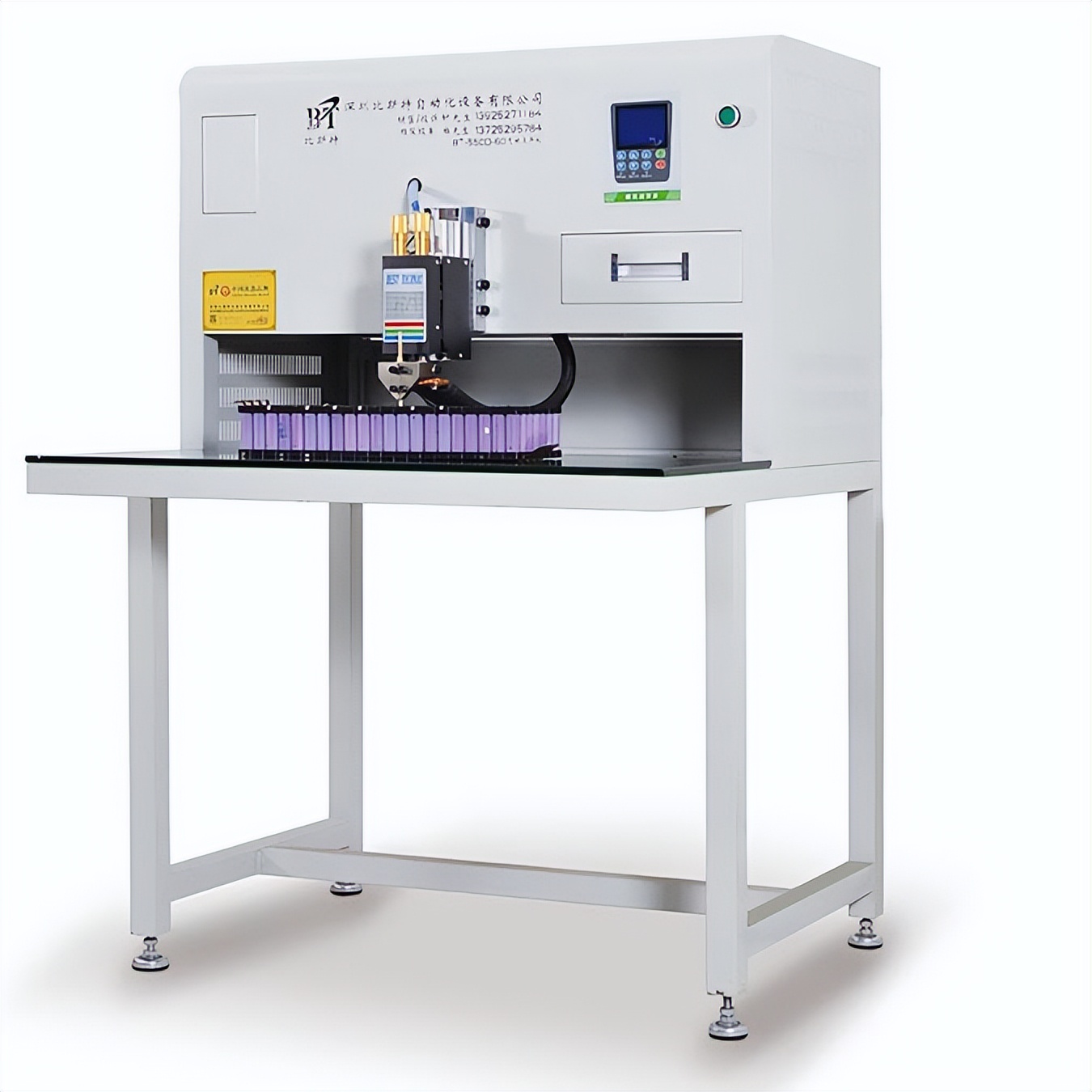
 厂家供应自动化铁线网片气动排焊机 交流排焊机可定制
厂家供应自动化铁线网片气动排焊机 交流排焊机可定制
厂家供应自动化铁线网片气动排焊机 交流排焊机可定制





点焊机按照用途分,有万能式(通用式)、专用式;按照同时焊接的焊点数目分,有单点式、双点式、多点式;按照导电方式分,有单侧的、双侧的;按照加压机构的传动方式分,有脚踏式、电动机-凸轮式、气压式、液压式、复合式(气液压合式);按照运转的特性分,有非自动化、自动化;
按照安装的方法分,有固定式,移动式或轻便式(悬挂式);按照焊机的活动电极(普通是上电极)的移动方向分,有垂直行程(电极作直线运动)、圆弧行程;按照电能的供给方式分,有工频焊机(采用50Hz交流电源)、脉冲焊机(直流脉冲焊机、储能焊机等)、变频焊机(如低频焊机)。
当工件和电极一定时,工件的电阻取决于它的电阻率.因此,电阻率是被焊材料的重要性能.电阻率高的金属其导电性差(如不锈钢)电阻率低的金属其导电性好(如铝合金)。因此,点焊不锈钢时产热易而散热难,点焊铝合金时产难易而散热易.点焊时,前者可用较小电流(几千安培),而后者就必须用很大电流(几万安培)。电阻率不仅取决于金属种类,还与金属的热处理状态、加工方式及温度有关。
为了保证熔核尺寸和焊点强度,焊接时间与焊接电流在一定范围内可以相互补充。为了获得一定强度的焊点,可以采用大电流和短时间(强条件,又称硬规范),也可采用小电流和长时间(弱条件,也称软规范)。选用硬规范还是软规范,取决于金属的性能、厚度和所用焊机的功率。对于不同性能和厚度的金属所需的电流和时间,都有一个上下限,使用时以此为准。
电极压力对两电极间总电阻R有明显的影响,随着电极压力的增大,R显著减小,而焊接电流增大的幅度却不大,不能影响因R减小引起的产热减少。因此,焊点强度总随着焊接压力增大而减小。解决的办法是在增大焊接压力的同时,增大焊接电流。
由于电极的接触面积决定着电流密度,电极材料的电阻率和导热性关系着热量的产生和散失,因此,电极的形状和材料对熔核的形成有显著影响。随着电极端头的变形和磨损,接触面积增大,焊点强度将降低。
-
电阻点焊机
+关注
关注
0文章
21浏览量
7849 -
点焊机
+关注
关注
4文章
338浏览量
22883 -
碰焊机
+关注
关注
0文章
16浏览量
7462
发布评论请先 登录
相关推荐
精密气动点焊机:高效焊接,品质之选
比斯特自动化 气动科技赋能圆柱电池生产:高效点焊机引领产业升级
比斯特自动化|精密气动点焊机:高效稳定,智能焊接,引领制造业新未来
直流电焊机和交流电焊机区别 电焊机电流如何测量
比斯特自动化 自动点焊机:重塑工业焊接的未来
中频点焊机和交流点焊机的区别是什么
动力电池气动点焊机:高效能焊接技术的领航者|比斯特自动化
比斯特自动化|如何挑选电池点焊机厂家及其作用解析

电池镍片点焊机:高效、精准的电池生产工具|比斯特自动化





 工商网监
工商网监
评论