 辊压机轴磨损还得靠专业的维修技术
辊压机轴磨损还得靠专业的维修技术
一、辊压机的工作原理:
辊压机是根据料床粉磨原理设计而成,其主要特征是:高压、满速、满料、料床粉碎。辊压机由两个相向同步转动的挤压辊组成,一个为固定辊,一个为活动辊。物料从两辊上方给入,被挤压辊连续带入辊间,受到100-150MPa的高压作用后,变成密实的料饼从机下排出。排出的料饼,除含有一定比例的细粒成品外。在非成品颗粒的内部,产生大量裂纹,改善了物料的易磨性,且在进一步粉碎过程中,可较大地降低粉磨能耗。
二、辊压机轴磨损实际案例介绍:
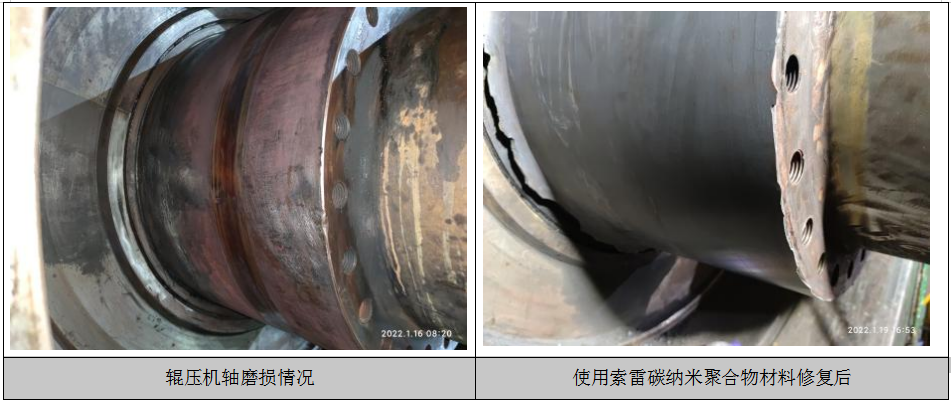
某企业的辊压机动辊支撑侧轴承位磨损严重,轴径Ф750mm,轴承型号232/750CAKFI/W33/C3,磨损深度局部可见明显坑洞,磨损宽度148mm(如下图所示)。

三、辊压机轴磨损维修技术:
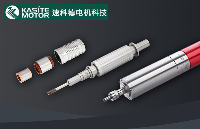
针对辊压机轴磨损传统修复方法往往采用补焊、刷镀、喷涂等工艺进行离线修复,直接的影响就是停机时间长、综合费用高、劳动强度大。索雷碳纳米聚合物材料修复法实现了在线修复,该技术可免拆卸免机加工修复,既无补焊热应力影响,修复厚度也不受限制,同时产品所具有的金属材料不具备的退让性,可吸收设备的冲击振动,避免再次磨损的可能,并大大延长设备部件的使用寿命。 具体的步骤如下:
1.加热轴承位,后使用磨光机将轴承位磨损处进行打磨处理,显露出金属原色;
2.使用无水乙醇将轴承位打磨处擦拭干净,晾干;
3.按比例调和SD7101H材料,调和均匀无色差;
5.涂抹SD7101H材料,涂敷于修复轴承位;
6.加热轴承位,等待材料固化;
7.回装轴承,固定紧固轴承,调节至合适的轴承游隙范围内,后对角把紧螺栓,完成修复。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
发布评论请先 登录
相关推荐
辊压机磁致伸缩位移传感器监测系统
辊压机压下机构位移监控重要,用磁致伸缩位移传感器实现非接触测量,高精度且适用多行业。考虑温度和电磁干扰,用补偿模型提高精度。博尔森科技传感器用于实时监测液压缸位移。

disco主板维修步骤
DISCO主板维修服务可以由专业的科技公司提供 。这些公司通常具备成熟的维修技术,并且返修率较低。 DISCO主板作为精密的电子设备部件,其维
【专业指南】SycoTec高速电主轴维修攻略
SycoTec高速电主轴需适时维护,苏州速科德提供详尽维修攻略,包括即时停机、专业求助、初步诊断、维修决策与恢复测试,及免费检测、高效精修等服务中心承诺,还有预防性维护建议。
钢厂单齿辊激光熔覆修复加工
和失效成为制约生产效率的瓶颈。传统的修复方法如车削、磨削等往往只能作为“补救措施”,难以从根本上解决辊轴部件的磨损问题。然而,随着激光熔覆技术的引入和应用,钢厂的辊轴修复迎来了革命性的突破,其中单齿辊的激光熔

减速机轴磨损,如何在现场快速恢复原始尺寸和性能
减速机轴承位磨损原因主要是由于减速机工作条件恶劣,在长期运转过程中,轴承位表面受到轴承内圈的挤压力和复合机械力的作用,配合面出现金属疲劳。金属材料的退让性差,长此以往很容易造成微观的配合间隙,如不及时发现并采取措施,就会造成微观间隙不断扩大,直接造成轴承跑内圈、轴承损坏。

轧机轴承的FC型和FCD的区别损坏原因分析
包括一个带挡边的外圈和一个实体保持架,以及两列滚子。这种轴承适用于高速旋转的应用,如冷轧机的四辊、六辊、十二辊轧机的工作辊部位?。 FCD型轧机轴
伺服压机各部分功能介绍
伺服压机是一种高效、节能、精密的压装设备,广泛应用于汽车、电子、航空、航天、机械制造等行业。本文将介绍伺服压机的各部分功能。 一、伺服压机概述 伺服压机是一种采用伺服电机作为动力源的压

港口起重机减速机轴承室磨损,用一种很丝滑的方法修复
国内某港口一台起重机出现减速机轴承室磨损问题;这次采用高分子复合材料在线修复技术对磨损问题进行了尺寸修复;并达到了企业的使用要求,为企业大大降低了检修成本和停机时间

伺服压机与普通压机区别在哪
伺服压机与普通压机的区别主要体现在以下几个方面: 工作原理 伺服压机是一种采用伺服电机驱动的压机,其工作原理是通过伺服电机控制压机的上下运动
伺服压机如何确定移动位置
伺服压机是一种高精度、高效率的机械压力设备,广泛应用于汽车、电子、家电、包装等行业。伺服压机的移动位置是其工作过程中非常重要的一个环节,直接关系到压机的精度和效率。 伺服压机是一种采用
精轧机弯辊缸传动侧衬板安装面磨损,短时间内快速高效修复
某钢铁厂4300mm宽厚板轧线精轧机牌坊弯辊缸传动侧衬板安装面出现磨损问题,该位置是与弯棍缸保护罩的牌坊配合面,此次修复主要有一块衬板出现磨损且左右不平,衬板尺寸1200*300,磨损

锤式破碎机轴磨损修复方法
某企业的锤式破碎机由于轴承损坏后未及时更换导致轴承位磨损,磨损数据如下:主轴轴径轴径Ф240mm、轴承型号23148ca/w33、磨损深度4mm、磨损宽度128mm。
发表于 04-24 18:41
•0次下载
模切机轴头磨损修复方法
模切机(Die Cutting Machine)又叫啤机、裁切机、数控冲压机,主要用于相应的一些非金属材料、不干胶、EVA、双面胶、电子、手机胶垫等的模切(全断、半断)、压痕和烫金作业、贴合、自动排
发表于 04-24 18:39
•0次下载





 工商网监
工商网监
评论