂,并且非常费时。涡轮增压机制造商的另一个选择是采用电子束焊接,目前该技术已被多家领先的制造商所采用。”
电子束焊接部件所需的焊后加工以及热处理最少,并且与其他熔合焊接过程不同的是,电子束焊接不需要保护气体。电子束焊接能够获得很好的焊接质量,可以对所有过程参数进行精确控制,并且整个过程可以完全实现自动化。
两种焊接技术的并用
电子束焊接和激光焊接都有着各自的优点,实际上,许多元件在设计的时候就考虑到了要在制造加工过程中使用这两种焊接技术。在这些情况下,在制造加工过程中采用这两种焊接技术无疑将加快制造过程。
激光焊接通常用于焊接较薄的钢板部件和厚度在1/3英寸至1/2英寸之间的机加工部件。另外,激光焊接也适用于那些无法在真空室中焊接的部件。
一些部件以及它们相关的焊接夹具的尺寸可能太大而无法放进电子束焊接所使用的真空室中。除了尺寸方面的问题外,如果待焊元件中包含能够对真空泵产生影响的液体,此时激光焊接便是很好的选择。
如果焊接非关键部件或者焊接深度较浅,在这种情况下没必要使用成本更高、焊接质量更高的电子束焊接,此时同样可以选择激光焊接。电子束焊接开始前需要花几分钟的时间来抽真空,对于非关键焊接而言完全没必要浪费这段时间。 如果元件成本较高,并且焊接过程会受益于真空环境(例如焊接钛和镍合金)、或者焊接深度超过1/3~1/2英寸、或者激光束很难与焊接材料产生相互作用(例如铝合金),在这些情况下可以选择电子束焊接。
上述例举了采用电子束焊接和激光焊接这两种技术的焊接实例——燃气涡轮部件的焊接,其中电子束焊接技术用于深度焊接和最小变形焊接,激光焊接技术用于处理金属板表面的细部处理。
DMC640MH激光焊接系统优点:
工作过程中,如焊接点线位时,我们可对激光器输出的激光功率进行有效的控制,根据每个焊接点的特性控制不同焊点时匹配的激光功率,从而保证激光焊接质量,避免出现PCB板烧板或虚焊现象。
预送锡焊接工艺,降低上锡难度,提升上锡准确率,解决焊料多寡一致性问题。

-
焊接
+关注
关注
38文章
3129浏览量
59734
发布评论请先 登录
相关推荐

蓝光激光焊接技术在焊接不锈钢-紫铜焊接的工艺应用





激光焊接技术在焊接微创手术刀的应用










 工商网监
工商网监
评论