 激光焊接时如何正确用“气”?
激光焊接时如何正确用“气”?
保护气体的作用
在激光焊接中,保护气体会影响焊缝成型、焊缝质量、焊缝熔深及熔宽,极大多数情况下,吹入保护气体会对焊缝产生积极的影响作用,但是也可能会带来不利的作用。
积极作用
1)正确的吹入保护气体会有效保护焊缝熔池减少甚至避免被氧化;
2)正确的吹入保护气体可以有效减小焊接过程中产生的飞溅;
3)正确的吹入保护气体可以促使焊缝熔池凝固时均匀铺展,使得焊缝成型均匀美观;
4)正确的吹入保护气体可以有效减小金属蒸汽羽或者等离子云对激光的屏蔽作用,增大激光的有效利用率;
5)正确的吹入保护气体可以有效减少焊缝气孔。
只要气体种类、气体流量、吹入方式选择正确,完全可以获得理想的效果。

但是,不正确的保护气体使用方式也会给焊接带来不利的影响。
不利影响
1)不正确的吹入保护气体可能会导致焊缝变差;
2)选择错误的气体种类可能会导致焊缝产生裂纹,也可能会导致焊缝力学性能降低;
3)选择错误的气体吹入流量可能会导致焊缝氧化更严重(无论是流量过大还是过小),也可能导致焊缝熔池金属被外力干扰严重造成焊缝塌陷或者成型不均匀;
4)选择错误的气体吹入方式会导致焊缝达不到保护效果甚至基本无保护效果或者对焊缝成型产生消极影响;
5)入保护气体会对焊缝熔深产生一定影响,尤其的是薄板焊接时,会减小焊缝熔深。
保护气体的种类
常用的激光焊接保护气体主要有N2、Ar、He,其物化性质各有差异,也因此对焊缝的作用效果也各不相同。
1、氮气N2
N2的电离能适中,比Ar的高,比He的低,在激光作用下电离程度一般,可以较好的减小等离子体云的形成,从而增大激光的有效利用率。氮在一定温度下可以与铝合金、碳钢发生化学反应,产生氮化物,会提高焊缝脆性,韧性降低,对焊缝接头的力学性能会产生较大的不利影响,所以不建议使用氮气对铝合金和碳钢焊缝进行保护。
而氮与不锈钢发生化学反应产生的氮化物可以提高焊缝接头的强度,会有利于焊缝的力学性能提高,所以在焊接不锈钢时可以使用氮气作为保护气体。
2、氩气Ar
Ar的电离能相对最低,在激光作用下电离程度较高,不利于控制等离子体云的形成,会对激光的有效利用率产生一定的影响,但是Ar活性非常低,很难与常见金属发生化学反应,而且Ar成本不高,除此之外,Ar的密度较大,有利于下沉至焊缝熔池上方,可以更好的保护焊缝熔池,因此可以作为常规保护气体使用。
3、氦气He
He的电离能最高,在激光作用下电离程度很低,可以很好的控制等离子体云的形成,激光可以很好的作用于金属,而且He活性非常低,基本不与金属发生化学反应,是很好的焊缝保护气体,但是He的成本太高,一般大批量生产型产品不会使用该气体,He一般用于科学研究或者附加值非常高的产品。
保护气体的吹入方式
保护气体的吹入方式目前主要有两种:一种是旁轴侧吹保护气体,如图1所示;另一种是同轴保护气体,如图2所示。
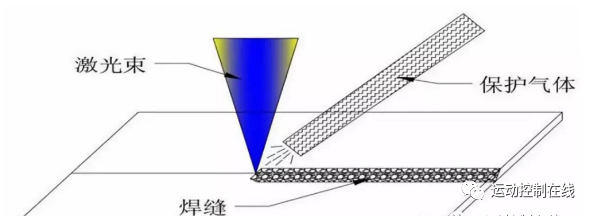
图1 旁轴侧吹保护气体
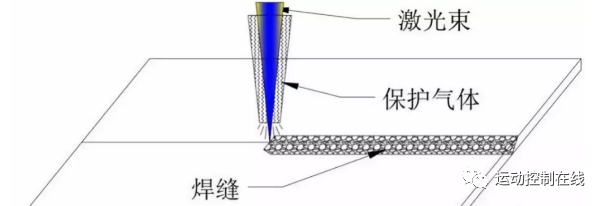
图2 同轴保护气体
两种吹入方式具体该怎么选择是多方面综合考虑的,一般情况下建议采用侧吹保护气体的方式。
保护气体吹入方式选择原则
首先需要明确的是,所谓的焊缝被“氧化”仅是一种俗称,理论上是指焊缝与空气中有害成分发生化学反应导致焊缝质量变差,常见是焊缝金属在一定温度下与空气中的氧、氮、氢等发生化学反应。
防止焊缝被“氧化”就是减少或者避免这类有害成分与高温状态下的焊缝金属接触,这种高温状态不仅仅是熔化的熔池金属,而是从焊缝金属被熔化时一直到熔池金属凝固并且其温度降低至一定温度以下整个时间段过程。
举例
比如说钛合金焊接,当温度在300℃以上时能快速吸氢,450℃以上时能快速吸氧,600℃以上时能快速吸氮,所以钛合金焊缝在凝固后并且温度降低至300℃以下这个阶段内均需受到有效的保护效果,否则就会被“氧化”。
从上述描述不难明白,吹入的保护气体不仅仅需要适时对焊缝熔池进行保护,还需要对已经焊接过的刚刚凝固的区域进行保护,所以一般均采用图1所示的旁轴侧吹保护气体,因为这种方式的保护方式相对于图2中的同轴保护方式的保护范围更广泛,尤其是对焊缝刚刚凝固的区域有较好的保护。
旁轴侧吹对于工程应用来说,不是所有的产品都能够采用旁轴侧吹保护气体的方式,对于某些具体的产品,只能采用同轴保护气体,具体需要从产品结构以及接头形式进行有针对性的选择。
具体保护气体吹入方式的选择
直线焊缝
如图3所示,产品的焊缝形状为直线状,接头形式为对接接头、搭接接头、阴角角缝接头或者叠焊接头均可,此类型的产品均是采用图1所示的旁轴侧吹保护气体方式为佳。
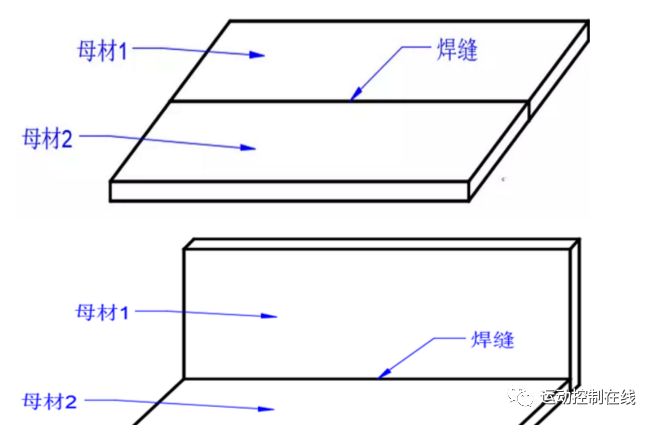
图3 直线状焊缝
平面封闭图形焊缝
如图4所示,产品的焊缝形状为平面圆周状、平面多边形状、平面多段线状等封闭型图形,接头形式为对接接头、搭接接头、叠焊接头等均可,此类型产品均是采用图2所示的同轴保护气体方式为佳。
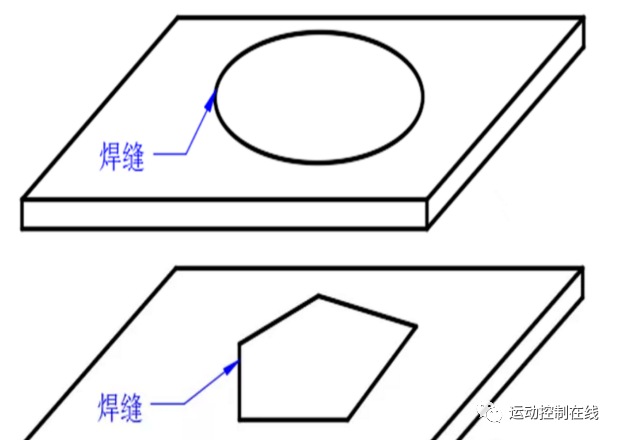
图4 平面封闭图形状焊缝
保护气体的选用直接影响到焊接生产的质量、效率及成本,但由于焊接材质的多样性,在实际焊接过程中,焊接气体的选用也比较复杂,需要综合考虑焊接材质、焊接方法、焊接位置,以及要求的焊接效果,通过焊接测试才能选择更适合的焊接气体,达到更佳的焊接结果。
DMC640MH激光焊接系统优点:
工作过程中,如焊接点线位时,我们可对激光器输出的激光功率进行有效的控制,根据每个焊接点的特性控制不同焊点时匹配的激光功率,从而保证激光焊接质量,避免出现PCB板烧板或虚焊现象。
预送锡焊接工艺,降低上锡难度,提升上锡准确率,解决焊料多寡一致性问题。
-
焊接
+关注
关注
38文章
3153浏览量
59862
发布评论请先 登录
相关推荐
激光焊接对比传统焊接的优势和前景
多型号电池盖帽焊接激光焊接机,电池镍片激光焊接机



铜激光焊接技术篇——铜激光焊接难点分析

激光焊接技术在焊接医疗气道导丝工艺中的应用

激光焊接技术在焊接医疗弹簧的工艺应用




激光焊接机焊接剃须刀片的技术工艺






 工商网监
工商网监
评论