 碳纤维复合材料加工难点及铣削加工电主轴应用方案
碳纤维复合材料加工难点及铣削加工电主轴应用方案
碳纤维是由有机纤维经碳化及石墨化处理而得到的微晶石墨材料,是一种力学性能优异的新材料,碳纤维及其复合材料的已在军事及民用工业的各个领域取得广泛应用,如航天、航空、汽车、电子、机械、化工等。因此,碳纤维被认为是高科技领域中新型工业材料的典型代表。

碳纤维复合材料特点
高强度(钢铁的5倍)
优异的耐温性(能够耐受性3000℃左右的高溫)
优异的抗热震性
低线膨胀系数(形变量小)
热导率小(环保节能)
比重小(钢的1/5 )
出色的耐腐蚀与辐射源特性
碳纤维复合材料为什么难加工?
碳纤维复合材料是一种较难切削加工的材料,它的密度远小于金属,而强度大于绝大部分金属,因为 CFRP的不均匀性,在加工过程中往往会出现纤维拉出或基质纤维的脱离。
碳纤维复合材料导热性较差,所以在切削过程禁止使用冷却液,致使产生的切削热不能快速散出,从而将热量传到切削刀具上,加剧了切削设备的磨损,使其使用寿命大打折扣,同时使工件的表面热量更加剧,影响复合材料表面成型,降低了复合材料使用中的性能。
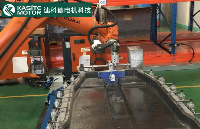
碳纤维材料铣边加工
炭纤维材料在铣削加工时,端铣刀和CFRP之间要进行复杂的相互作用,容易造成 CFRP工件存在没切断的纤维纱线以及分层现象。为减少和避免类似缺陷产生,需要在加工前期,科学预测切削力和轴分层和未切断的纤维纱线毛边的现象时有发生的大小,合理选择刀具,控制加工工艺参数设置,将有效减少了毛刺毛边的产生。
碳纤维材料铣边加工主要的工艺参数,如纤维取向、轴向和切向进给速度、切削速度等,都会对工件表面粗糙度产生显著影响。在高速铣削加工中,铣削力随转速的提高而降低,随轴向切深、径向切深和进给速度增大而增大。随着铣削速度的提高,铣削温度随之升高,导致摩擦系数降低,变形系数减小,故单位面积切削力会减小,所以切削力有减小的趋势。而进给量增大,铣削时每齿切入工件的切削厚度增大,单位时间铣削的体积增加,铣削力随之增加,因此,铣削碳纤维复合材料时,为了减小铣削力,应采用高转速、小切深多次走到的方式进行切削加工。
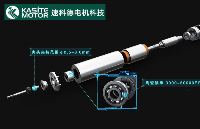
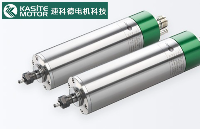
4036 DC-T-ER11高速电主轴

4036 DC-T-ER11是一款适用于碳纤维材料铣边加工的德国原装进口高速电主轴,采用径向+轴向柔性系统,与工件接触压力可以气动调节,360°保持压力一致。并且主轴兼具大扭矩、高转速、高精度、体积小、重量轻、密封气冷却等特点,其转速最高可达60,000 min-1,最大扭矩27Ncm,最大功率850W,使得在碳纤维材料铣边中减少毛刺的产生,获得更好的表面质量。
-
碳纤维
+关注
关注
0文章
90浏览量
12021 -
碳纤维复合材料
+关注
关注
0文章
7浏览量
3548
发布评论请先 登录
相关推荐
6分钟看懂碳纤维增强聚合物复合材料界面研究方法

拉挤工艺打造碳纤维增强复合材料底盘,承载能力提升36%

可破损复合材料结构的建模与表征
机器人加装电主轴【铣削、钻孔、打磨、去毛刺】更高效
碳/碳复合材料的优点有哪些
深圳恒兴隆机电|高光玻璃电主轴:精工细作,从电主轴开始.
用量占比超90%,碳纤维复合材料成打造eVTOL首选
深圳恒兴隆|制造业的新星:高光超精电主轴的崛起...
深圳恒兴隆|自动换刀电主轴:实现加工自动化与高效化的关键.
工业机器人装夹高速电主轴3mm注塑件切割技术方案

深圳恒兴隆机电|高光玻璃电主轴:高效精密加工的新选择...
深圳恒兴隆机电|加工中心电主轴的原理与工作方式.
机器人机械手加装SycoTec 4060 ER-S电主轴高精密铣削加工
电子封装用金属基复合材料加工制造的研究进展
SycoTec高精度主轴铝合金高速铣削工艺方案及实际应用





 工商网监
工商网监
评论