 德国sycotec机床铣削动力头改变传统加工新概念
德国sycotec机床铣削动力头改变传统加工新概念
一、国内机床加工现状分析
目前国内机床行业的车铣、铣床加工中心所采用的主要加工方式有机械变速、液体驱动涡轮、气动涡轮结构、带接口的电主轴等四大类型,但都有一定的优缺点,优缺点对比见下图。
 机床铣削动力头优缺点对比
机床铣削动力头优缺点对比机械变速动力头:
优点:转速30000/分钟,机床主轴控制,扭力大
缺点:转速受限,扭力不连续,高磨损,产生热量高
液体驱动涡轮动力头:
优点:转速60000/分钟,安装简单,高转速
缺点:随着负载升高转速下降较快,冷却液压力大(30-40bar),流量大181/min,加工环境受限,只能湿加工
气动涡轮结构动力头:
优点:转速200000 /分钟,高转速
缺点:转速随扭力上升而下降Hoher,耗能消耗压缩气14/s
带接口电主轴动力头:
优点:转速100000/分钟,高转速,转速稳定
缺点:匹配的电气连接,变频器和机床控制器的连接
二、德国sycotec改变机床加工新概念技术方案
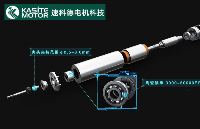
本着缩短加工周期,提高机床加工效率和表面加工质量,延长刀具寿命的使命,德国SycoTec创新研发了高速旋转柄SPEEDER -100 ER11机床铣削动力头,将【电主轴、驱动、电池和接口】集成为一个完整的铣削单元,转速稳定,最高转速可达100,000rpm。
 德国sycotec铣削动力头技术优势
德国sycotec铣削动力头技术优势
HS 刀柄 Speeder
 sycotec铣削动力头
sycotec铣削动力头
1、完整的铣削单元
2、适用于所有的车铣中心
3、转速高达100,000rpm
4、转速稳定
铣削单元集成
1、电主轴
3~BLDC 电机
转速稳定
转速高达100,000rpm
功率 S1: 300W / max. 500W
ER11夹具(max. Ø 8mm)
2、驱动
集成变频器
电池管理系统
Info Display 显示转速等
3、电池
可以 8h 连续工作
可以随时更换
213 Wh
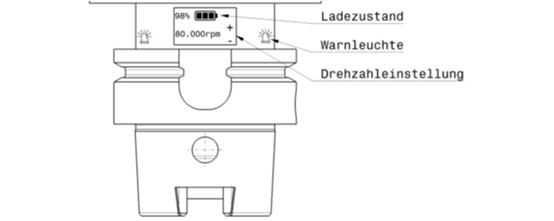 动力头转速设置
动力头转速设置4、支持的刀柄接口
HSK, SK, BT
VDI 30, 40
有通过液体的选择
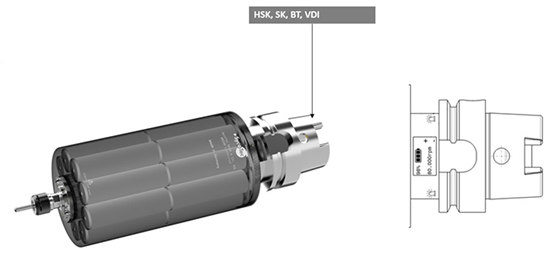 支持HSK,SK,BT,VDI刀柄
支持HSK,SK,BT,VDI刀柄安装
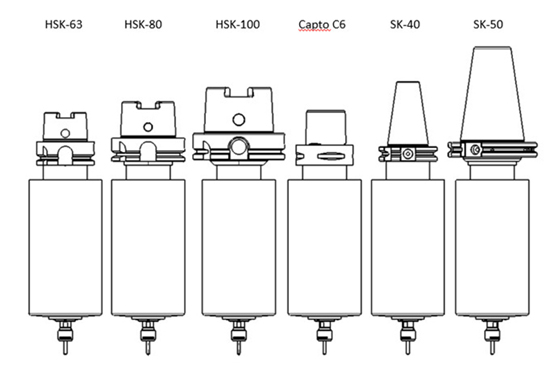 刀柄
刀柄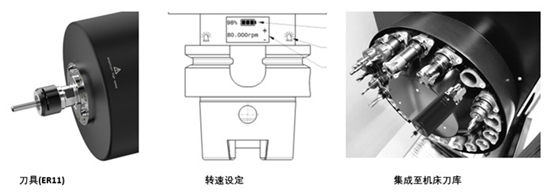 集成至机床刀库
集成至机床刀库
Plug and Play技术优势
无需机床匹配
无需连接
可以集成至刀库
和普通刀具一样操作
准备工作可以独立完成
应用领域
高精度机床加工领域车铣、铣床、加工中心
 机床铣削动力头广泛应用于车铣、铣床、加工中心
机床铣削动力头广泛应用于车铣、铣床、加工中心德国sycotec创新技术方案将【电主轴、驱动、电池和接口】集成为一个完整的铣削单元动力头——大大提高了机床加工效率,表面质量,缩短加工周期三大优势,为车床、铣床加工中心加工画上完美句号。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
发布评论请先 登录
相关推荐
SycoTec 4060 ER-S德国高精密主轴电机如何支持模具的自动化加工?
SycoTec4060ER-S电主轴在模具加工中提供高精度、高效动力、易集成、广适应、高防护、轻量化、持续加工能力,提升模具加工精度效率,增
机器人大功率主轴SycoTec 4060 ER-S汽车电机机芯焊缝铣削打磨加工
汽车电机机芯焊缝加工引入德国进口电主轴SycoTec4060ER-S,转速高、功率强、扭矩大、精度高,能在恶劣环境下稳定工作,实现自动化与高精度加工,提升生产效率和质量。

cnc机床是指什么机床
、航空航天、汽车制造等领域,具有高精度、高效率、高自动化的特点。本文将详细介绍CNC机床的基本概念、工作原理、主要类型、应用领域、发展趋势等方面的内容。 一、CNC机床的基本概念 1.
数控机床的加工特点以及主要加工对象
特点及主要加工对象的详细分析。 数控机床的加工特点 高精度 :数控机床通过精确的伺服电机控制,可以实现微米级的加工精度。 高效率 :自动化程
数控机床与数控铣床的相同之处有哪些
Machine Tool,简称NC机床)是一种通过数控系统控制,按照预先编制的程序自动完成加工任务的机床。数控铣床(CNC Milling Machine)是数控机床的一种,主要用于
数控机床的分类及其各类机床的特点
、电子工业等领域。本文将详细介绍数控机床的分类及其各类机床的特点。 一、数控机床的分类 按控制方式分类 a. 点位控制数控机床:主要用于加工
简述数控机床的加工过程与组成
数控机床(Computer Numerical Control Machine Tools,简称CNC机床)是一种采用计算机控制的自动化机床。它能够根据输入的程序指令自动完成各种复杂的加工
德国高转速主轴电机铝型材钻微小孔 孔壁光滑无毛刺
德国制造的工业产品向来以精湛的工艺和卓越的性能闻名于世。SycoTec公司以其独特的高速主轴电机技术,为全球各行业的精密加工提供了强大的技术支持。特别是在金属、非金属铣削、钻孔、去毛刺
德国SycoTec义齿雕刻机主轴 助力高精密雕铣加工
SycoTec高速电主轴为义齿加工设备提供解决方案,具备强大切削能力和高精度、高效率特点,支持多种材料加工,并通过实际应用验证其卓越性能。其紧凑结构、易于维护和长寿命提供便利的用户体验,完善的售后服务和技术支持确保用户得到及时帮

机器人机械手加装SycoTec 4060 ER-S电主轴高精密铣削加工
在机械加工领域,电主轴作为机械手的重要组成部分,其性能对机械手的加工精度和效率具有决定性的影响。SycoTec 4060 ER-S高性能电主轴采用先进的制造工艺和材料,确保了其高精度、高刚性
SycoTec高精度主轴铝合金高速铣削工艺方案及实际应用
高速电主轴是铝合金铣削的关键设备,德国SycoTec高速电主轴4060ER-S具有高转速、高精度、高刚性等特点,能满足铝合金铣削要求。优化铣削
利用机床测头提升加工中心精度,助力生产效率飞跃!
制造业的蓬勃发展为企业提出了更高的精度和效率要求。在现代制造业中,机床测头作为一种关键的检测装置,能够实时监控加工过程中的误差,及时调整,保证加工质量的稳定性,提高
发表于 03-14 10:54
•0次下载
数控测量|利用机床测头提升加工中心精度,助力生产效率飞跃!
机床测头是现代制造业的关键装置,能实时监控加工误差,提高精度和效率。其高精度测量、实时反馈和自动校准功能,确保加工质量稳定,提升生产效率。未来,机床





 工商网监
工商网监
评论