 一起观摩宝钢集团如何借助新技术,创新式修复5000mm宽厚板剪切线
一起观摩宝钢集团如何借助新技术,创新式修复5000mm宽厚板剪切线
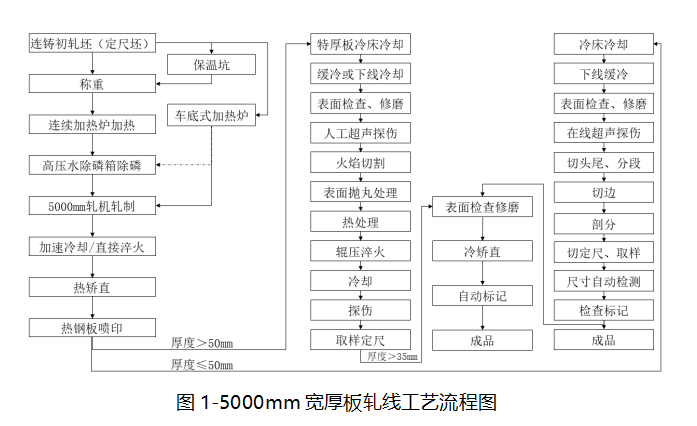
宝钢5000mm宽厚板轧线是我国最早的、最宽的现代化厚板轧制产线之一,主要由板坯库、加热炉、轧机、ACC、热矫、冷床、剪切线、精整、热处理、冷矫、涂装以及磨辊、成品库等部分组成(见图1)。其中剪切线由四台剪切设备组成,分别为:切头剪、双边剪、剖分剪和定尺剪。
宽厚板剪切线出现磨损
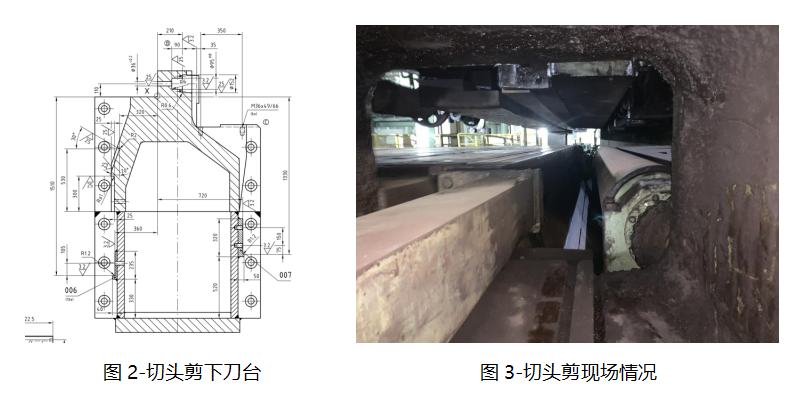
宝钢5000mm宽厚板剪切线切头剪下刀台出现磨损腐蚀情况(见图2、图3),磨损面为衬板安装面,且磨损不均匀,最大磨损量约5mm左右,磨损尺寸为230×5000mm、200×5000mm。切头剪主要是针对轧制钢板根据剪切命令进行分段粗切及切除废头尾,一旦出现刀台磨损情况,就会导致剪刃在对钢板进行切头尾工作时出现晃动,导致剪刃间隙不稳定,剪切断面粗糙。
热轧设备静配合面失效的原因
静配合面腐蚀、冲击、磨损是钢铁行业热轧设备最常见的问题,通常情况下,导致此类问题的出现主要原因有以下三点:
● 配合部件紧固螺栓松动;
● 正常的冲击磨损;
● 腐蚀。
以上三个原因就是导致热轧设备静配合面失效的主要原因,这三点原因具有一定的关联性,一旦热轧设备的静配合面出现了以上三点原因的其中一个,其余两个便会接踵而来,进而加剧配合面的磨损、腐蚀情况。通常情况下采用传统修复方法进行修复后,使用一段时间后还是会出现类似问题,归根结底就是配合面粗糙度决定的。安装表面粗糙度等级越高,配合面有效接触面积就越大,受力状态就越好,耐腐蚀性就越高,就不会出现螺栓松动问题,反之就越差。此次切头剪下刀台衬板安装面的磨损情况也是由以上原因所导致。
激光熔覆、机加工还是高分子复合材料?
针对此类问题,传统方法往往是进行激光熔覆修复或机加工去除方式进行修复,企业之前使用此类方式进行过修复,针对磨损腐蚀的刀台进行加工后,通过加厚衬板尺寸(此次衬板厚度较原始设计尺寸+7mm左右)来弥补,但使用该方式进行修复后不久又再次出现磨损腐蚀等问题。且传统修复方法进行修复时需要针对设备进行大范围拆除,修复时间较长,短期停机时间内无法完成修复工作。
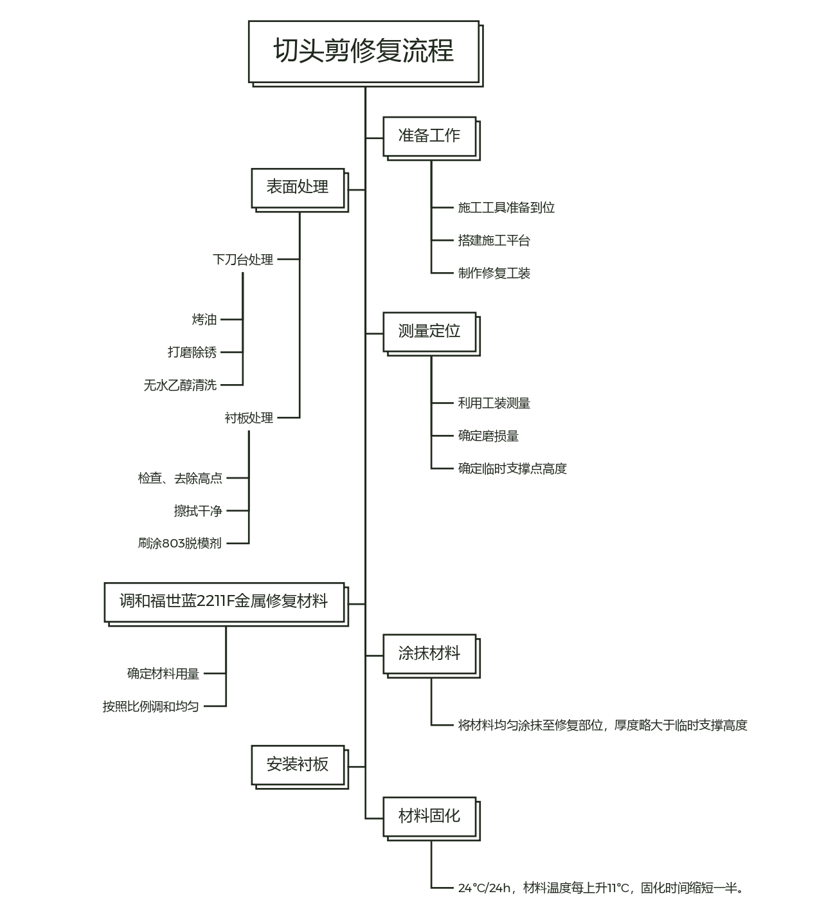
使用福世蓝®高分子复合材料进行修复,其原理是在不大范围拆除、不使用机加工的前提下现场进行修复。高分子复合材料固化后形成的化学键连接作用力使其与修复的金属部件形成优异的粘着力、抗压力、抗冲击性、抗腐蚀性等性能,可以满足设备在运行中承受各种复合力的要求,保证设备的运行精度。
福世蓝现场修复流程图

福世蓝AR可视化远程技术支持过程
因国内疫情原因,此次修复工作通过福世蓝AR可视化远程技术支持平台完成。借助智能AR眼镜、多屏协同等设备进行远程技术指导工作,可第一时间迅速响应,把现场画面同步传输至福世蓝集团后台,通过福世蓝后台及现场宝钢技术人员的积极配合,及时的完成了切头剪磨损问题的线上指导修复工作。

此次宝钢5000mm宽厚板剪切线切头剪下刀台磨损在线修复,在修复方案的确定、高分子复合材料的选择、受力计算、AR远程技术支持等方面,结合多年来福世蓝在热轧行业的应用情况,一方面验证了高分子复合材料在宽厚板轧线静配合面磨损类问题的可行性,另一方面验证了福世蓝AR可视化远程技术支持平台的响应速度。在当前疫情严峻的形势下,AR可视化远程技术支持平台,可在第一时间可快速响应客户需求,通过立体空间针对现场技术人员进行远程协助,福世蓝集团技术人员以“第一视角”方式帮助企业现场技术人员处理现场中临时性的突发问题。
通过此次福世蓝后台与宝钢技术人员的积极配合,修复完成后设备开机运行,极大提升了切头剪的剪切精度,保证了剪切稳定性、剪切断面的平整性,针对宽厚板轧线设备静配合面的腐蚀、磨损问题具有极高的推广价值。
发布评论请先 登录
相关推荐
同风起,耀星河!华为携手伙伴一起创造无限可能
华阳通用出席2024汽车后视镜系统创新技术论坛
汉得利BESTAR亮相宁波华翔集团2024创新技术大会
精轧机弯辊缸传动侧衬板安装面磨损,短时间内快速高效修复

六类网线可以和强电一起走吗
中车轧机中压主传动系统在宽厚板领域实现“零”的突破
同星智能诚邀您参加北汽研究总院创新技术研讨会

#新开端、新起点,2024一起加油#
作为导线,铜线和铝线有何区别?可以接在一起吗?
萨科微slkor金航标kinghelm一直在技术上不断创新,并将这些新技术应用于公司的产品中,推出的新产品
钢铁企业4300轧机牌坊磨损,24小时快速在线修复完成






 工商网监
工商网监
评论