 粗轧机工作辊道磨损,有人直接报废更换,有人采用在线维修
粗轧机工作辊道磨损,有人直接报废更换,有人采用在线维修
粗轧机工作辊道的磨损的由来
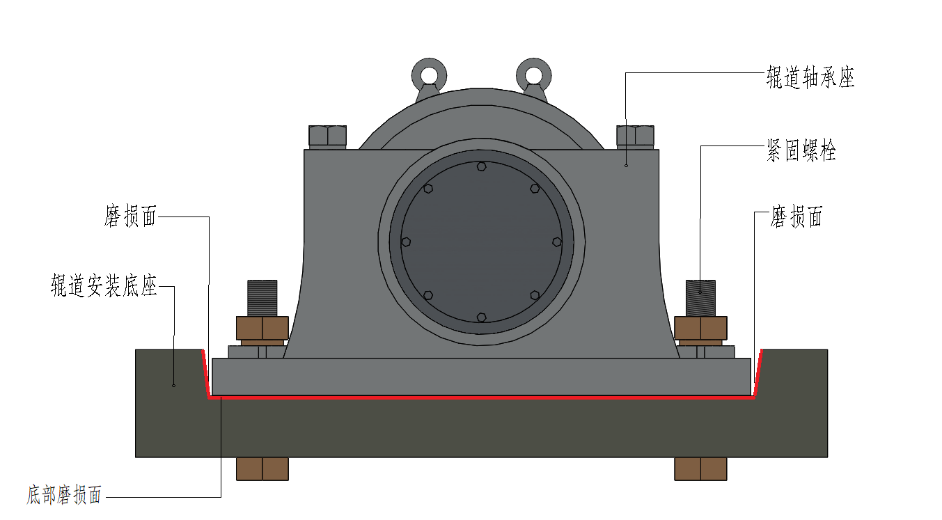
轧机粗轧工作辊道布置在粗轧机机架的出、入口处,工作辊道在轧制前将输入辊道送来的钢锭送往粗轧机。在工作辊道中,粗轧机工作辊道的工作任务最为繁重,除了频繁起动、制动外,还要承受轧制时轧件地钢和翻钢引起的冲击载荷。一旦辊道轴承座紧固螺栓松动或预紧力不足,极容易造成辊道窜动,撞击辊道底座,再加上氧化铁皮的侵入更会加剧辊道底座的磨损情况。
辊道磨损如何进行修复
针对此类的磨损腐蚀问题,传统手段一般会采用报废更换的方式,但拆装更换时间较长,一般检修时间无法满足辊道底座的更换。
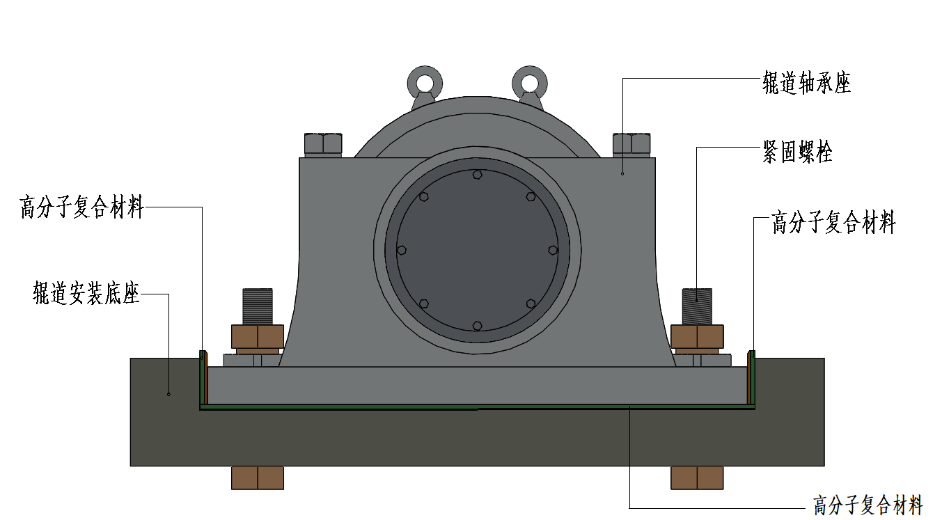
目前应用更为广泛的是高分子复合材料在线修复技术,该技术可以在不使用机加工环节的前提下,在现场进行修复。修复用的福世蓝®2211F高分子复合材料,固化后形成的化学键连接作用力使其与修复的金属部件形成优异的粘着力与抗压强度,可满足设备在运行中承受各种复合力的要求。另外使用高分子复合材料修复后可以使配合面达到90%以上,达到无间隙配合,避免冷氧化铁皮的侵入问题。
工作辊道安装止口磨损修复实例
一钢企1750轧线粗轧机辊道安装止口及辊道轴承座安装底面出现磨损问题,经过测量后最大磨损量达10mm左右。若不及时处理,在运行过程中极易导致辊道传动轴出现断轴情况。在轧线检修期间针对15根辊道采用福世蓝材料进行标高及止口的恢复精度工作。现场修复步骤如下:
1、首先根据图纸及使用要求尺寸加工底面修复模板;
2、将辊道进行拆除,底面及止口部位打磨干净;
3、使用经纬仪进行实际标高测量,再次确定磨损量;
4、使用氧气乙炔进行烤油处理;
5、使用磨光机打磨表面,去除疲劳层及高点;
6、使用喷砂机粗化表面,增大粘接面积;
7、安装修复模具,使用经纬仪测量并调整模板高度,直至符合公差要求;
8、将模板锁母锁紧后拆除模板;
9、使用无水乙醇清洗表面;
10、根据磨损量调和涂抹福世蓝高分子复合材料,材料厚度略高于实际磨损量;
11、模板表面刷涂脱模剂后安装模板,等待材料固化;
12、材料固化完成后拆除模板;
13、使用磨光机进行打磨,去除多余材料,并使用砂纸打磨表面釉层;
14、辊道轴承座底面刷涂脱模剂,晾干备用;
15、再次调和涂抹材料,薄薄一层,涂抹至修复部位;
16、安装轴承座,并调整安装位置,最后将螺栓紧固;

发布评论请先 登录
相关推荐
JG08Z-DG系列固定式光电智能测径仪如何应用在高线精轧机上
求助,康夫3062电吹风坏了,有人知道怎么维修吗?
钢材在线测径仪的工作模式及工作过程
轧机轴承的FC型和FCD的区别损坏原因分析
轧机牌坊磨损修复,你知道哪种修复工艺性价比最高吗?

辊压机轴承位磨损,换个维修方式解决,操作简单效果更好

精轧机弯辊缸传动侧衬板安装面磨损,短时间内快速高效修复

修复轧机牌坊、底板磨损,真的这么快?修复后表面100%面配合,延长设备使用寿命

功率器件厂商IGBT收入大比拼:有人大幅备货扩产,有人供过于求暴降





 工商网监
工商网监
评论